

Оснастки устанавливаются на прессы или универсальные динамометры, создающие усилия, достаточные для реализации процесса РКУП.
Заготовки для РКУП имеют цилиндрическую форму (рис. 3) или форму прямоугольного параллелепипеда, которая практически мало меняется в результате РКУП (рис. 3). В то же время, важное значение имеет правильный выбор условий процессинга, в первую очередь величины внутреннего угла пересечения каналов в оснастке, смазки между заготовкой и стенками оснастки, температуры, числа проходов и маршрута РКУП. Неоптимальный выбор параметров приводит к разрушению заготовок в процессе РКУП (рис. 3, а).
Рис. 4. Схемы и фотографии установок для РКУП с противодавлением вязкопластической средой (а) и жестким обратным пуансоном (б)
Для повышения производительности РКУП, коэффициента использования материала, превращения данного процесса из лабораторного в промышленный процесс традиционное РКУП развивается и модифицируется.
На рис. 4 представлены принципиальная схема (а) и внешний вид (б) оснастки для РКУП с противодалением.
Использование РКУП с противодавлением вязкой упругой средой и жестким обратным пуансоном позволяет повысить однородность деформации, увеличить число проходов без разрушения, способствует сохранению целостности деформируемых заготовок, в том числе из труднодеформируемых металлов и сплавов, приводит к повышению однородности их структуры, меньшему среднему размеру зерен и соответственно более высоким прочностным характеристикам получаемых объемных наноструктурных металлических материалов.
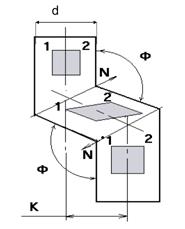
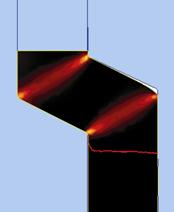
Повышение производительности РКУП возможно в результате реализации схемы РКУП в параллельных каналах – РКУП-ПК (рис. 5). При этом за один проход через такую оснастку реализуется сразу два акта традиционного РКУП. При этом удается повысить коэффициент использования металла, деформировать заготовки с отношение длины к диаметру в диапазоне 2-6, получать более однородные с точки зрения микроструктуры и механических свойств заготовки.
 |
 |
 |
РКУП-ПК
Рис. 5. РКУП в параллельных каналах: принципиальная схема (а), результаты компьютерного моделирования (б), экспериментальная установка (в)
Особое внимание в настоящее время уделяется развитию метода РКУП с целью превращения его из лабораторного в промышленный метод получения объемных наноструктурных материалов. При этом крайне важной является возможность получения длинномерных наноструктурных заготовок из различных металлических материалов.
Для реализации процесса получения длинномерных заготовок разработана схема РКУП-К, совмещающая в себе процесс традиционного РКУП с так называемым конформ процессом (процессом непрерывного экструдирования).
Принципиальная схема процесса РКУП-К показана на рис. 6.
Рис. 6. Принципиальная схема РКУП-К:
1 - ротор с гравюрой; 2 – прижим (башмак); 3 – упор, 4 – заготовка;
а – схема действия сил активного - Fa и пассивного трения - Fп;
б – наиболее значимые параметры процесса:
L - дуга захвата заготовки, Мкр - крутящий момент;
ω - угловая скорость
Рабочий канал прессования образуется гравюрой ротора и рабочими поверхностями прижима (башмака) и упора. Наиболее значимыми параметрами процесса РКУП-К являются: дуга захвата заготовки L, создающая за счет эксцентриситета рабочих поверхностей колеса и башмака, крутящий момент Мкр на роторе, угловая скорость w вращения ротора, скорость V прессования заготовок и угол пересечения каналов y.
Установка для РКУП-К (рис. 7) включает в себя энергосиловой агрегат, создающий необходимый крутящий момент, деформирующий блок, обеспечивающий заданные условия прессования, и станину.
Энергосиловой агрегат и деформирующий блок укреплены на горизонтальной плите станины. Крутящий момент непосредственно через муфту передается на рабочий вал деформирующего блока. Выбор такой компоновки обеспечивает высокий КПД при передаче крутящего момента, а также свободный доступ при проведении экспериментальных работ и техническом обслуживании основных узлов.
Рис. 7. Опытно-экспериментальная установка для РКУП-К
Управление энергосиловым агрегатом осуществляется частотным регулятором с возможностью изменения частоты вращения (скорости прессования) и реверса. Контроль температуры в области очага деформации осуществляется встроенной в упор термопарой, а температура заготовки на выходе контролируется пирометром. Замер крутящего момента проводился путем контроля потребляемой мощности с соответствующей тарировкой и пересчетом на величину крутящего момента. Обработка и управление параметрами процесса РКУП-К осуществлялись специально разработанным программным обеспечением на базе персонального компьютера.
Достижение однородности течения материала заготовки является одной из важнейших задач, решаемой при реализации РКУП. Для анализа однородности течения материала используются метод штифтов и метод сеток.
Метод штифтов заключается в анализе вызванного РКУП искажения прямолинейности цилиндрических штифтов, изготовленных из иного, чем материал заготовки, материала и вставленных в просверленные в деформируемой заготовке отверстия перпендикулярно ее продольной оси.
