

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
При текущем ТР-3 и капитальных ремонтах все детали топливной аппаратуры (кроме рычагов, тяг управления, которые снимают только при КР-2) снимают, разбирают, ремонтируют, испытывают и регулируют в соответствии с Правилами ремонта тепловоза.
3 ДЕМОНТАЖ, РАЗБОРКА И ОЧИСТКА ТОПЛИВНОЙ СИСТЕМЫ
В процессе эксплуатации дизелей происходит закономерный износ деталей и элементов топливной аппаратуры и разрегулировака ее узлов, что ухудшает эксплуатационные и экономические характеристики дизеля. Признаками хорошего качества ремонта и регулировки топливной аппаратуры являются четкая равномерная и устойчивая работа дизеля, отсутствие дымного выхлопа, одинаковые по цилиндрам температура выпускных газов и давление сгорания топлива.
Для эффективного и качественного выполнения работ по разборке и сборке узлов топливной аппаратуры используют универсальное слесарное оборудование и ряд специальных технологических приспособлений.
Так как форсунка подвергается различным видам воздействий перед ремонтом необходимо произвести очистку ее от различных видов загрязнений. Мойку деталей форсунки производить в профильтрованном осветительном керосине в моечных машинах и специальных ваннах, оборудованных вентиляционными отсосами. Труднодоступные места промыть с помощью специальных щёток.
Перед разборкой форсунки оценить её работоспособность проведя предварительные испытания:
1) опрессовать на стенде при низком давлен начала подъема иглы 0,5-1,5 МПа (5-15 кгс/см2). Проверить соответствие количества струи топлива числу распыляющих отверстий.
2) проверить качество распыливания, плотность по запирающему конусу, герметичности соединений полости высокого давлению.
Так, испытание на плотность и проверка затяжки пружины форсунки производятся на ручном стенде. Проверку на чёткость работы предпочтительное производить на стенде. После подсоединения форсунки включают промывочный аккумулятор и делают несколько промывочных впрыскиваний. При этом визуально контролируют истечение топлива из всех сопловых отверстий. Закоксованные сопловые отверстия, а также отверстия, дающие сужение струи топлива или уменьшение ее длины, прочищают латунной или стальной проволокой, зажатой в цанговую оправку, зажатой в цанговую оправку (рис.3.1). Диаметр проволки должен быть на 0,02 – 0,05 мм меньше номинального диаметра сопловых отверстий.
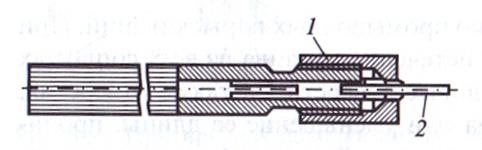
Рис.3.1. Цанговое приспособление для прочистки распыливающих отверстий: 1 – цанга; 2 – проволока
Качество распыления должно отвечать следующим требованиям: распыленное топливо, входящее из распылителя форсунки, должно быть туманообразным. Без заметных на глаз отдельных капель, сплошных струек и легко различимых местных сгущений. Перед началом контрольного впрыскивания, а также после его окончания подтекание топлива через сопловые отверстия не допускается. По окончании впрыскивания возможно увлажнение носика распылителя. Впрыскивание топлива должно быть четким и сопровождаться характерным звуком.
Гидравлическая плотность форсунки определяется временем падения давления опрессовки с 34,3 до 29,4 МПа через прецизионный зазор цилиндрического уплотнения распылителя при вязкости опрессовочной жидкости 9,9 – 10,9 мм2/с. Такую опрессовку рекомендуется выполнять на дизельном топливе при различных объемах системы стенда. В этом случае допускается проверка плотности распылителей сравнением их с эталонными распылителями, имеющими минимальное и максимальное допустимые зазоры в прецизионной части. Плонтность контролируемой форсунки (распылителя) должна находиться в пределах плотности эталонных распылителей.
Разборку и сборку топливных насосов производят с использованием специального инструмента и приспособлений, например кантователя для насосов дизелей типа Д49 (рис.3.2). Опора 1 приспособления соединена болтами со столом верстака. Укрепленный в гнезде откидной плиты насос может быть повернут и зафиксирован в удобном для ремонта и слесарной регулировки положении.
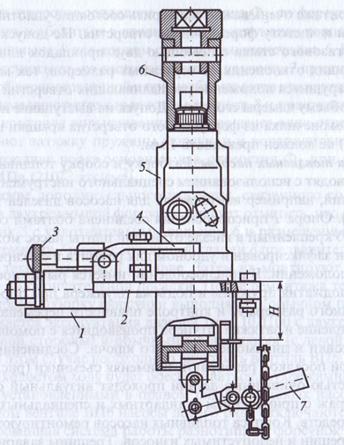
Рис.3.2. Приспосбление для сборки, разборки и определения установочного размера топливных насосов:
1 – опора; 2 – откидная плита; 3 – фиксатор; 4 – прижимная скоба; 5 – насос; 6 – шлицевая головка; 7 – рычажное устройство
В приспособлении имеется рычажное устройство для поджатия и подъема плунжера при определении установочного размера Н и контроле плавности перемещения рейки. Открепление и затяжка штуцера производится с помощью шлицевой головки и динамометрического ключа. Соединения с плотной и тугой посадкой разбирают, применяя съемники (рис.3.3).

