


Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Параметры режима резания на остальные операции устанавливают также по нормативам.
Следующим важным этапом в проектировании является установление затрат времени на выполнение операций технологического процесса. Определение штучно-калькуляционного или штучного времени проводится на те операции, для которых рассчитывались параметры режима резания.
Для остальных операций проводится нормирование по общемашиностроительным нормативам. Расчет машинного времени можно производить по соответствующим формулам работ [29, 30].
Все остальные составляющие времени – вспомогательное время, подготовительно-заключительное время, время на техническое, организационное обслуживание, отдых и естественные надобности можно принимать то общемашиностроительным нормативам.
Все данные по нормам времени заносятся в операционные карты, затем устанавливается разряд работы и определяется коэффициент использования оборудования.
Расчет и конструирование технологической оснастки
Наиболее ответственной, сложной и трудоемкой в изготовлении частью технологической оснастки является приспособление.
Неправильные технологические и конструктивные решения при проектировании приспособлений приводят к удлинению сроков подготовки производства, к снижению эффективности и качества технологических процессов. Это обстоятельство требует выделить в самостоятельный раздел курсового проектирования расчет и конструирование приспособления.
В зависимости от направленности курсового проекта в нем могут проектироваться: станочные приспособления, приспособления для закрепления рабочего инструмента, сборочные приспособления, контрольные приспособления, приспособления для захвата, перемещения и изменения положения обрабатываемых деталей.
Расчет приспособления включает решение двух основных задач: обеспечение требуемой точности координирования обрабатываемой заготовки относительно баз станка и обоснование конструктивных параметров приспособления. Известно, что при изготовлении партии деталей на них получается погрешность ![]() , равная сумме абсолютных значений полей рассеяния погрешностей установки
, равная сумме абсолютных значений полей рассеяния погрешностей установки ![]() , статической
, статической ![]() и динамической настройки
и динамической настройки ![]() [8].
[8].
 (2)
(2)
Поскольку приспособления включаются в размерные и кинематические цепи системы СПИД, аналогично можно представить и структуру погрешности положения заготовки в приспособлении ![]()
 (3)
(3)
где ![]() - погрешность базирования;
- погрешность базирования; ![]() - погрешность, характеризующая геометрическую точность изготовления и настройки приспособления;
- погрешность, характеризующая геометрическую точность изготовления и настройки приспособления; ![]() - погрешность закрепления.
- погрешность закрепления.
Тогда задача точностного расчета приспособления сводится к определению допустимых значений смещений и поворотов заготовок и последующему установлению допусков на составляющие каждой из погрешностей положения заготовки ![]() .
.
При конструировании необходимо выбрать такую схему базирования заготовки, величину и схему приложения сил зажима, установить такие допуски на составляющие звенья размерных цепей приспособления, при которых составляющие погрешности ![]() не выйдут за пределы рассчитанных величин допусков.
не выйдут за пределы рассчитанных величин допусков.
Схема расчета приспособления на точность координирования заготовки представлена на рисунке 1.
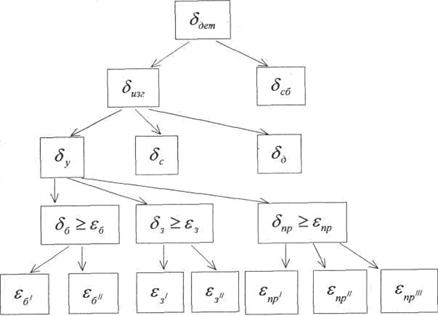
Рисунок 1. Схема расчета приспособления
на точность координирования заготовки
Исходным для расчета является допуск ![]() на требуемый чертежом показатель точности детали, который делится обычно на две части: первую, используемую на изготовление детали
на требуемый чертежом показатель точности детали, который делится обычно на две части: первую, используемую на изготовление детали ![]() , и вторую, оставляемую на регулировку и сборку
, и вторую, оставляемую на регулировку и сборку ![]() .
.
