
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Припуски и допуски на обрабатываемые поверхности цилиндрического зубчатого колеса, назначенные по ГОСТ 7505-89, приведены в табл. 3.
Таблица 3
Припуски и допуски по ГОСТ 7505-89
Размер детали, мм | Припуск по ГОСТ, мм | Размер заготовки, мм | Допуск по ГОСТ, мм |
Æ190-0.1 | 3 | Æ196 | +2.3 -1.4 |
Æ100 | - | Æ100 | +2.0 -1.1 |
Æ100 | 2.5 | Æ105 | +2.0 -1.1 |
Æ160 | - | Æ160 | +1.3 -2.2 |
Пример 2.
Задание. Рассчитать припуск на обработку и промежуточные предельные размеры для: отверстия диаметра 105н9(+0.07), торцев (размер 700±0.8) и боковых поверхностей (размер 600±1) корпуса силовой гидравлической головки (рис. 5). На остальные обрабатываемые поверхности назначить припуски и допуски по таблицам. Заготовка – отливка 11-го класса точности по ГОСТ 26645-85. Материал – серый чугун СЧ21-40.
1. При обработке боковых поверхностей (размер 600±1) заготовка базируется по нижней обработанной плоскости направляющих и двум отверстиям Æ20Н7 в этой плоскости. Поверхности в размер 600 обрабатываются однократным параллельным фрезерованием.
Значения ![]() и
и ![]() для данной операции находим из таблиц (табл. 1-10, 1-6 [1]) аналогично предыдущему примеру и записываем в расчетную таблицу 4.
для данной операции находим из таблиц (табл. 1-10, 1-6 [1]) аналогично предыдущему примеру и записываем в расчетную таблицу 4.
Пространственное отклонение выражается в короблении отливки (стр. 14 [1]).
![]() мкм.
мкм.
Погрешность установки, в данном случае, будет определяться в основном погрешностью базирования по двум пальцам Æ20![]() . По табл. 1-22, стр. 36 [1]
. По табл. 1-22, стр. 36 [1]
 ,
,
![]() =20 мкм – минимальный гарантированный диаметральный зазор ходовой посадки;
=20 мкм – минимальный гарантированный диаметральный зазор ходовой посадки;
![]() =23 мкм – допуск на диаметр отверстия;
=23 мкм – допуск на диаметр отверстия;
![]() =20 мкм – допуск на диаметр пальца.
=20 мкм – допуск на диаметр пальца.
Таким образом,
 .
.
Определение номинальных припусков и межпереходных размеров производим по соответствующим формулам, аналогично предыдущему примеру. При определении межпереходных размеров принимаем первую схему (рис. 1,а) расположения припусков и допусков.
2. Отверстие Æ105+0.07 по технологическому процессу проходит черновую, чистовую и тонкую расточку. Базирование – аналогично предыдущей операции.
Обработку отверстия производим на горизонтально-расточном станке мод. 2630 с одной установки.
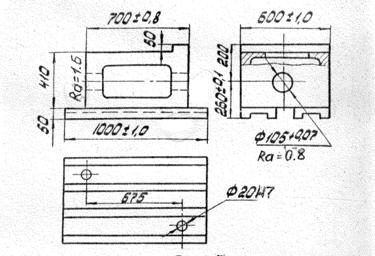
Рис.5 Корпус силовой гидравлической головки
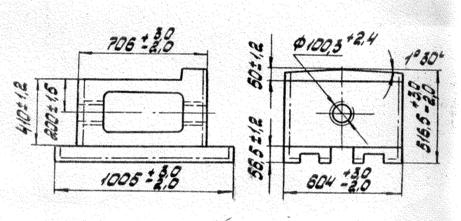
Рис.6 Отливка корпуса силовой гидравлической головки II класса точности по ГОСТ 26645-85.
Поскольку материал заготовки – серый чугун, принимаем глубину дефектного слоя на последних переходах механической обработки равной нулю (см. стр.8,9 [1]).
Пространственное отклонение на первом переходе составляет 200 мкм (допуск на размер 260±0.1, соединяющий установочную базу с обрабатываемой поверхностью, см. стр. 14 [1]), при этом имеется ввиду, что первоначально была проведена обработка базовой поверхности (нижней плоскости направляющих) – от оси отверстия и был выдержан размер 260±0.1.
Для последующего технологического перехода величина пространственных отклонений составит
![]() мкм
мкм
Для тонкого растачивания величиной ![]() пренебрегаем ввиду её малости.
пренебрегаем ввиду её малости.
Погрешность установки, в данном случае, определяется аналогично предыдущей операции и составит
![]() мкм.
мкм.
Для дальнейших переходов принимаем погрешность установки  , т. к. все переходы выполняются с одной установки.
, т. к. все переходы выполняются с одной установки.
Величина ![]() для чернового растачивания составит
для чернового растачивания составит
![]() мкм
мкм
При расчете операционных размеров на черновое растачивание принимаем первую схему, для чистового и тонкого растачивания – 2-ю схему расположения межпереходных припусков и допусков.
Таблица 4
Карта
расчета припусков на механическую обработку
Наименование детали: корпус головки. Заготовка: отливка. Материал: СЧ 21-40.