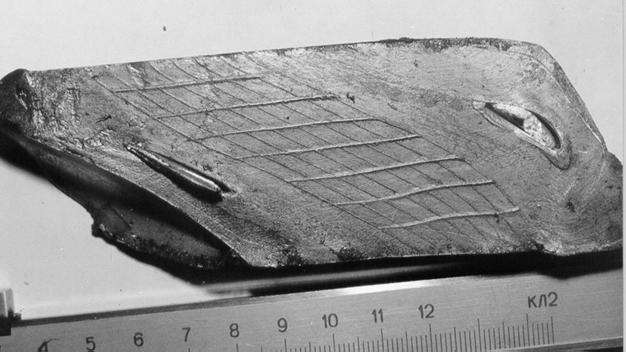
Метод сеток заключается в анализе характера искажения сетки, нанесенной на одну из внутренних поверхностей деформируемой заготовки до начала РКУП, в результате РКУП.
3. Задания
1. Ознакомьтесь с назначением, устройством, принципом работы оборудования и оснастки для РКУП. Пронаблюдайте за процессом получения объемных наноструктурных заготовок методом РКУП (при наличии возможностей). Изучите внешний вид заготовок до и после РКУП.
2. Ознакомьтесь с назначением, устройством, принципом работы
оборудования и оснастки для РКУП с противодавлением. Пронаблюдайте за процессом получения объемных наноструктурных заготовок методом РКУП с противодавлением (при наличии возможностей). Изучите внешний вид заготовок до и после РКУП с противодавлением.
2. Ознакомьтесь с назначением, устройством, принципом работы
оборудования и оснастки для РКУП-ПК. Пронаблюдайте за процессом получения объемных наноструктурных заготовок методом РКУП-ПК (при наличии возможностей). Изучите внешний вид заготовок до и после РКУП-ПК.
3. Ознакомьтесь с назначением, устройством, принципом работы
оборудования и оснастки для РКУП-К. Пронаблюдайте за процессом получения объемных наноструктурных заготовок методом РКУП-К (при наличии возможностей). Изучите внешний вид заготовок до и после РКУП-К.
5. Получите представления об экспериментальном методе штифтов, используемом для исследования однородности течения материала в процессе пластической деформации. Получите навыки и умения использования метода штифтов, и с его помощью количественно оцените степень деформации и относительные размеры зоны однородной пластической деформации в заготовках, подвергнутых РКУП.
6. Получите представления об экспериментальном методе сеток, используемом для исследования однородности течения материала в процессе пластической деформации. Получите навыки и умения использования метода сеток, и с его помощью количественно оцените стпень деформации и относительные размеры зоны однородной пластической деформации в заготовках, подвергнутых РКУП.
4. Лабораторное оборудование
1. Оборудование и оснастка для РКУП.
2. Оборудование и оснастка для РКП-ПК.
3. Оборудование и оснастка для РКУП с противодавлением.
4. Оборудование и оснастка для РКУП-К.
5. Методика выполнения заданий
При выполнении всех заданий необходимо предварительно, до начала данного лабораторного занятия, изучить методические указания. При этом обратите внимание на теоретическую часть, включая принцип действия и краткие описания оборудования. Затем во время занятия следует внимательно прослушать пояснения преподавателя, задать необходимые вопросы, сделать соответствующие пометки в рабочем журнале, а затем, проанализировав и обощив их, перенести информацию в отчет по выполненной лабораторной работе.
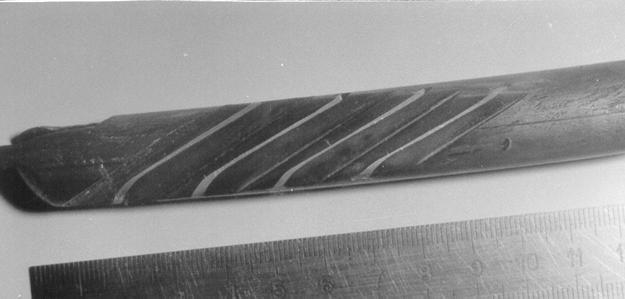
При выполнении задания 5 изучите общий вид медной заготовки, подвергнутой 1-му проходу РКУП с вставленными в нее алюминиевыми штифтами, (рис. 8).
Для оценки степени сдвиговой деформации, накопленной в заготовке, следует определить угол наклона f прямолинейной части штифтов по отношению к продольной оси заготовки. Для определения угла необходимо замерить катеты прямоугольного треугольника, у которого ось штифта является гипотенузой, рассчитать тангенс угла как отношение вертикального катета к горизонтальному, а затем найти соответствующий угол.
Степень деформации можно определить используя уравнение
 .
.
а
б
Рис. 8. Схема заделки штифтов в исходной Cu заготовке (а) и их форма в продольном вертикальном сечении ИПД заготовки, подвергнутой 1-ому проходу РКУП (б)
Для заключения об однородности течения заготовки при РКУП следует с помощью линейки замерить общую длину штифтов и длину их прямолинейной части. Затем соотнести между собой измеренные величины, сделав вывод об однородности течения материала в деформированной заготовке. При этом следует обратить внимание на искажение штифтов, отражающее неоднородность течения материала в верхней и нижней частях заготовки.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 |
