

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
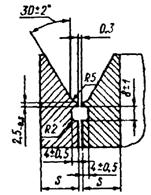
Условное обозначение сварного соединения | Конструкционные элементы | Способ сварки | S = S1, мм | е = е1, мм | g = g1, мм | |||
подготовленных кромок свариваемых деталей | шва сварного соединения | Номинальное значение | Предельное отклонение | Номинальное значение | Предельное отклонение | |||
3-02 (Т-2) |
|
| 10 | 10 | 8 | ±2 | 4 | +2 -1 |
15 | 12 | 6 | ||||||
20 | 15 | ±3 | 7 | +3 -2 | ||||
25 | 18 | 9 | ||||||
30 | 23 | ±4 | 11 | +4 -3 | ||||
40 | 30 | 15 | ||||||
50 | 37 | ±5 | 18 | +5 -4 | ||||
60 | 44 | ±6 | 22 | +6 -5 | ||||
70 | 52 | 26 | ||||||
80 | 60 | 30 | ||||||
90 | 67 | ±8 | 33 | +8 -6 | ||||
100 | 74 | 37 |
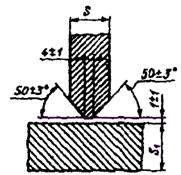
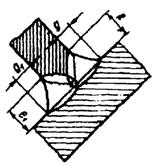
Таблица П3.62
Условное обозначение сварного соединения | Конструкционные элементы | Способ сварки | S = S1, мм | h, мм | е, мм | g, мм | |||
подготовленных кромок свариваемых деталей | шва сварного соединения | Номинальное значение | Предельное отклонение | Номинальное значение | Предельное отклонение | Номинальное значение | Предельное отклонение | ||
4-01 (У-6) |
| 1,0 | 1,5 | 3,5 | 0,5 | ±0,5 | |||
52 | 1,5 | 2,0 | 4,5 | +1,5 | |||||
2,0 | 2,5 | 5,5 | -0,5 | 1,0 | +1,0 -0,5 | ||||
2,5 | 3,0 | ±0,2 | 6,5 | ||||||
3,0 | 7,0 | ||||||||
4-02 (У-7) |
Минимальное расстояние между краями швов (устанавливается конструкторской документацией) | 1,0 | 3,0 | +1,5 -0,5 | - | - | |||
51 | 1,5 | 3,5 | |||||||
2,0 | 4,0 | ||||||||
2,5 | 4,5 | +2,5 -0,5 | |||||||
3,0 | 5,0 | ||||||||
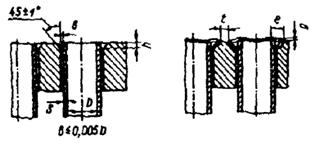
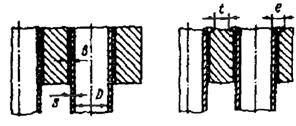
Таблица П3.63
Условное обозначение сварного соединения | Конструкционные элементы | Способ сварки | S = S1, мм | е, мм | ||
подготовленных кромок свариваемых деталей | шва сварного соединения | Номинальное значение | Предельное отклонение | |||
4-03 (У-8) |
|
| 51 | 1,0 | 3,0 | +1,5 -0,5 |
1,5 | 3,5 | |||||
2,0 | 4,0 | |||||
2,5 | 4,5 | +2,5 -0,5 | ||||
3,0 | 5,0 |
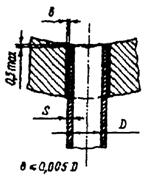
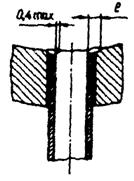
Таблица П3.64
Условное обозначение сварного соединения | Конструкционные элементы | Способ сварки | S, мм | h1, мм | R, мм | t, мм, не менее | |||
подготовленных кромок свариваемых деталей | шва сварного соединения | Номинальное значение | Предельное отклонение | Номинальное значение | Предельное отклонение | ||||
4-04 (У-9) |
|
| 51 | 1,0 | 3,5 | ±0,5 | 0,5 | ±0,2 | 1,0 |
1,5 | 0,8 | 1,5 | |||||||
2,0 | 4,0 | 1,0 | 2,0 | ||||||
2,5 | 4,5 | 1,2 | 2,5 | ||||||
3,0 | 5,0 | 1,5 | 3,0 |
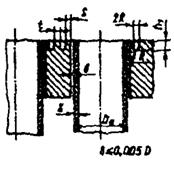
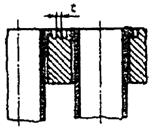
Таблица П3.65
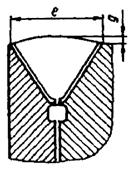
Условное обозначение сварного соединения | Конструкционные элементы | Способ сварки | S = S1, мм | е, мм | g, мм | |||
подготовленных кромок свариваемых деталей | шва сварного соединения | Номинальное значение | Предельное отклонение | Номинальное значение | Предельное отклонение | |||
4-05 (У-10) |
|
| 40 | 22 24 26 30 34 40 44 50 | 36 39 41 46 49 59 64 72 | +3 | 2,0 | +2 -1 |
54 60 64 70 | 76 87 90 97 | +3 | 3,0 | ±2 |
СОДЕРЖАНИЕ
1. Общие положения. 1 2. Сварочные материалы.. 2 3. Требования к сварочному оборудованию.. 18 4. Требования к персоналу. 18 5. Подготовка и сборка деталей под сварку (наплавку) 19 5.1. Общие требования. 19 5.2. Подготовка под сварку (наплавку). 19 5.3. Сборка. 20 6. Сварка. 24 6.1. Общие требования. 24 6.2. Подогрев при сварке (наплавке). 26 6.3. Сварка деталей из сталей различных структурных классов. 29 6.4. Сварка деталей из двухслойных сталей. 30 6.5. Электрошлаковая сварка. 33 6.6. Аргонодуговая сварка. 33 7. Наплавка антикоррозионных покрытий. 34 7.1. Общие требования. 34 7.2. Выполнение наплавки. 35 8. Термическая обработка. 37 9. Исправление дефектов. 44 10. Маркировка сварных соединений и наплавленных деталей (изделий) 46 11. Требования техники безопасности. 47 12. Требования к конструкционным формам сварных соединений. 47 13. Отступления от установленных требований. 51 Приложение 1. Указатель нормативно-технической документации на сварочные материалы, допускаемые к применению при изготовлении, монтаже и ремонте оборудования и трубопроводов атомных энергетических установок. 51 Приложение 2. Ориентировочные режимы сварки и наплавки. 52 Приложение 3. Основные типы сварных соединений. 58 |

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 |
