


Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
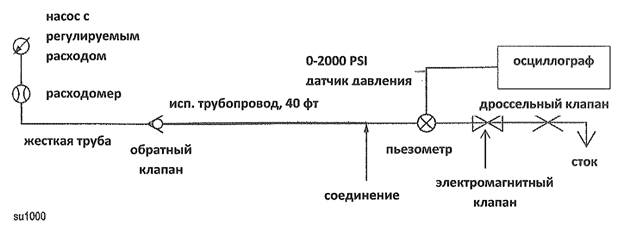
Рисунок 5.5. Устройство подачи воды
5.8.4 Изменение давления генерируется в устройстве резким закрытием быстродействующего (электромагнитного) запорного клапана при подаче воды со скоростью не менее 5,5 м/с с испытательным образцом трубы, а затем повторяется с замененной стальной трубой такого же номинального размера.
5.9. Испытания на циклические изменения давления
5.9.1 Сборка труб и фитингов должна производиться в соответствии с инструкцией по установке и проектированию. В отношении гибких труб и изделий, образцы должны сгибаться с минимальным радиусом изгиба, указанным в инструкции по установке и проектированию.
5.9.2 Трубы и фитинги в сборе подсоединяются к аппарату цикличного изменения давления, наполняются водой, и удаляется воздух. Внутреннее давление подвергается 3000 циклов изменения давления от нуля до значения, вдвое превышающего номинальное давление, и до 0 кПа с приблизительной скоростью 10 циклов в минуту.
5.9.3 Длина незащищенной трубы между фитингами должна быть равна минимум десяти значениям диаметра трубы.
Исключение: Более короткие трубы допускаются к использованию при проведении испытаний фитингов в сборе.
5.10 Испытания на циклические изменения температуры
5.10.1 Сборка труб и фитингов должна производиться в соответствии с инструкцией по установке и проектированию. В отношении гибких труб и изделий, образцы должны сгибаться с минимальным радиусом изгиба, указанным в инструкции по установке и проектированию.
5.10.2 Трубы и фитинги в сборе наполняются водой, удаляется воздух, создается гидростатическое давление 345 кПа, и образцы подвергаются циклическим изменениям температуры от 2 0C до максимальной номинальной температуры и до 2 0C. Каждый образец выдерживается при каждой указанной температуре в течение 24 часов. Необходимо совершить 5 полных циклов.
5.10.3 Длина незащищенной трубы между фитингами должна быть равна минимум десяти значениям диаметра трубы.
Исключение: Более короткие трубы допускаются к использованию при проведении испытаний фитингов в сборе.
5.11 Испытания прочности маркировки
5.11.1 Испытательные образцы труб наименьшего диаметра должны быть слегка протерты чистой тканью без ворса прежде, чем подвергаться воздействию.
5.11.2 Два образца должны быть подвергнуты воздействию в течение 168 часов в термокамере с циркулирующим на максимальной мощности воздухом при температуре 70+10С и затем извлечены из термокамеры и выдержаны 24 часа при температуре 21+30C.
5.11.3 Два образца погружаются на 24 часа в водопроводную воду, температура которой поддерживается на уровне 60+10C и затем извлекаются из воды, встряхиваются для удаления излишка воды, после чего образцы высыхают (без вытирания) в течение 24 часов при температуре 21+30C.
5.11.4 Два образца погружаются в масло, температура поддерживается на уровне 60+10C в течение 24 часов. Образцы затем извлекаются из масла, вытираются мягкой чистой тканью и в течение 24 часов подвергаются воздействию температуры 21+30C.
5.11.5 Два образца испытываются без особых воздействий, в условиях непосредственно после получения.
5.11.6 Испытания проводятся с помощью деревянного аппарата, изображенного на рисунке 5.6. Аппарат и образцы должны находиться в условиях теплового равновесия с окружающей средой, то есть находиться при температуре 23+80С и относительной влажности 50+5 % во время проведения испытаний. Для каждого образца используется тесьма новой длины. В качестве тесьмы используется жесткая хлопчатобумажная тесьма шириной приблизительно 12,7 мм. Один конец тесьмы прикрепляется к подвижному столу (стол с одной стороны), и вес прикрепляется к другому концу прежде, чем туда помещается образец.
5.11.7 Тесьма должна быть поднята, и образец помещен в щель, как показано на рисунке 5.6 с маркировкой посередине дуги контакта между тесьмой и образцом. Концы образца должны препятствовать вращению маркировочной области образца под тесьмой. Далее тесьма аккуратно опускается на образец.
