

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Рис. 9. Сетка на продольном вертикальном сечении заготовки из Ti после 1-ого прохода РКУП
При выполнении задания 5 изучите общий вид вертикального продольного разреза титановой заготовки, подвергнутой 1-му проходу РКУП с нанесенной на нее первоначально квадратной сеткой, (рис. 9).
Оценку степени сдвиговой деформации, накопленной в заготовке, следует произвести аналогично тому, как это делалось в задании 5. При этом необходимо в качестве гипотенузы треугольника использовать наклонную сторону сетки.
Для заключения об однородности течения заготовки при РКУП следует с помощью линейки замерить длины прямолинейной наклонной стороны сетки и отнести ее к общей длине наклонной стороны сетки. Затем необходимо сделать вывод об однородности течения материала деформированной заготовки. При этом следует обратить внимание на искажение сетки в ее верхней и нижней частях, отражающее неоднородность течения материалах заготовки в указанных областях заготовки.
6. Контрольные вопросы
1. Каково назначение установки для РКУП?
2. Что понимается под термином «маршрут РКУП»?
3. Как изменяются форма и размеры заготовок в процессе РКУП?
4. Каково назначение противодавления при реализации РКУП?
5. Перечислите достинства и недостатки РКУП-ПК.
6. Опишите принцип работы установки для РКУП-К.
7. Требования к содержанию и оформлению отчета
Отчет по лабораторной работе должен быть оформлен в электронном виде в любом текстовом редакторе и иметь следующую структуру.
1. Титульный лист с названием и номером лабораторной работы, фамилией студента и проверяющего преподавателя.
2. Цель работы с краткой формулировкой ожидаемого результата.
3. Постановка задачи.
4. Описание устройства, принципов работы установок для РКУП, РКУП с противодавлением, РКУП-ПК, РКУП-К, а также основных достоинств и недостатков данных методов ИПД.
5. Схематические изображения сечений материалов, подвергнутых РКУП с заделанными штифтами или нанесенной сеткой, а также полученные результаты измерений и вычислений.
6. Анализ полученных в ходе работы результатов, который предполагает их объяснение с помощью теоретических выкладок.
7. Выводы по работе.
Лабораторная работа № 2
Процессы и оборудование для наноструктурирования поверхности металлических материалов
2.1 Цель работы
Целью работы является изучению технологических возможностей установки ННВ-6,6-И1 для наноструктурирования поверхности металлических материалов.
2.2.Теоретическая часть
К наноматериалам относятся частицы представляющие собой сложные макро - или микрообъекты, которые наноструктурированы на поверхности или в объеме. Такие наноструктуры можно рассматривать в качестве особого состояния вещества, так как свойства материалов, образованных с участием наноструктурных элементов, не идентичны свойствам объемного вещества. Наноматериалы характеризуются несколькими основными чертами, делающими их вне конкуренции по сравнению с другими веществами. Во - первых, все наноматериалы состоят из частиц малого размера. Во-вторых, наноматериалы обладают большой площадью поверхности, ускоряющей взаимодействие между ними и средой, в которую они помещены. В – третьих, наноматериалы уникальны тем, что такое вещество находится в особом, «наноразмерном», состоянии. Изменения основных характеристик обусловлены не только малостью размеров, но и проявлением квантовомеханических эффектов при доминирующей роли поверхностей раздела.
Наноструктурированные пленки и покрытия представляют собой структуры у которых толщина h или размер a ее структурного элемента не превышает 100 нм (рис. 1).
|
|
 |
![]()
![]()
|
Рис.1. Струкурная схема наноструктурированных пленок и покрытий
Установка ННВ – 6,6 – И1 (рис.2) предназначена для нанесения функциональных покрытий на детали способом конденсации вещества с ионной бомбардировкой. Возможно нанесение покрытий, состоящих как из чистых металлов, так и химических соединений (нитриды, карбиды различных металлов). На установке можно осуществлять наноструктурирование поверхности детали диаметром до 200 мм и длинной до 200 мм, обрабатываемая поверхность которых является плоской или выпуклой.
Основными узлами установки ННВ – 6,6 – И1 являются:
1. Вакуумная камера, в которой создаются условия (давление, состав реакционного и инертного газа), необходимые для протекания технологического процесса напыления;
2. Газораспределительная и откачная система, состоящая из вакуумных насосов, фланцев, натекателей, клапанов, средств измерения;
3. Система электропитания и блокировки, в которые входят системы контроля и управления и управления технологическими параметрами;
4. Испаритель, состоящий из эродируемого катода, анода, магнитной системы, устройства поджига дуги.
