

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Вакуумная система состоит из диффузионного насоса Н-250-2500, форвакумный насосов «НВР-5ДМ, затвора ЗВЭ-250, вакуумных клапанов ВЭП-63, датчиков ПМИ-10-2, ПМТ-2, ПМИ-2, датчики присоединяются к прибору ВИТ-3.
Процесс напыления осуществляется следующим образом: подготовленные детали помещаются в герметичную металлическую камеру. Из камеры с помощью вакуумного насоса откачивается воздух до давления 5×10-5мм. рт. ст. С помощью испарителя осуществляется электродуговое испарение материала катода и нанесение его на поверхность детали. После окончания процесса нанесения покрытия, камера с помощью клапана перекрывается от откачного агрегата, развакуумируется и производится выгрузка обработанных деталей и загрузка следующей партии деталей.
Технологический процесс можно подразделить на три этапа: прогрев, очистка, конденсации. Режим прогрева установки предназначен для предотвращения конденсации и удаления паров воды с поверхности стенок камеры, а также их обезгаживания в процессе откачки. Прогрев осуществляется горячей водой, циркулирующей по трубам, приваренным к стенкам камеры. Система водяного прогрева с помощью струйных реле сблокирована с высоковольтным выпрямителем и с источником питания дуги.
Режим очистки предназначен для очистки изделия от загрязнений. Процесс очистки осуществляется ионным травлением поверхности перед напылением, для чего к напыляемому изделию прикладывают высокий отрицательный потенциал. Ионы металла катода, образующиеся в результате электродугового разряда, ускоряются под действием высокого потенциала до энергии, достаточной для того, чтобы выбить с поверхности напыляемого изделия атомы поверхностного слоя. Таким образом происходит очистка поверхности напыляемого изделия. В режиме очистки схема должна обеспечить возбуждение и стабильное горение электрической дуги между катодом и анодом, стабилизацию катодного пятна на рабочей поверхности катода, а также наличие высокого отрицательного потенциала на подложке. Режим напыления предназначен для нанесения упрочняющего покрытия на обрабатываемое изделие в атмосфере азота (или другого газа) при давлении в рабочем объеме камеры 1×10-2 … 5×10-1 Па. В режиме напыления происходит конденсация на подложку испаряемого материала катода, взаимодействующего с атомами легирующего газа, что приводит к образованию на обрабатываемой поверхности покрытия, содержащего нитрид материала катода.
Практически все параметры вакуумных наноструктурных покрытий и их эксплуатационные свойства однозначно связаны со структурой или толщиной покрытия. Реальная толщина и структура покрытий зависит от целого ряда факторов: режимов обработки, конструкции детали, расположение деталей относительно плазменного потока.
Остановимся на основных факторах, влияющих на формирование наноструктурных покрытий.
Во-первых, одним из наиболее важных факторов, определяющих, является неоднородность плазменного потока. Распределение относительной плотности ионного тока по поперечному сечению для различных сил тока в катушках магнитной системы показано на рис.4.
Рис.4. Зависимость плотности ионного тока от расстояния до оси потока.
Jд = 100А, Uп = 150 В, Р = 0,8 Па.
Ток фокусировки: 1 – 0,9 А; 2 – 0,6 А; 3 – 0,4 А.
Концентрация ионов растет линейно с увеличением силы тока и уменьшается с увеличением расстояния от катода. Исследование влияния расположения напыляемой поверхности на скорость нанесения покрытия показывает, что скорость уменьшается в два раза при увеличении расстояния от катода от 200 до 300 мм, аналогичные зависимости наблюдаются при удалении от оси испарителя на 80 –120 мм.
Вторая группа факторов связана с конфигурацией напыляемых деталей и их положением относительно потока плазмы.
Наличие на детали поверхностей, расположенных к потоку под различными углами, изменяет толщину напыляемого слоя. Зависимость толщины покрытия от угла наклона поверхности относительно потока плазмы приведена на рис.5.
 |
Рис.5 Зависимость толщины покрытия от угла наклона поверхности образца относительно потока.
Uп = 150 В, Р = 0,8 Па, Jф=0,8 А. Ток дуги: 1 – 200А, 2 – 150А, 3 – 120А.
При изменении угла наклона от 00 до 900 толщина покрытия уменьшается примерно в два раза.
Третья группа факторов связана с изменением технологических параметров процесса напыления: тока дуги, ускоряющего напряжения, давления реакционного газа.
Рассмотрим, как влияют основные параметры технологического процесса: ток дуги Jд, ускоряющее напряжение Uп, температура подложки Тп, давление в рабочей камере Р. Результаты по нанесению покрытия TiN на образцы, изготовленные из различных конструкционных сталей, представлены на рис.6 – рис.8. Анализируя приведенные зависимости, можно сказать, что наиболее сильное влияние на скорость конденсации покрытия оказывает ток дуги. Влияние остальных параметров при типовых условия нанесения покрытий незначительно. Необходимо отметить, что при давлении выше 1 Па скорость конденсации резко уменьшается. Снижение скорости конденсации объясняется процессами взаимодействия частиц плазмы в объеме.
 |
 Рис.6. Влияние давления на скорость осаждения покрытия TiN.