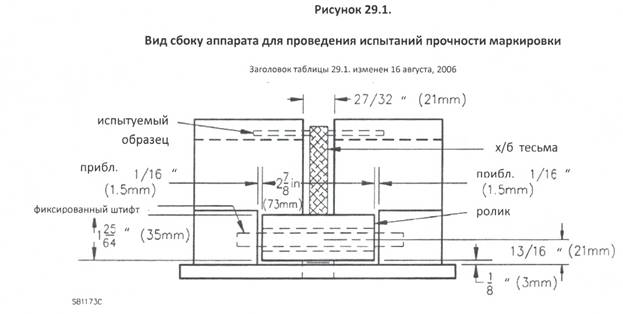
Рисунок 5.6. Установка для определения прочности маркировки
5.11.8 Стол приводится в горизонтальное качательное движение (простое гармоническое колебательное движение) со скоростью приблизительно 28 циклов в минуту, каждый цикл должен состоять из одного полного движения вперед-назад (примерный ход 159 мм). Стол останавливается после 50 циклов. Образцы исследуются на читаемость и четкость маркировки. Три не подвергнутых воздействиям образца подвергаются дополнительным 50 циклам трения другой стороной тесьмы перед осмотром. Если маркировка не читаема на одном или более образцах, использование маркировки на трубах не допускается.
6 Правила приемки
6.1 Для проверки соответствия труб и фитингов требованиям настоящего стандарта проводят следующие виды испытаний:
- приемосдаточные - при приемке партий изделий службой качества предприятия-изготовителя;
- приемочные - при приемке изделий, изготовленных впервые;
- типовые - при переходе на новые марки сырья или изменениях в их рецептуре, при смене поставщика сырья, при изменениях в технологических режимах или методах изготовления;
- сертификационные - при проведении сертификации готовой продукции;
- инспекционные - при проведении периодической проверки качества выпускаемой продукции;
- испытания при расширении сортамента производимых труб и фитингов или при изменении их конструкции.
Обязательность проведения указанных видов испытаний определяется действующим законодательством и требованиями нормативных документов на изделия.
6.2 Приемку труб и фитингов службой качества предприятия-изготовителя осуществляют партиями.
6.2.1 Партией считают количество труб или фитингов одного типоразмера, изготовленных из одной марки сырья на одном технологическом оборудовании при установившемся режиме, сдаваемых одновременно и сопровождаемых одним документом о качестве. Размер партии труб должен быть не более: 20000 м – для труб диаметром 32 мм и менее; 10000 м – для труб диаметром от 40 до 90 мм; 5000 м – для труб диаметром 110 – 160 мм; 2500 м – для труб диаметром180 – 225 мм; 1500 м — для труб диаметром 250 мм и более. Размер партии фитингов должен быть не более 5000 штук.
6.3 Документ о качестве должен включать:
- наименование и (или) товарный знак предприятия-изготовителя;
- местонахождение (юридический адрес) предприятия-изготовителя; - номер партии и дату изготовления; - условное обозначение изделий;
- размер партии (для труб в метрах, для фитингов — в штуках); - марку сырья;
- результаты испытаний или подтверждение соответствия изделий требованиям настоящего стандарта; - условия и сроки хранения.
6.4 Порядок отбора образцов
6.4.1 Отбор образцов труб и фитингов для приемосдаточных испытаний осуществляют от каждой партии изделий. Для приемочных, типовых, сертификационных и инспекционных испытаний образцы отбирают от партий, прошедших приемосдаточные испытания, группируя изделия по следующим признакам:
- по величинам максимальных рабочих давлений;
- по номинальным диаметрам труб;
- по видам фитингов из термопластов.
7 Транспортирование и хранение
7.1 Транспортирование труб и фитингов в упаковке следует проводить в крытых транспортных средствах любого вида в соответствии с правилами, действующими на данном виде транспорта.
7.2 При погрузке и выгрузке следует избегать ударов и других неосторожных механических воздействий на тару.
7.3 Хранение труб и фитингов в соответствии с требованиями ГОСТ 15150.
УДК 614.845.2.001.4:006.354 ОКС 13.220.20 ОКП 485430
(ОКПД 29.24.24.199)
Ключевые слова: трубы, фитинги, номинальное давление, гидравлические испытания, спринклеры, технические требования, методы испытаний.
 |
Руководитель разработки:
Заместитель начальника
Академии ГПС МЧС России
Исполнители:
Заместитель начальника УНК ПАСТ–
начальник НИО ПАСТ
Старший научный сотрудник НИО ПАСТ

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 |