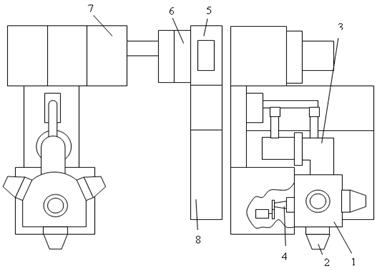
Рис.2. Установка ННВ-6.6 - И1.
На рис.2 приняты следующие условные обозначения: 1- вакуумная камера; 2- электродуговые испарители; 3- вакуумная система; 4- механизм вращения деталей; 5- высоковольтный источник питания; 6- низковольтный источник питания; 7- источники питания электродуговых испарителей.
Камера представляет собой вертикально расположенный цилиндр, в котором протекает процесс осаждения покрытий. На камере и крышках расположены фланцы, к которым крепятся: клапан напуска воздуха, привод вращения инструмента, испарители и переходник к системе вакуумной откачки. Плазменные ускорители, установленные на камере, предназначены для создания потока плазмы из материала катода. Плазменный ускоритель служит для генерации металлической плазмы, предварительного ускорения ионов и частичной сепарации капельной фазы. Плазменный ускоритель конструктивно состоит из торцевого катода (из напыляемого материала) и кольцевого анода и представляет собой торцевой холловский ускоритель с развитым анодом. Катод и анод имеют принудительную систему охлаждения водой и установлены в герметичный корпус, на котором имеется соленоид. Поджиг дуги осуществляется путем искрового пробоя воздушного промежутка и загорания дуги в парах испаренного материала катода. В качестве катода могут быть использованы различные металлы и их сплавы. Катод имеет форму цилиндра диаметром 80 мм. Процесс нанесения покрытий основан на сильноточном разряде, горящем в парах материала электродов (катодная форма вакуумной дуги). Основная часть разрядного напряжения составляет катодное падение потенциала, определяемое в основном видом материала катода. Минимальный ток разряда определяется его устойчивостью, а максимальный – эффектом пинчевания.
Схема электродугового ускорителя, работающего в стационарном режиме, представлена на рис.3.
 |
Рис.3 Схема электродугового испарителя, работающего в стационарном режиме.
На рис.3 приняты следующие условные обозначения: 1- вакуумная камера; 2 - анод; 3 - охлаждаемый катод; 4 - изделие; 5 - источник питания электродугового ускорителя; 6 - источник питания опорного напряжения; 7 - стол; 8 – электромагнитная катушка.
Коаксиальная геометрия электродов позволяет осуществлять направленное движение плазменного потока вследствие сил, воздействующих на плазму в скрещенных электрических и магнитных полях, устранить изотропный разлет плазмы. Вследствие этого можно значительно повысить коэффициент использования материалов.
Высота цилиндрического катода ограничивается величиной перепада на ней температуры и должна выбираться тем меньше, чем ниже теплопроводность материалов катода. Для материала с высокой теплопроводностью высота катода ограничивается сверху (0,5 d), так как по мере расходования катода, в силу уменьшения телесного угла обзора его рабочей поверхности, уменьшается КПД использования генерируемой катодом плазмы.
В конструкцию плазменных ускорителей входит также коаксиально расположенный соленоид.
В присутствии магнитного поля степень ионизации значительно повышается, внешнее электрическое поле позволяет вытягивать из плазмы на отрицательно заряженную подложку положительные ионные токи значительных величин.
Корпус установки выполнен в виде вертикального цилиндра с двойными стенками, образующими полость водоохлаждения. На боковой стенке корпуса имеются два фланца для установки токопроводящих электродов. На корпусе имеются патрубки для подсоединения вакуумной системы, системы охлаждения, напуска воздуха, подачи рабочего газа, фланец для установки механизма вращения.
Механизм вращения имеет электромеханический привод, состоящий из электродвигателя постоянного тока и редуктора. Электродвигатель позволяет изменять числа оборотов и направление вращения оснастки. Вращение на вал, выполненный токопроводящими, от редуктора передается посредством шестерен. На вращающемся валу закреплены шестерни и стол, на котором устанавливается напыляемые детали. Стол имеет 24 гнезда, в каждое гнездо устанавливается по одной детали или кассета с деталями. Вращение вала с закрепленным на нем столом обеспечивает вращение каждой детали вокруг своей оси и вращение вокруг оси стола при зафиксированной шестерни стола.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 |
