

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
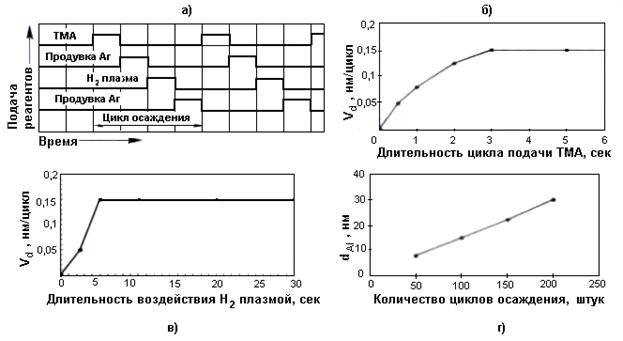
Рисунок 5 - Зависимости параметров процесса ПА АСО пленки алюминия из газовой системы ТМА/Н2 плазма при температуре 250 0С и давлении 1 Торр: а - циклограмма подачи в реактор реагентов и его продувки аргоном; 6- зависимость цикловой скорости осаждения пленки Vd от длительности цикла подачи ТМА в реактор при времени воздействия водородной плазмы 10с и 15-секундных циклах продувки реактора аргоном; в - зависимость цикловой скорости осаждения пленки алюминия от длительности цикла воздействия водородной плазмой при 5-секундном цикле подачи ТМА и 15-секундных циклах продувки реактора аргоном; г - зависимость толщины осаждаемой пленки алюминия dAl от количества циклов осаждения сd при циклах подачи реагентов ТМА - 5 с, водородной плазмы 10 с и циклов продувки реактора аргоном по 15 с
Благодаря тому, что самоостанавливающиеся реакции осаждения в процессах АСО управляются адсорбционной способностью поверхности подложки по отношению к хемосорбирующему реагенту, небольшие вариации (отклонения) операционных параметров таких как потоки реагентов, давление и температура, не оказывают влияния на технологические характеристики осаждаемых пленок. Поэтому процессам ПА АСО присущи исключительно высокие значения равномерности осаждения пленок по толщине и конформности покрытия топологического рельефа.
Осаждаемые в процессах АСО металлические, полупроводниковые и диэлектрические пленки характеризуются низкими механическими напряжениями и отсутствием пор. Кроме того, в реакторах ПА АСО легко реализуется последовательное осаждение нескольких пленок разных материалов с точным контролем их соотношении по толщине.
В качестве основного недостатка процессов АСО следует отметить низкие скорости осаждения, что ограничивает их промышленное применение осаждением пленок толщиной до 50 нм. Однако по мере повышения степени интеграции ИМС, а, следовательно, уменьшения размеров элементов, толщин функциональных слоев и увеличения аспектного отношения топологического рельефа роль процессов АСО в КМОП планарной технологии производства микросхем будет возрастать. Не подлежит сомнению, что процессы АСО будут вне конкуренции для изготовления ИМС и других микроэлектронных устройств по трехмерной нанотехнологии.
4. Маршруты протекания процессов химического осаждения из газовой фазы.
При ХОГФ слои осаждаемых материалов образуются в результате сложных многомаршрутных и многостадийных гетерогенных химических реакций на границе раздела: газ (пар, газоразрядная плазма) - твердое тело (подложка, пластина с покрываемым функциональным слоем), протекание которых определяется как процессами в газовой фазе, так и процессами на поверхности и в приповерхностных слоях подложки.
Области газовой фазы и поверхности подложки, в которых протекают гетерогенные химические реакции ХОГФ слоев, могут быть объединены введением понятия "реакционная зона". В общем случае толщина реакционной зоны составляет несколько атомных размеров от текущей границы осаждаемого слоя.
Обобщенная кинетическая модель (схема) процесса ХОГФ функционального слоя может быть представлена в виде
А (g) + В (g) → D (s) + С (g). (1)
где - A и В исходные газовые реагенты; D - осаждаемый слой; С - конечный побочный газообразный продукт.
Реакция (1) протекает многостадийно и, в общем случае, по нескольким маршрутам (см. рис. 6).
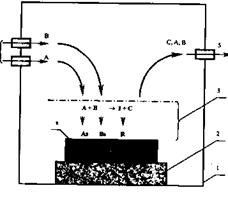
Рисунок. 6. Обобщенная кинетичеcкая модель процесса ХОГФ слоя материала D на поверхность подложки W в результате реакции А + В → С + D, где А и В - исходные реагенты; s - поверхность растущего слоя D; As и Bs - реагенты в состоянии адсорбции на поверхности s; I и R - промежуточные продукты реакции в газовой фазе и адсорбционном слое на поверхности s, соответственно; С - конечный побочный газообразный продукт реакции: 1 - реактор; 2 - подложкодержатель; 3 - реакционная зона; 4 - подача исходных реагентов в реактор; 5 - отвод реагентов и продуктов реакций из реактора
Первый маршрут характеризуется стадиями:
- образования из исходных реагентов A и В в газовой фазе промежуточного продукта I;
- взаимодействия промежуточного продукта I с поверхностью растущего слоя с образованием промежуточного продукта R;
- превращения продукта R в реакционной зоне в структурные единицы функционального слоя D и регенерации элемента чистой поверхности.
