


Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Допускается удаление дефектов сварных соединений ручной кислородной резкой или воздушно-дуговой поверхностной резкой при обязательной последующей зачистке поверхности реза абразивным инструментом на глубину 1-2 мм с удалением выступов и наплывов.
8.71. Все ожоги поверхности основного металла сварочной дугой следует зачищать абразивным инструментом на глубину 0,5-0,7 мм.
8.72. При удалении механизированной зачисткой (абразивным инструментом) дефектов сварных соединений, корня шва и прихваток риски на поверхности металла необходимо направлять вдоль сварного соединения:
при зачистке мест установки начальных и выводных планок - вдоль торцевых кромок свариваемых элементов конструкций;
при удалении усиления шва - под углом 40-50° к оси шва.
Ослабление сечения при обработке сварных соединений (углубление в основной металл) не должно превышать 3 % толщины свариваемого элемента, но не более 1 мм.
8.73. При удалении поверхностных дефектов с торца шва абразивным инструментом без последующей подварки допускается углубляться с уклоном не более 0,05 на свободной кромке в толщину металла на 0,02 ширины спариваемого элемента, но не более чем на 8 мм с каждой стороны. При этом суммарное ослабление сечения (с учетом допустимого ослабления по толщине) не должно превышать 5 %. После обработки торцов швов необходимо притупить острые грани.
8.74. Исправление сварных соединений зачеканкой не допускается.
8.75. Остаточные деформации конструкций, возникшие после монтажной сварки, необходимо устранять термическим или термомеханическим воздействием в соответствии с требованиями п. 4.2.
8.76. Методы и объемы неразрушающего контроля элементов монтируемых конструкций приведены в дополнительных правилах разд. 4.
Тема 6
Инверторные источники питания сварочной дуги
Принцип действия сварочного инвертора
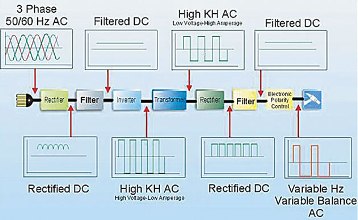
Переменный ток от потребительской сети, частотой 50 Гц, поступает на выпрямитель. Выпрямленный ток сглаживается фильтром, затем полученный постоянный ток преобразуется инвертором с помощью специальных транзисторов с очень большой частотой коммутаций в переменный, но уже высокой частоты 20-50 кГц. Затем переменное напряжение высокой частоты понижается до 70-90 В, а сила тока соответственно повышается до необходимых для сварки 100-200 А. Высокая частота является основным техническим решением, которое позволяет добиться колоссальных преимуществ сварочного инвертора, если сравнивать с другими источниками питания сварочной дуги.
Устройство сварочного инвертора
В инверторном сварочном аппарате сила сварочного тока нужной величины достигается путем преобразования высокочастотных токов, а не путем преобразования ЭДС в катушке индукции как это происходит в трансформаторных аппаратах. Предварительные преобразования электрических токов позволяют использовать трансформатор с очень малыми габаритами. К примеру, чтобы получить в инверторе сварочный ток 160А достаточно трансформатора вес, которого 250 г, а на обычных сварочных аппаратах необходим медный трансформатор с весом 18 кг.
Преимущества и недостатки сварочных инверторов
Главным достоинством инвертора является минимальный вес. Кроме того возможность применять для сварки электроды как переменного, так и постоянного тока. Что важно при сварке цветных металлов и чугуна. Инверторный сварочный аппарат имеет широкий диапазон регулировки сварочного тока. Это дает возможность для применения аргонодуговой сварки неплавящимся электродом.
Помимо этого в каждом инверторе есть функции: «Hot start» (горячий старт) для поджига электрода подаются максимальная величина тока, «Anti-Sticking» при коротком замыкании сварочный ток снижается до минимума, что не позволяет электроду залипать при соприкосновении с деталью, «Arc Force» - для предотвращения залипания в момент отрыва капли металла ток возрастает до оптимального значения.
Из недостатков сварочных инверторов можно назвать высокую стоимость (в 2 – 3 раза больше, чем у трансформаторов). Как и любая электроника, инверторы боятся пыли, поэтому производители рекомендуют хотя бы раза два в год вскрывать аппарат и удалять пыль. Если он работает на стройке или производстве, то чаще, по мере загрязнения. И как любая электроника сварочные инверторы не любят мороза. Так при температуре ниже -15оС эксплуатация инвертора возможна не во всех случаях, в зависимости от того, какие детали использовал производитель. Поэтому в таких условиях, нужно смотреть на технические характеристики, заявленные заводом-изготовителем. И еще одно, длина каждого из сварочных кабелей при подключении сварочного аппарата не должна превышать 2,5 метра, но к этому нужно просто привыкнуть.