Рис.6. Влияние давления на скорость осаждения покрытия TiN.
 Рис.7. Зависимость скорости осаждения TiN от температуры.
Рис.7. Зависимость скорости осаждения TiN от температуры.
Рис.8. Зависимость скорости осаждения TiN от тока дуги.
Зависимость толщины покрытия от величины тока дуги имеет возрастающий характер. Так, например, в интервале тока дуги от 50А до 250А толщина покрытия увеличивается вдвое от 3 до 6 мкм. Тем самым с увеличением тока дуги интенсифицируется процесс роста толщины покрытия.
Таким образом, при нанесении наноструктурных покрытий на конкретную деталь или партию деталей следует точно определить параметры процесса с учетом их влияния на наносимую толщину покрытия и контролировать их постоянство в процессе обработки.
Подведя итог вышеизложенному видно, что на скорость нанесения покрытий влияет много факторов. В свою очередь скорость нанесения покрытий влияет на толщину покрытия, а для получения наноструктурированных покрытий необходимо, чтобы толщина покрытия или толщина одного слоя у многослойных покрытий было менее 100 нм.
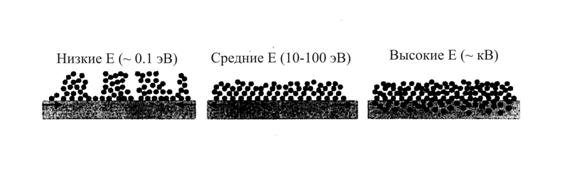 При формировании однослойного наноструктурного покрытия размер зерен так же не должен превышать 100 нм. Такую структуру можно получать за счет термической обработки покрытия или за счет энергии бомбардирующих подложку ионов. На рис. 9 приведена схематичная диаграмма, показывающая изменение микроструктуры в результате ионного облучения с энергиями ионов разного уровня.
При формировании однослойного наноструктурного покрытия размер зерен так же не должен превышать 100 нм. Такую структуру можно получать за счет термической обработки покрытия или за счет энергии бомбардирующих подложку ионов. На рис. 9 приведена схематичная диаграмма, показывающая изменение микроструктуры в результате ионного облучения с энергиями ионов разного уровня.
Рис.9 Схематичная диаграмма, показывающая изменение микроструктуры в результате ионного облучения с энергиями ионов разного уровня.
В случае низкой энергии ионов, низкая поверхностная подвижность атомов приводит к образованию пористой столбчатой структуры; ионы с большей (средней) энергией тормозятся на нескольких атомных слоях, что приводит к измельчению и уплотнению; ионы с очень высокими энергиями приводят к перемешиванию поверхностного слоя.
3. Задания
1. Ознакомьтесь с назначением, устройством, принципом работы оборудования ННВ-6,6-И1 для наноструктурирования поверхности металлических материалов.
2. Ознакомьтесь с назначением, устройством, принципом работы электродугового испарителя.
3. Получите представления о влиянии режимов обработки на скорость осаждения покрытий.
4. Получите представления об экспериментальном методе определения толщины покрытия.
4. Лабораторное оборудование
Установка для вакуумного ионно-плазменного нанесения покрытий ННВ-6,6-И1, оснастка.
5. Методика выполнения заданий
При выполнении всех заданий необходимо изучить методические указания. При этом обратите внимание на теоретическую часть, включая принцип действия и краткие описания оборудования. Затем во время занятия следует внимательно прослушать пояснения преподавателя, задать необходимые вопросы, сделать соответствующие пометки в рабочем журнале, а затем, проанализировав и обощив их, пренести информацию в отчет по выполненной лабораторной работе.
Экспериментальная толщина покрытия определяется на установке CALOTEST по следующей методике (рис.10).
 (1)
(1)
где D – диаметр шарика
|
Рис. 10 Схема определения толщины покрытия
Далее рассмотрим упрощенную модель, позволяющую рассчитать толщину покрытия. Математическая модель позволяет связать технологические параметры (ток разряда Jр, давление реакционного газа Р, потенциал смещения Uп, радиус катода, положение детали относительно катода) с толщиной h покрытий. Расчетная схема приведена на рис.11
 |
Рис.11 Расчетная схема ионно-плазменного осаждения покрытий.
Зная, распределение плотности ионного тока и задаваясь технологическими режимами напыления, можно рассчитать скорость осаждения покрытия в произвольной точке плоской поверхности:
 (2)
(2)
где mr - коэффициент эрозии катода;
Iд – ток дуги, А;
mi - масса конденсирующегося иона, кг;
zi - средний заряд ионов.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 |