Второй маршрут характеризуется стадиями:
- адсорбции реагентов А и В;
- их взаимодействия в адсорбционном слое с образованием промежуточного продукта R;
- превращения продукта R в структурные единицы функционального слоя D.
В механизме процессов ХОГФ с непрерывной подачей реагентов можно выделить следующие основные стадии.
1. Доставка исходных реагентов (исходного реагента) (ИР) в реактор (реакционную камеру установки).
2. Доставка исходных реагентов в реакторе к граничному слою газовой фазы у поверхности подложки.
3. Доставка исходных реагентов через граничный слой к реакционной зоне (зоне осаждения) у поверхности подложки.
4. Превращение исходных реагентов в промежуточные продукты в зоне осаждения.
5. Доставка исходных реагентов и промежуточных продуктов на поверхность подложки.
6. Адсорбция реагентов и промежуточных продуктов ни поверхности подложки.
7. Десорбция реагентов и промежуточных продуктов с поверхности подложки.
8. Реакции с участием адсорбированных реагентов и промежуточных продуктов на поверхности с образованием структурных единиц осаждаемого слоя материала и побочных конечных продуктов в виде газов.
9. Поверхностная миграция (поверхностная диффузия) структурных единиц осаждаемого слоя материала и побочных конечных продуктов.
10. Встраивание структурных единиц в поверхностный слой растущего материала на активных центрах поверхности.
11. Десорбция газообразных конечных побочных продуктов реакции с поверхности.
12.Отвод конечных побочных продуктов реакции из зоны осаждения через граничный слой в свободный ламинарный поток.
13. Отвод конечных побочных продуктов реакции из реактора.
Скорость гетерогенных многостадийных процессов определяется скоростью наиболее медленной (лимитирующей) стадии. Следовательно, для нахождения закономерностей и технологических характеристик процесса осаждения материала необходимо выявить в его механизме лимитирующую стадию и определить, как влияют на нее операционные (процессные) параметры и параметры уровня (состав и давление остаточной атмосферы, состояние внутри камерных поверхностей и т. д.). При этом следует учитывать возможные зависимости вероятностей и скоростей отдельных стадий от состояния поверхности подложки (степени и вида легирования, загрязнения, ориентации и т. д.).
5. Анализ механизмов термоактивированных процессов ХОГФ. Процессы ХОГФ лимитируемые равновесием, диффузией и кинетикой. Критерий Тиле.
Транспортировка реагентов к поверхности подложки управляется динамикой газовых потоков, которая является сложной функцией от температуры, давления, характеристик газа или пара, а также геометрии внутренних частей реактора. Гомогенные химические реакции в газовой фазе (газофазные реакции) могут иметь место в процессе транспортировки и смешения реагентов. Как уже отмечалось, газофазные реакции в процессах ХОГФ вредны, так как они, не давая вклада в рост пленки требуемого материала, являются источником генерации частиц, загрязняющих поверхность подложки и внутренние части реактора.
Вероятность возникновения газофазных реакций может быть минимизирована путем:
- разбавления реагентов инертным газом, который в случае низкой летучести реагентов может также исполнять роль газа-носителя;
- уменьшения рабочего давления в реакторе;
- использования реакторов с «холодной стенкой».
В реакторах с «холодной стенкой» реагенты остаются холодными и не вступают в газофазные реакции, пока не достигнут реакционной зоны у поверхности подложки. В реакторах с «горячей стенкой» частицы генерируются не только за счет газофазных реакций, но и за счет осыпания пленок, осаждаемых на горячие поверхности стенок. Так как вероятность газофазных реакций пропорциональна количеству столкновений молекул реагентов, то снижение давления в реакторе или разбавление реагентов инертным газом уменьшает число таких столкновений, а, следовательно, и вероятность возникновения газофазных реакций.
Доставка реагентов в реакторе к граничному слою газовой фазы у поверхности подложки может осуществляться как с помощью газового потока (вынужденной конвекции), так и с помощью диффузии. Вклад диффузии и конвекции в распределение газовых молекул реагента в реакторе оценивается по критерию Пекле, который для планарного реактора с радиусом электродов rе и межэлектродным расстоянием Heg имеет вид:
Pecr = re× ug /Dr = Qg /2π Heg ×Dr , (2)
где ug -линейная скорость газового потока исходного реагента; Dr - коэффициент диффузии молекул исходного газового реагента; Qg - расход газового реагента в реакторе при давлении и температуре процесса ХОГФ. Если Pecr < 0,2, то вклад конвективного течения газа мал, и им можно пренебречь по сравнению с диффузией. При Pecr > 2 конвективное течение газа играет основную роль.
Если доставка исходных реагентов к реакционной зоне производится конвективно, то в зависимости от значения критерия Рейнольдса
Rcr = Zr × ug × ρg /ηg (3)
где Zr - характеристический размер реактора; ρg и ηg - плотность и вязкость газа, течение газа может быть ламинарным (при малых Rcr) или турбулентным (при больших Rcr). В процессах ХОГФ функциональных слоев микросхем используется ламинарный режим течения газа, так как при турбулентных режимах увеличивается вероятность загрязнения поверхности подложки частицами и снижается равномерность осаждения пленок.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 |
