

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Дальнейшее увеличение скоростей взаимодействующих фаз приводит к еще большему увеличению сопротивления насадки и количества удерживаемой жидкости в объеме, занятом насадкой. При определенных величинах паровой и жидкостной нагрузок происходит резкое увеличение количества удерживаемой насадкой жидкости и рост гидравлического сопротивления слоя насадки. Этот режим называется захлебыванием колонны и считается верхним пределом ее устойчивой работы. Количество удерживаемой насадкой жидкости зависит от удельной поверхности насадки f, доли свободного объема e, скоростей движения взаимодействующих фаз.
Режим захлебывания характеризуется значительным количеством жидкости, удерживаемой на насадке, при этом сильно возрастает поверхность контакта фаз и интенсифируется процесс массообмена. Однако при этом резко возрастает сопротивление движению потока паров. Поэтому для обеспечения эффективного массобмена при относительно небольшом гидравлическом сопротивлении желательно, чтобы гидродинамический режим работы колонны был, возможно, ближе к режиму захлёбывания, но не достигал его, т. е. рабочая скорость пара в колонне W должна быть меньше, чем скорость захлёбывания Wзахл.
Насадка занимает часть объёма колонны, поэтому скорость движения пара (газа) в каналах, образующихся между элементами насадки выше, чем скорость, отнесённая к свободному сечению аппарата.
2.1.5. Тарельчатые массообменные аппараты
Тарельчатые колонные аппараты (рис. 6) состоят, как правило, из вертикального корпуса 3, сферической или эллиптической крышки 4, днища 2 и жестко скреплённой с корпусом опорной обечайки 1 цилиндрической или конической формы. Использование конических опор для высоких колонн небольшого диаметра способствует повышению их устойчивости и уменьшению нагрузки на опорную поверхность фундаментного кольца. Внутри корпуса колонны смонтированы тарелки 6, устройство для ввода сырья 7, отбойное устройство 5 и штуцера для жидкости и пара.
Тарельчатая ректификационная колонна
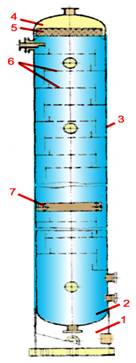
Рис. 6
Для удобства монтажа и ремонта тарелок расстояние между ними желательно принимать не менее 450 мм. Монтаж и обслуживание тарелок в аппаратах с цельносварным корпусом выполняют через люки. Люки на корпусе колонны рекомендуется располагать через каждые пять-десять тарелок в зависимости от диаметра аппарата и типа контактных устройств. Диаметр люков может колебаться от 450 до 600 мм, а расстояние между тарелками в месте установки люка от 800 до 1000 мм.
Корпуса тарельчатых колонных аппаратов изготовляют большей частью с постоянным по высоте диаметром, хотя для колонн больших размеров в случае, если нагрузка по жидкости и пару (газу) значительно изменяется по высоте колонны, корпус может быть выполнен ступенчатым, т. е. состоящим из частей разного диаметра, соединенных конусными переходами.
На корпусе, например, ректификационной колонны предусматривают штуцера: ввода продукта и вывода пара, ввода флегмы и пара из кипятильника, вывода кубового остатка и циркулирующей кубовой жидкости в кипятильник. Кроме того, аппарат снабжают штуцерами для измерения давления и температуры по высоте аппарата, уровня жидкости, отбора проб и др.
Места ввода сырья и вывода промежуточных фракций зависят от состава сырья; поэтому предусматривают несколько запасных штуцеров по высоте колонны.
Корпус тарельчатой колонны может быть выполнен либо сварным, либо состоящим из царг.
Корпуса аппаратов, работающих при больших рабочих давлениях, а также аппаратов диаметром более 1200 мм выполняют цельносварными. Аппараты диаметром 400-1000 мм изготовляют в царговом исполнении, если рабочее давление в них не превышает 1,6 МПа.