Рис.3.3. Приспособление-съемник для выпрессовки нагнетательного клапана:
1 – съемник; 2 – клапан; 3 – корпус насоса
Ухудшение технического состояния топливной аппаратуры приводит к нарушению процессов топливоподачи, смесеобразования и сгорания и, как результат, к росту потерь теплоты с уходящими газами. Подтверждением этого является отличие измеренной температуры от расчетной при данном составе смеси. Выбор допустимой по состоянию аппаратуры температуры должен быть обусловлен таким изменением состояния, которое приводит к предельно допустимому ухудшению технико-экономических показателей. Например, если критерием для оценки выбрано допустимое снижение индикаторного КПД до 0,02, то оно вызывает практически такое же возрастание потерь теплоты с уходящими газами.
4 ДЕФЕКТАЦИЯ ДЕТАЛЕЙ И ВЫБОР СПОСОБА ИХ ВОССТАНОВЛЕНИЯ
Форсунки, не отвечающие техническим требованиям при контрольных испытаниях, а также проработавшие более 100 тыс. км, полностью разбирают.
Детали, имеющие трещины, сколы уплотнительной или опорной поверхностей глубиной более 0,5 мм, сорванные нитки резьбы, выбраковывают. Конусные поверхности, уплотняющие ниппели трубок высокого давления и штуцеры фильтров при наличии рисок и забоин проверяют зенковкой с последующей зачисткой шкуркой или притиром с пастой М14, М20. При этом отклонение от номинала восстановленного угла конуса не должно превышать ±40'. При износе или смятии резьбы в штуцерах разрешается восстанавливать профиль резьбы с помощью раздвижных плашек. Уменьшение среднего диаметра резьбы не должно превышать 1 мм.
Особое внимание следует уделять восстановлению плоскостности и шероховатости торцовой поверхности корпусов форсунок, обеспечивающих уплотнение с корпусом распылителя. При незначительных завалах, неглубоких (0,05 – 0,07 мм) рисках, следах коррозии плоскостность уплотнительной поверхности торца корпуса форсунки восстанавливают притиркой на доводочных чугунных плитах. Эту операцию для сохранения перпендикулярности притираемого торца (0,01 – 0,025 мм) к оси резьбы выполняют с обязательным применением приспособления в виде планшайбы.
В корпусах форсунок и накидных гаек поверхности, участвующие в уплотнении газового стыка, при забоинах, рисках, короблении восстанавливают проточкой, обеспечивая геометрию, соответсвущую техническим чертежам. Геометрию изношенной поверхности штанг, соприкасающейся с торцом хвостика иглы, восстанавливают до чертежных размеров шлифовкой или проточкой. Натиры на цилиндрической направляющей части штанг устраняют доводкой. Риски глубиной более 0,1 мм и задиры на опорных поверхностях тарелок штанг, появляющиеся в результате износа в зоне сопряжения с опорными витками пружин, устраняют шлифованием.
Большое внимание уделяют осмотру пружин и проверке их характеристик. При трещинах, волосовинах, сколах опорных витков и просадке с уменьшением высоты с свободном состоянии менее допустимого размера пружины бракуют. При отклонении от перпендикулярности опорных витков более 0,35 мм, а также износах в виде рисок глубиной более 0,4 мм можно перешлифовать опорные поверхности в приспособлении с центровкой оси пружины по внутреннему или наружному диаметру.
К эксплуатационным дефектам распылителя, которые можно устранить в условиях ремонтного участка депо, относят: потери или ухудшение подвижности иглы, герметичности запирающего конуса или уплотнение торцов; ухудшение качества распыливания с появлением подтекания топлива или уменьшение перепада давления после впрыскивания.
Ухудшение подвижности иглы, вызванное появлением на прецизионных цилиндрических поверхностях незначительных штриховых рисок от инородных частиц, попадающих в топливо, а также деформированием этих поверхностей, устраняют взаимной притиркой сопрягающихся поверхностей.
Игла, выдвинутая из корпуса распылителя (направляющей иглы) на 1/3 длин ее рабочей цилиндрической поверхности, должна плавно и безостановочно опускаться под действием собственной массы при любом угле поворота (вокруг своей оси) относительно корпуса распылителя (или направляющей иглы), установленного под углом 45̊ к горизонтали.
Причиной ухудшения подвижности игла может быть уменьшение диаметрального зазора в связи с образованием на прецизионных поверхностях пленок полимеризации топлива, осаждением смолистых веществ, частичным закоксовыванием от прорыва продуктов сгорания в камеру распылителя.
При полной потери подвижности иглы ее зависании в направляющем отверстии корпуса в связи с образованием глубоких (2-4 мкм) рисок, следов задиров и коррозии восстанавливают геометрию цилиндрической прецизионной поверхности доводкой с применением притиров и с последующей операцией подбора деталей распылителя. Дефекты на цилиндрической прецизионной поверхности иглы устраняют доводкой с помощью кольцевых притиров с использованием паст зернистостью М7, М14. После устранения дефектов восстанавливают геометрию и шероховатость прецизионной поверхности. Параметры по шероховатости достигают обработкой отдельными кольцевым притиром, специально заправленным на контрольной поверхности (другой иглы).
Доводка ведется при незначительном усилии резания с использованием паст зернистостью М3-М5 и возвратно-поступательном перемещении притира в течении 20-30 с. Геометрия контролируются при помощи измерительной стойки с оптико-механической головкой.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 |
