

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Следующий порядок вычисления ускорит расчет ![]() .
.
Предварительно вычисляют теплосодержание продуктов горения по фор-муле:
 (17)
(17)
Затем по диаграмме h-t ![]() находим приближенно значение калориметрической температуры
находим приближенно значение калориметрической температуры ![]() , соответствующее найденному значению теплосодержания продуктов горения h. По ранее найденному составу продуктов горения находим среднее значение их теплоемкости:
, соответствующее найденному значению теплосодержания продуктов горения h. По ранее найденному составу продуктов горения находим среднее значение их теплоемкости:
 (18)
(18)
где  и т. д. – процентное содержание компонентов в продуктах горения (по объему), найденных по формуле (14);
и т. д. – процентное содержание компонентов в продуктах горения (по объему), найденных по формуле (14);
![]() и т. д. – средние теплоемкости соответствующих компонентов в интервале температур 0 –
и т. д. – средние теплоемкости соответствующих компонентов в интервале температур 0 – ![]() ,
,  .
.
Значение средних теплоемкостей и теплосодержание компонентов для различных температур берется из ![]() .
.
Определим теплосодержание 1 нм3 продуктов сгорание по формуле:
![]() (19)
(19)
Если найденное значение h/ отличается не более чем на 0,5 % от h, то взятое с диаграммы значение ![]() принимается за истинное:
принимается за истинное:
![]()
Если же отклонение более 0,5 %, то задаются большим или меньшим на 100 °С значением калориметрической температуры – ![]() и снова, в той же последовательности, ведут расчет до получения отклонений менее допустимого.
и снова, в той же последовательности, ведут расчет до получения отклонений менее допустимого.
Действительная температура – это та, которую имеют продукты сгорания в конкретных условиях процесса сжигания топлива. От нее зависят скорость и требуемое качество нагрева металла.
Действительная температура рассчитывается по эмпирической зависимости:
![]() (20)
(20)
где tт – теоретическая температура горения (в данном случае принимается равной tк), °С;
hпир – пирометрический коэффициент, зависящий от температуры в рабочем пространстве печи, его геометрии, качества теплоизоляции. Он изменяется в следующих пределах: для камерных печей hпир = 0,65 ¸ 0,7; для методических печей hпир = 0,7 ¸ 0,75.
Вычисленное по формуле (20) значение tд позволяет приближенно установить правильность выбора топлива и метода его сжигания для обеспечения заданного нагрева металла.
Практика рекомендует для качественного нагрева металла следующие оптимальные значения действительных температур:
а) в камерных печах для нагрева металла под обработку давлением (под прокатку, ковку или штамповку) на 100–150 °С выше температуры поверхности металла в конце нагрева;
б) в термических печах – на 50–100 °С выше температуры поверхности металла в конце нагрева
![]()
где ![]() – температура поверхности металла в конце нагрева, °С;
– температура поверхности металла в конце нагрева, °С;
Dt – превышение температуры газов в печи над температурой поверхности металла в конце нагрева [8]. Приблизительно Dt находится в пределах 100¸150 °С.
Температура газов в печи изменяется от температуры теоретической Тт до значения температуры уходящих газов Тух. Результирующий тепловой поток от движущихся газов к нагреваемому материалу может быть представлен как тепловой поток от газов с какой-то постоянной температурой. Такую температуру называют эффективной Тэф и используют в расчетных формулах. Сложность процессов, протекающих в рабочей камере печи, не позволяет теоретически определить значение Тэф. Эффективную температуру находят по эмпирическим зависимостям.
Для камерных печей, в томильной и сварочных зонах методических печей, эффективную температуру газов можно определить по формуле:
![]() (21)
(21)
где 0,8 – коэффициент, учитывающий условия теплообмена и степень заполнения рабочей камеры факелом;
Тт и Туф – соответственно теоретическая температура горения (принимается равной Тк) и температура уходящих газов (принимается для камерных печей ![]() , °С).
, °С).
В зонах печей, где отсутствует горение топлива, за Тэф можно принимать среднюю температуру газов в начале и конце участка камеры:
 (22)
(22)
4 Размеры рабочего пространства печи
4.1 Размещение заготовок в рабочем пространстве печи
После выбора конструкции печи необходимо предварительно определить ее основные размеры, которые после расчета времени нагрева заготовок уточняются.
