

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Благодаря низкой температуре и высокой скорости процесса осаждения, а также обеспечению таких свойств, как адгезия, низкая плотность сквозных дефектов, хорошее перекрытие ступенек рельефа, приемлемые электрические характеристики, пленки, полученные стимулированным плазменным осаждением, хорошо подходят в качестве:
- пассивирующего слоя для металлов с низкой температурой плавления,
- планаризующих покрытий при нанесении в толстых слоях,
- диэлектрического разделительного слоя в системах с многоуровневой металлизацией,
- проводящих элементов СБИС (осаждение металлов и силицидов).
Качественное описание механизма образования пленок при стимулированном плазмой осаждении может быть сведено к трем основным стадиям: генерации в разряде радикалов и ионов, адсорбции радикалов и ионов на поверхности и перегруппировке поверхностных адатомов (адсорбированных или присоединенных атомов).
Пленки, осаждаемые в процессах ПА ХОГФ, имеют тенденцию к меньшему размеру зерна или даже к аморфной структуре по сравнению с пленками, полученными в термоактивироваппых процессах ХОГФ, а также содержат определенное количество примесей, таких как водород в пленках SiO2, осаждаемых в процессе SiH4/O, углерод в пленках SiO2, осаждаемых в процессе (ТЕOS/O2), и атомы фтора в пленках W, осаждаемых в процессе WF6/H2 .
Концентрация примесей в осаждаемых пленках зависит от скорости подачи реагента, содержащего примесь, энергии и интенсивности ионной бомбардировки подложки и температуры подложки в процессе осаждения. Для уменьшения концентрации примесей следует снизить расход реагента, содержащего примесь, увеличить расходы сопутствующих газов, повысить мощность плазменного разряда (ВЧ мощность) и температуру осаждения (температуру подложки в процессе осаждения).
Ионная бомбардировка в процессах ПА ХОГФ всегда способствует уплотнению структуры осаждаемых пленок и развитию в них сжимающих напряжений. В результате свойства пленок, осаждаемых в процессах ПА ХОГФ, зависят не только от стандартных операционных параметров, таких как давление, расходы реагентов и температура осаждения, но и от частоты и мощности плазменного разряда, напряжения автосмещения, межэлектродного расстояния, покрытия и геометрии внутренних поверхностей реактора. Поэтому ПА ХОГФ пленки трудно сравнивать между собой без знания геометрии разрядной системы и условий плазменного разряда.
Из-за низкого давления покрытие и заполнение топологического рельефа в процессах ПА ХОГФ хуже, чем в термоактивированных процессах ХОГФ, протекающих при атмосферном и субатмосферном давлении. Покрытие и заполнение рельефа в плазмоактивированных процессах зависит от напряжения автосмещения, которое притягивает заряженные ХАЧ ко дну рельефа и обеспечивает преимущественное физическое распыление материала с боковых стенок рельефа.
Для улучшения покрытия и заполнения топологического рельефа в процессах ПА ХОГФ используются:
- чередование стадий осаждения и травления материала физическим распылением, так называемые Dер - Еtch - Dер процессы (см. рис.2);
- одновременное проведение осаждения и травления материала с превалированием осаждения, так называемые НDР СVD процессы. Профиль топологического рельефа в процессе НDР СVD представлен на рисунке 3.
В этих процессах покрытие и заполнение рельефа контролируется физическим распылением, а не используемыми химическими реагентами, которые выбираются только из условия обеспечения минимального уровня загрязнения (примеси) осаждаемой пленки.
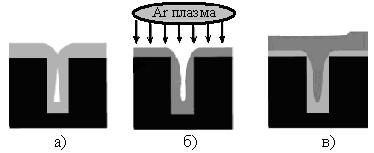
Рисунок 2. Схематичное изображение процесса Dер - Еtch – Dер: а) – стадия ПА ХОГФ материала; б) – стадия ионного травления в Ar; в) – стадия ПА ХОГФ материала.
Рисунок 3. Микрофотография заполненного рельефа мелкощелевой изоляции в процессе HDP СVD.
Основным ограничением процессов ПА ХОГФ является электрический заряд, вносимый в осаждаемую пленку, и эффекты зарядки структур ИМС, которые могут приводить к пробою тонких пленок подзатворных диэлектриков и деградации характеристик МОП транзисторов. По этой причине, чем ближе обработка находится к транзисторной структуре, тем более осторожно в технологии ИМС используются процессы ПА ХОГФ.
3. Процессы ПА ХОГФ с дискретной подачей реагентов.
В основе процессов ПА ХОГФ с дискретной подачей реагентов, к которым относятся:
- плазмо - и радикальноактивируемые процессы атомно-слоевого химического осаждения из газовой фазы (ПА (РА) АС ХОГФ или сокращенно ПА (РА) АСО);
- плазмо - и радикальноактивируемые процессы импульсного химического осаждения слоев из газовой фазы (ПА (РА) ИС ХОГФ или сокращенно ПА (РА) ИОС) лежат дискретные самоостанавливающиеся химические реакции молекул одного периодически подаваемого реагента с адсорбированным на поверхности подложки слоем другого периодически подаваемого реагента.