В свою очередь допуск на изготовление приходятся делить на три неравные части ![]() ,
, ![]() ,
, ![]() предназначенные соответственно для компенсации погрешностей установки, статической и динамической настройки.
предназначенные соответственно для компенсации погрешностей установки, статической и динамической настройки.
Принимая экономично достижимое и данных производственных условиях значение ![]() , можно перейти к назначению допусков на погрешность базирования
, можно перейти к назначению допусков на погрешность базирования ![]() , закрепления
, закрепления ![]() и приспособлений
и приспособлений ![]() .
.
Далее определяют погрешности ![]() ,
, ![]() ,
, ![]() , которые могут иметь место в выбранном варианте оборудования, при этом каждую из погрешностей рассматривают как результирующую составляющих
, которые могут иметь место в выбранном варианте оборудования, при этом каждую из погрешностей рассматривают как результирующую составляющих
 (4)
(4)

где ![]() - погрешность базирования из-за несовпадения технологических баз с измерительными;
- погрешность базирования из-за несовпадения технологических баз с измерительными; ![]() - погрешность базирования из-за погрешностей технологических баз заготовки (размеры, повороты, геометрическая форма, шероховатость);
- погрешность базирования из-за погрешностей технологических баз заготовки (размеры, повороты, геометрическая форма, шероховатость); ![]() - погрешность закрепления из-за колебания сил зажима и условий контактирования заготовки с установочными элементами приспособления;
- погрешность закрепления из-за колебания сил зажима и условий контактирования заготовки с установочными элементами приспособления; ![]() - погрешность закрепления из-за неправильного создания силового замыкания (место и последовательность приложения сил зажима);
- погрешность закрепления из-за неправильного создания силового замыкания (место и последовательность приложения сил зажима); ![]() - погрешность положения заготовки из-за погрешности изготовления приспособления;
- погрешность положения заготовки из-за погрешности изготовления приспособления; ![]() - погрешность положения заготовки из-за погрешности установки приспособления на станке;
- погрешность положения заготовки из-за погрешности установки приспособления на станке; ![]() - погрешность положения заготовки из-за износа установочных элементов приспособления.
- погрешность положения заготовки из-за износа установочных элементов приспособления.
Практика показывает, что наиболее значительными по величине являются погрешности базирования и закрепления, однако в каждом конкретном случае удельное влияние той или иной соответствующей погрешности может меняться от 0 до max. Это обстоятельство следует учитывать при выборе конструктивно-технологических решений приспособлений.
Методика определения погрешности базирования ![]() приведена в работах [3.8. 1].
приведена в работах [3.8. 1].
Обоснование конструктивных параметров приспособления включает кинематический и силовой расчет.
Целью кинематического расчета является определение размеров звеньев и передаточных отношений механизмов приспособления, обеспечивающих перемещение исполнительных поверхностей по определенному закону в заданное время.
Силовой расчет позволяет установить конструктивные параметры исполнительных, передаточных и приводных механизмов для обеспечения требуемого усилия зажима.
Силовой расчет приспособления следует выполнять в определенной последовательности:
– на эскиз заготовки наносят все действующие в процессе обработки силы (силы резания, силы зажима, реакции опор и силы трения, силы инерции и др.), направление действия и величины сил принимаются для наиболее неблагоприятного случая;
– для возможного упрощения расчетной схемы производят количественный анализ действующих сил, в дальнейшем рассматривают только значимые силы;
– составляют уравнения равновесия заготовки под действием приложенных сил, поскольку при обработке относительное перемещение заготовки и приспособления не допустимы;
– решают уравнения равновесия относительно сил зажима;
– определяют коэффициент запаса применительно к данным условиям обработки и требуемое усилие на выходном звене передаточного механизма приспособления;
– производят силовой расчет передаточного механизма и определяют усилие, потребное на выходном звене привода;
– рассчитывают конструктивные параметры привода приспособления (диаметр цилиндра, размеры диафрагмы, жесткость пружин и т. д.);
– расчетные величины параметров округляют до рекомендуемых ГОСТами и отраслевыми нормалями.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 |