Для расчета внешнего теплообмена необходимы данные о характерных размерах рабочего пространства печи и значения угловых коэффициентов, определяющих лучистый теплообмен между поверхностями, ограничивающими объем этого пространства.
Размещение заготовок на поду печи рис. 1:
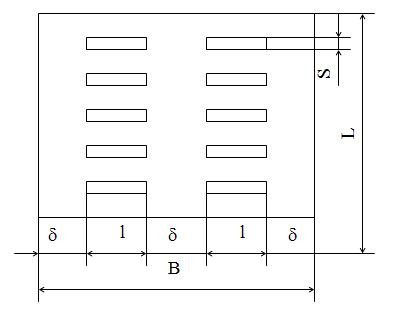
Рис. 1. Размещение заготовок на поду печи
4.2 Предварительное определение размеров рабочего пространства печи
Размер, занимаемый садкой (включая промежутки между заготовками) вдоль пода печи перпендикулярно ее ширине, называется длиной пода L.
Ширина пода В определяется длиной заготовок 1 и числом рядов заготовок по ширине n. Обычно n = 3, при двухсторонней же загрузке и выгрузке заготовок n = 2. Для камерных печей с постоянной температурой рабочего пространства:
![]()
где В – размер заготовки в горизонтальном направлении, т. е. ширина изделия. Для цилиндрических заготовок этот размер равен их диаметру.
Для толкательных печей (типа методических) расстояние между концом заготовки и боковой стеной печи принимают равным 0,1 ¸ 0,3 м:
![]()
Заготовки в методических печах располагают в один ряд.
Ширина термических проходных печей, в которых нагреваемые изделия размещаются на поддонах, определяется аналогичным способом (как и для толкательных печей).
Ширина печей с нижними топками превышает расчетное значение на 700 мм.
Активная площадь пода – занятая металлом – приближенно может быть найдена по формуле:
 (23)
(23)
где G – производительность печи, кг/с (кг/ч);
Ракт – напряженность активного пода, ![]() берется из табл. 2, приложения.
берется из табл. 2, приложения.
Зная коэффициент загруженности пода ![]() , находят действительную площадь пода:
, находят действительную площадь пода:
![]() (24)
(24)
Для печей при укладке изделий с зазором m = 0,4 ¸ 0,7.
Исходя из длины нагреваемых заготовок и принятой схемы их расположения, для камерных печей соотношение L : В не должно превышать 3:2. Для других видов печей это условие недействительно.
Длина пода печи:
![]() (25)
(25)
Общая высота рабочего пространства печи с постоянной температурой при заготовках прямоугольного или круглого сечения:
![]()
Величину Н можно определить по эмпирической формуле:
![]() (26)
(26)
где В – ширина пода, м;
tэф – эффективная температура газов, °С;
А – опытный коэффициент, равный:
Для tэф < 900 °С А = 0,5 ¸ 0,55;
Для 900 °С < tэф < 1500 °С А = 0,55 ¸ 0,65;
Для tэф > 1500 °С А = 0,65.
Для малых камерных печей с постоянной температурой рабочего пространства величина Н составляет Н = 400 ¸ 600 мм, а для больших Н = 600 ¸ 900 мм. Высота сварочных зон кузнечных методических печей Н равна примерно 1000 мм.
5 Расчет внешнего теплообмена в рабочем пространстве печи
5.1 Расчетные значения приведенного коэффициента излучения
В рабочем пространстве печи тепло от раскаленных продуктов сгорания передается на поверхность обрабатываемых материалов излучением и конвекцией. При температурах 900 °С и более составляющая излучения достигает 85–95 % и конвекцией передается лишь 5–15 % от общего количества тепла, поэтому при проектировании печей с температурами выше 900 °С определяется приведенный коэффициент излучения ![]() (или коэффициент теплоотдачи излучением
(или коэффициент теплоотдачи излучением ![]() ). Конвективная составляющая в тепловом потоке на поверхность металла учитывается увеличением найденных значений
). Конвективная составляющая в тепловом потоке на поверхность металла учитывается увеличением найденных значений ![]() (или
(или ![]() ) на 10–15 %.
) на 10–15 %.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 |