Аппараты в царговом исполнении снабжают неразъемными тарелками (рис. 7), представляющими собой отбортованный металлический диск с устройствами (отверстия, клапаны, колпачки) для ввода пара (газа) на тарелку и слива жидкости. Для создания необходимого уровня жидкости на тарелке 4 установлены сливная 2 и переливная 3 перегородки. Высота переливной перегородки постоянна; она образует так называемый переливной карман, в который погружена сливная труба 1 расположенной выше тарелки. Высоту сливной перегородки можно регулировать для поддержания необходимого уровня жидкости на тарелке.
Нижняя тарелка в царге установлена на кронштейнах, а остальные – на стойках. Упорные кольца предназначены для герметизации тарелок. В зазоре между тарелкой и корпусом колонны установлены прокладки из асбестового шнура, закреплённые нажимным кольцом, скобами и шпильками.
Царга тарельчатой колонны
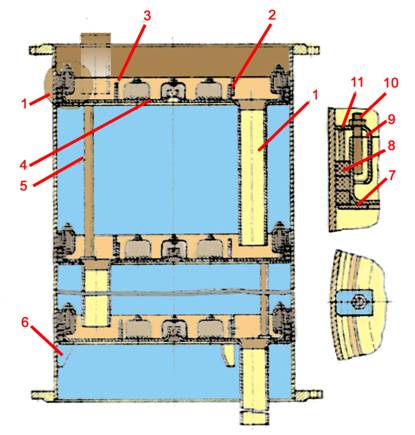
Рис. 7
В аппаратах диаметром 1200 мм и более используют тарелки разборной конструкции. Они состоят из отдельных секций 4, которые крепятся к опорной раме (рис. 8) струбцинами 2, винтами 3 и прижимными планками 5. Опорная рама приварена к корпусу колонны. Герметичность соединений секций тарелки с опорной конструкцией обеспечивают прокладки 6.
Узел крепления секции тарелки к корпусу аппарата
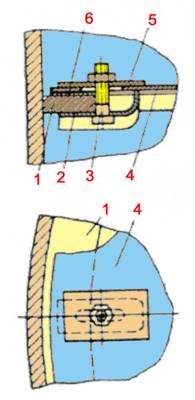
Рис. 8
Конструкция узла ввода сырья в колонну зависит от фазового состояния поступающей смеси. Жидкое питание, а также орошающая жидкость (флегма), вводятся непосредственно в переливные карманы тарелок. Переливные карманы, в которые вводится жидкость, обычно углублены ниже тарелки примерно на 300 мм. Иногда для гашения энергии струи в переливном кармане устанавливают отражательную пластину 2 (рис.9, а).
При подаче сырья в парожидкостном состоянии энергия струи может быть весьма большой и вызывает изнашивание корпуса 1 колонны. Для защиты корпуса аппарата от эрозионного воздействия струи сырье подается через специальное устройство - улиту. Форма улиты должна обеспечивать равномерное распределение пара по сечению аппарата. На рис. 9, б показана конструкция улиты для ввода сырья одним потоком, на рис. 9, в - двумя потоками. В этих конструкциях улита 3 крепится к корпусу колонны. Штуцера 4 ввода сырья в колонну быстро изнашиваются, поэтому их защищают гильзой 5, замена которой при ремонте колонны не сложна. В колонне с боковыми выводами, предназначенной для разделения смеси на несколько компонентов, вывод жидкости из колонны осуществляется так же, как и ввод - из углубленных переливных карманов (рис. 9, г). Выводная труба должна быть погружена в жидкость во избежание выхода через нее паров.