№ п/п | Маршрут обработки поверхности | Элементы припуска в мкм |
мкм |
мкм | Номинальный припуск | Расчетный размер в мм | Операционный (межпереходный) размер с допуском, мм | Примечание | |||||
| Т |
|
| расчетн. | принятый | D |
| ||||||
1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 | 14 |
Боковые поверхности (размер 600+1) | 1) Допуски на заготовку по 11-ому классу точности ГОСТ26645-85 | ||||||||||||
0 | Заготовка | - | 700 | 700 | - | - | +3000 -2000 | - | - | 603.932 | 604 | +3.0 -2.0 | |
1 | Однократное параллельное фрезерование торцев | - | - | - | 66 | 2.1466 | 2000 | 2.932 | 3.0 | 601.0 | 600 | ±1.0 | |
Отверстие Æ105+0.07 | 2) На чистовое и тонкое растачивание отверстия принята 2-я схема расположения допусков и припусков, для остальных переходов 1-я | ||||||||||||
0 | Заготовка | - | 700 | 200 | - | - | +2400 | - | - | 100.398 | 100.3 | +2.4 | |
1 | Растачивание: черновое | 50 | - | 10 | 66 | 2.910 | 460 | 3.752 | 3.8 | 104.15 | 104.1 | +0.46 | |
2 | чистовое | 20 | - | - | - | 2.60 | 230 | 0.58 | 0.6 | 104.73 | 104.7 | +0.23 | |
3 | тонкое | - | - | - | - | 2.20 | 70 | 0.27 | 0.3 | 105.0 | 105.0 | +0.07 | |
|
1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 12 | 14 |
Торцы (размер 700+0.8) | 3) Для чернового фрезерования торцев принята 1-я, а для чистового 2-я схема расположения операционных припусков и допусков | ||||||||||||
0 | Заготовка | 700 | 600 | - | - | +3000 -2000 | - | - | 705.668 | 706.9 | +3.0 -2.0 | ||
Параллельное фрезерование | - | - | - | ||||||||||
1. | черновое | 100 | - | 24 | 103 | 2.1310 | 2000 | 2.620 | 3.0 | 703.048 | 703.0 | -2.0 | |
2. | чистовое | - | - | - | - | 2.124 | 1600 | 2.248 | 2.2 | 700.8 | 700 | ±0.8 | |
|
3. При обработке торца (размер 700+0.8) пространственное отклонение выражается в короблении отливки, вызывающем неперпендикулярность торца к оси
![]() мкм
мкм
Величина остаточной погрешности после чернового фрезерования
![]() мкм
мкм
Погрешность установки, в данном случае, будет определяться также в основном погрешностью базирования по двум пальцам (см. табл. 1-22, стр. 36 [1])
;
 мкм.
мкм.
Для последующего перехода принимаем ![]() =0, т. к. оба перехода выполняются с одной установки (фрезерование торцев производится на продольно-фрезерном станке).
=0, т. к. оба перехода выполняются с одной установки (фрезерование торцев производится на продольно-фрезерном станке).
Для чернового фрезерования принимаем 1-ю, а для чистового 2-ю схему расположения межпереходных припусков и допусков.
Схемы расположения припусков и допусков, принятые для расчета в рассмотренных примерах, показаны на рис. 7.
7. Примечание
Выше отмечалось, что при использовании первой схемы расположения межпереходных допусков и припусков (рис. 1,а), при определенных условиях, возможно частичное совпадение поля допуска предшествующего перехода. В качестве иллюстрации этого случая, на рис.8 показан такой пример для операции фрезерования торцев в размер 700+0.8 мм.
 С другой стороны применение на всех переходах второй схемы приводит к существенному увеличению номинальных припусков и размеров заготовки (рис.9).
С другой стороны применение на всех переходах второй схемы приводит к существенному увеличению номинальных припусков и размеров заготовки (рис.9).
Рис. 7 Схемы расположения операционных припусков и допусков, принятых при расчете межпереходных размеров корпуса силовой головки: а) для размера 600+1.0; б) отверстия диаметра 105+0.07; в) торцев в размер 700+0.8.
 |
Рис. 8 Пример частичного совпадения поля допуска предшествующего перехода с полем допуска выполняемого перехода при обработке торцев силовой головки.
 |
Рис. 9. Пример увеличения номинальных припусков и размеров заготовки при использовании на всех переходах обработки торцев силовой головки 2-й схемы расположения припусков и допусков.
Поэтому наиболее оптимальное решение достигается при применении комбинированной схемы расположения операционных припусков и допусков (рис.7).
Примеры расчета припусков и предельных размеров по переходам смотрите также в работе: [2] стр. 196,197; [3] стр. 268, табл. 64,65; [4] стр. 193…196.
Литература
1. Расчет припусков на механическую обработку и определение размеров заготовок: Методическое руководство. Ростов н/Д, РИСХМ, 1970, 66 с.
2. Справочник технолога-машиностроителя в 2-х томах. Под ред. и . М.: Машиностроение, 1972. 694 с.
3. , , Калинин обработки, заготовки и припуски в машиностроении. Справочник технолога. М.: Машиностроение, 1976, 288 с.
4. Справочник технолога-машиностроителя. В 2-х томах. Т.1/ Под ред. и . – М.: Машиностроение, 1986, 656 с.
5. ГОСТ 7505-89. Поковки стальные штампованные. Допуски, припуски и кузнечные напуски.
6. ГОСТ 26645-85. Отливки из металлов и сплавов.
Содержание
1. Цель работы | 3 |
2. Исходные данные для выполнения работы | 3 |
3. Задание | 3 |
4. Выбор расчетной схемы расположения межпереходных припусков и допусков | 3 |
5. Порядок расчета припусков и размеров по технологическим переходам | 6 |
6. Примеры расчета припусков и размеров заготовок Пример 1 Пример 2 | 10 15 |
7. Примечание | 20 |
Литература | 23 |
Редактор

ЛР N 020639 от. . . В набор. .00. В печать. .00.
Объем усл. п. л., уч.-изд. л. Офсет. Формат 60х84/16
Бумага тип N 3. Заказ № . Тираж. Цена.

Издательский центр ДГТУ
Адрес университета и полиграфического предприятия:
344010, г. Ростов-на-Дону, пл. Гагарина, 1.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 |