Тема 7
Контроль качества сварных соединений
СОДЕРЖАНИЕ ПНАЭ Г -7-010-89
1. Общие положения
2. Категории сварных соединений
3. Получение разрешения на право выполнения сварки и наплавки
3.1. Общие требования
3.2. Порядок проведения аттестации технологии сварки
3.3. Область распространения аттестации
4. Аттестация контролеров
4.1. Общие положения
4.2. Порядок проведения аттестации
4.3. Оформление результатов аттестации
5. Требования к средствам контроля
6. Контроль качества сварочных и наплавочных материалов
6.1. Общие требования
6.2. Проверка сопроводительной документации
6.3. Проверка упаковки и состояния сварочных (наплавочных) материалов
6.4. Контроль металла шва и наплавленного металла
7. Контроль сборочно-сварочного и термического оборудования, аппаратуры и приспособлений
8. Операционный контроль
8.1. Общие требования
8.2. Контроль подготовки и сборки деталей под сварку и наплавку
8.3. Контроль процессов сварки и наплавки
8.4. Контроль термической обработки
9. Методы и объем неразрушающего контроля
9.1. Общие требования
9.2. Визуальный и измерительный контроль
9.3. Капиллярный контроль
9.4. Магнитопорошковый контроль
9.5. Радиографический контроль
9.6. Ультразвуковой контроль
9.7. Контроль прогонкой металлическим калибром (шариком)
9.8. Контроль герметичности
9.9. Гидравлические (пневматические) испытания
9.10. Порядок контроля
9.11. Объем контроля
10. Разрушающий контроль
10.1. Общие требования
10.2. Контроль при проверке качества сварочных (наплавочных) материалов
10.3. Контроль при производственной аттестации технологии выполнения сварных соединений и наплавки
10.4. Контроль производственных сварных соединений
11. Нормы оценки качества
11.1. Общие требования
11.2. Визуальный и измерительный контроль
11.3. Контроль прогонкой металлическим калибром (шариком)
11.4. Контроль герметичности
11.5. Капиллярный контроль
11.6. Магнитопорошковый контроль
11.7. Радиографический контроль
11.8. Ультразвуковой контроль
11.9. Гидравлические (пневматические) испытания
11.10. Механические испытания
11.11. Металлографические исследования
11.12. Испытания на стойкость против межкристаллитной коррозии
11.13. Определение содержания ферритной фазы в наплавленном металле
11.14. Контроль химического состава
12. Контроль исправления дефектов
13. Требования к отчетной документации
13.1. Общие требования
13.2. Отчетная документация по контролю квалификации персонала
13.3. Отчетная документация по контролю материалов
13.4. Отчетная документация по операционному контролю
13.5. Отчетная документация по приемочному контролю
14. Отступления от установленных требований
Приложение 1. Термины и основные понятия
Приложение 2. Форма протокола заседания аттестационной комиссии
Приложение 3. Форма удостоверения контролера
Приложение 4. Форма протокола заседания комиссии по аттестации контролеров
Приложение 5. Механические свойства металла шва и наплавленного металла и характеристики сварных соединений
Приложение 6. Требования к химическому составу наплавленного металла
Тема 8
Требования к персоналу, выполняющему руководство, контроль и производство сварочных работ на ОИАЭ
ПНАЭГ Г-7-003-87
ПРАВИЛА АТТЕСТАЦИИ СВАРЩИКОВ ОБОРУДОВАНИЯ И ТРУБОПРОВОДОВ АТОМНЫХ ЭНЕРГИтических установок
Правила устанавливают порядок аттестации сварщиков (в том числе операторов автоматических сварочных установок) на допуск к выполнению сварки и наплавки при изготовлении, монтаже, реконструкции и ремонте оборудования и трубопроводов атомных электростанций, станций теплоснабжения, теплоцентралей, опытных и исследовательских ядерных реакторов и установок, подконтрольных Госатомэнергонадзору России, согласно "Правилам устройства и безопасной эксплуатации оборудования атомных электростанций, опытных и исследовательских ядерных реакторов и установок".
Аттестацию сварщиков проводят путем проверки их теоретических знаний и практических навыков по выполнению соответствующих сварочных работ. При проверке теоретических знаний сварщики должны сдать экзамен аттестационной комиссии. При проверке практических навыков сварщики должны выполнить контрольные сварные соединения (наплавки). Сварщикам, успешно прошедшим аттестацию, выдаются удостоверения о допуске к выполнению соответствующих сварочных работ.
Аттестация сварщиков проводится постоянно действующими аттестационными комиссиями, создаваемыми …. на предприятиях или при специализированных организациях.
В состав аттестационной комиссии должны входить высококвалифицированные специалисты по сварочному производству, в том числе руководитель сварочных работ предприятия (или его заместитель),представители служб технического контроля и техники безопасности.
Состав комиссии утверждается приказом по предприятию (организации).
Аттестационная комиссия предприятия (организации) может проводить аттестацию сварщиков других предприятий, не имеющих своих аттестационных комиссий.
По основному назначению сварочные работы подразделяются на следующие виды:
· выполнение сварных соединений (включая наплавку кромок под сварку);
· вварка труб в трубные решетки;
· наплавка антикоррозионного покрытия.
Выполнение сварных соединений.
При аттестационных испытаниях должны учитываться следующие характеристики сварных соединений:

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 |