Варианты ввода и вывода продуктов из колонны
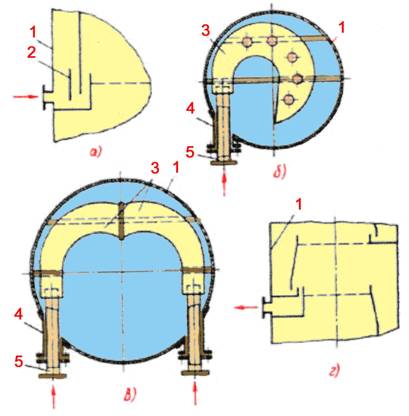
Рис. 9
При использовании двух - и четырех поточных сливов жидкость, как правило, отбирают из карманов центральных сливов.
Корпуса серийно выпускаемых аппаратов для неагрессивных сред изготовляют из углеродистых сталей (ВСтЗсп5, 20К, 16ГС), аппаратов для агрессивных сред - из коррозионно-стойких сталей (08Х22Н6Т, 12Х18Н10Т, 10Х17Н13МЗТ) или из сталей с плакирующим слоем. Кроме того, аппараты можно изготовлять из чугуна, меди, керамики, стекла и других материалов.
2.1.6. Основные параметры контактных массообменных устройств
В химической и других отраслях промышленности, где применяют массообменную аппаратуру для процессов абсорбции и ректификации, используют различные конструкции контактных устройств (тарелок).
В области газоразделения обработка больших объемов продукции происходит при значительном избыточном давлении, высокой производительности по жидкости и сравнительно небольших скоростях газа.
Отдельные отрасли химии требуют разработки массообменных аппаратов для разделения термостойких продуктов в объёмах, исчисляемых несколькими килограммами или десятками килограммов в час.
Несмотря на разнообразие условий, в которых протекают массообменные процессы в системе газ-жидкость (пар-жидкость), можно найти ряд общих параметров, характеризующих работу контактных устройств, для оценки возможности использования контактных устройств в конкретных условиях. При оценке контактных устройств массообменных аппаратов используют следующие параметры.
Производительность по жидкости L, м3/(м2 ·с) и производительность по пару, или F-фактор пара, F = w'/![]() ,
,
где F- в (м/с) (кг/м3)-0,5; w' — скорость пара (газа), рассчитанная на площадь свободного сечения, колонны, м/с; rп – плотность пара (газа), кг/м3.
Диапазон устойчивой работы контактного устройства — отношение максимальной и минимальной производительности по газу (пару), при котором устройство работает без заметного снижения эффективности. Этот показатель весьма важен в условиях, когда изменение производительности по пару значительно по высоте аппарата.
При оценке контактного устройства можно учитывать и такие параметры, как возможность работы на средах, склонных к поляризации, технологичность, удельная металлоемкость и др. Выбор контактного устройства определяется условиями проведения процесса. Для процессов, протекающих под давлением, решающее значение имеют капитальные затраты на оборудование. Для уменьшения размеров оборудования стремятся к увеличению скоростей по жидкости и пару. При выборе контактного устройства для вакуумных колонн решающее значение имеет гидравлическое сопротивление теоретической тарелки.
2.1.7. Конструкции контактных массообменных устройств
Тарельчатые контактные устройства можно классифицировать по многим признакам; например, по способу передачи жидкости с тарелки на тарелку различают тарелки с переточными устройствами и тарелки без переточных устройств (провальные).
Тарелки с переточными устройствами имеют специальные каналы, по которым жидкость перетекает с одной тарелки на другую, причем по этим каналам не проходит газ. На провальных тарелках нет переливных устройств, и жидкость, и газ проходят через одни и те же отверстия или прорези в полотне тарелки. Эти прорези работают периодически: в определенный момент времени одни прорези пропускают пар, другие - жидкость; затем их роли меняются. По характеру взаимодействия газового и жидкостного потоков различают тарелки барботажного и струйного типов. Тарелки, на которых сплошной фазой является жидкость, а дисперсной - газ или пар, называют барботажными. На струйных тарелках дисперсной фазой является жидкость, сплошной - газ; потоки взаимодействуют в прямоточном режиме на поверхности капель и жидкостных струй, взвешенных в газовом потоке.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 |