В промежутках между подачами реагентов в процессах ПА ХОГФ с дискретной подачей реагентов происходит откачка реактора или его продувка инертным газом. Основной характеристикой процессов ПА ХОГФ с дискретной подачей реагентов является толщина пленки, получаемая на подложке за один цикл осаждения, включающий по одному циклу подачи каждого реагента и два цикла откачки или продувки инертным газом реактора между ними. Типичные цикловые скорости осаждения пленок в процессах ПА АСО составляют 0,01 - 1,0 нм/цикл при длительности цикла осаждения от 1 до 60 с. Таким образом, пленки в процессах ПА ХОГФ с дискретной подачей реагентов наносятся послойно в каждом цикле осаждения, и общая толщина пленки легко и точно задается и контролируется по количеству циклов осаждения.
Время цикла осаждения зависит от скорости насыщения поверхности подложки реагентами, объема и конструкции реактора и длительности цикла откачки или продувки реактора. Процессы ПА ИОС отличаются от процессов ПА АСО только тем, что продувка инертным газом осуществляется в них при повышенном (относительно рабочего) давлении и за более короткое время. Это способствует повышению скорости осаждения в несколько раз, но не изменяет механизм процессов.
Один реакционный цикл АСО схематически показан на рисунке 4. Каждый реакционный цикл добавляет строго определенное количество материала на поверхность, называемое ростом за цикл. Для получения слоя заданной толщины реакционные циклы повторяются до тех пор, пока не будет достигнута требуемая толщина.
Длительность циклов в процессах ПА АСО подбирается следующим образом.
1. Цикл подачи хемосорбирующего на поверхности подложки реагента подбирается так, чтобы за его время произошла хемосорбция молекул реагента на всех активных центрах адсорбции поверхности подложки. Показателем правильности выбранной длительности служит независимость толщины получаемой (наносимой) пленки за цикл осаждения (цикловой скорости осаждения пленки) от длительности этого цикла. При этом температура осаждения (температура подложки) должна быть ниже температуры термической диссоциации (разложения) хемосорбирующего реагента. Например, Al(CH3)3 – триметил алюминия (ТМА) начинает термически разлагаться при температуре свыше 330 0С.
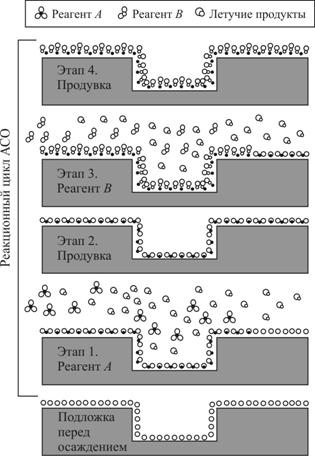
Рисунок 4 - Принципиальная схема реакционного цикла АСО
2. Время цикла продувки инертным газом после подачи хемосорбирующего реагента выбирается из условия полного удаления из зоны расположения подложки избыточного количества реагента и продуктов хемосорбции. Показателем правильности выбора длительности этого цикла служит отсутствие газофазных реакций и высадки частиц при подаче второго реагента.
3. Время цикла подачи второго реагента выбирается из условия достижения максимальной толщины получаемой пленки за цикл осаждения (максимальной цикловой скорости осаждения пленки). Показателем правильности выбора длительности этого цикла служит независимость цикловой скорости осаждения пленки от его длительности.
4. Время цикла продувки инертным газом после напуска второго реагента выбирается из условия полного удаления из зоны подложки избыточного количества второго реагента и продуктов реакции осаждения. Показателем правильности выбора длительности этого цикла служит одинаковость толщины пленки в каждом цикле осаждения (постоянство цикловой скорости осаждения от цикла к циклу).
В справедливости указанного алгоритма можно убедиться на примере осаждения пленки алюминия на окисленную кремниевую пластину с подслоем нитрида титана в плазмоактивированном на стадии подачи второго реагента процессе ПА АСО из газовой системы ТМА/Н2 при температуре 250 °С и давлении 1 Торр (ПА АСО Аl (ТМА-Аr {Аr} Н2 плазма) процесс).
На рисунке 5, а показана циклограмма подачи в реактор реагентов и его продувки аргоном: цикл подачи ТМА варьировался в диапазоне 0,5 - 5,0 секунд; цикл воздействия водородной плазмой изменялся в диапазоне 2,0 - 30 с, а циклы продувки реактора аргоном после напуска каждого реагента составляли по 15 с.
На рисунке 5, б показана зависимость цикловой скорости осаждения пленки Vd от длительности цикла подачи ТМА в реактор при времени воздействия водородной плазмы 10 секунд и 15-секундных циклах продувки реактора аргоном. Видно, что при времени цикла подачи ТМА более 3 с цикловая скорость переходит в режим постоянства и становится равной 0,15 нм/цикл. Это подтверждает зависимость характеристик процесса АСО от самоограничивающейся хемосорбции молекул ТМА на поверхности подложки.
На рисунке 5, в приведена зависимость цикловой скорости осаждения пленки алюминия от длительности цикла воздействия водородной плазмой при 5-секундном цикле подачи ТМА и 15-секундных циклах продувки реактора аргоном. Зависимость показывает, что цикловая скорость осаждения становится постоянной и равной 0,15 нм/цикл при времени цикла воздействия водородной плазмой более 5 секунд.
Выбранные значения циклов подачи реагентов: ТМА - 5 с, водородной плазмы - 10 с и циклов продувки реактора аргоном по 15 секунд позволили осаждать одинаковую толщину пленки алюминия, равную 0,15 нм, в каждом цикле осаждения (рис. 5, г). При этом 50-нанометровая пленка алюминия имела неравномерность по толщине по поверхности пластины менее 0,3 % и конформно покрывала субмикронный топологический рельеф с аспектным отношением, равным 5.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 |
