
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Особенности механизма карбамидоформальдегидной поликонденсации и пространственной структуры отвержденной смолы обуславливают некоторые свойства клеев на основе карбамидоформальдегидных смол. С увеличением в исходной смоле содержания метилольных и эфирных групп увеличивается выделение формальдегида и воды в процессе отверждения клеев. Если в отвержденной смоле сохраняются в значительном количестве свободные метилольные группы, заметно снижаются прочность и водостойкость клеевого слоя.
Механизм образования меламиноформальдегидных смол еще менее изучен, чем механизм образования карбамидоформальдегидных смол. По аналогии с последним считают, что на первой стадии реакции образуются метилольные производные меламина, причем к 1 молю меламина могут присоединяться от 1 до 6 молей формальдегида. Образование первичных продуктов с тем или иным содержанием метилольных групп зависит от условий проведения реакции: температуры, pH среды и соотношения исходных мономеров. Первые три моля формальдегида обычно присоединяются легко при сравнительно низкой температуре (около 40 °С). Для образования же гексаметилолмеламина требуется больший избыток формальдегида и более высокая температура (80 °С) по сравнению с другими метилольными производными.
Отверждение меламиноформальдегидных смол идет в присутствии кислого катализатора при высокой температуре (130-150 °С), при этом образуются сшивки между макромолекулами в результате взаимодействия метилольных групп между собой с образованием метиленовых и простых эфирных связей.
Поскольку функциональность метилольных производных меламина значительно выше, чем у соответствующих производных карбамида, то и поперечных связей между макромолекулами меламиноформальдегидных смол образуется значительно больше.
Применение меламиноформальдегидных смол в широких масштабах ограничивается высокой стоимостью меламина, поэтому важное значение приобрели карбамидомеламиновые смолы, в которых часть меламина заменен более дешевым карбамидом.
Для синтеза карбамидомеламиноформальдегидных смол с заранее заданными свойствами наиболее пригодна реакция совместной поликонденсации карбамида и меламина с формальдегидом. Преимущества такой поликонденсации обусловлены протеканием реакции в гомогенной среде с образованием карбамидомеламиноформальдегидных сополиконденсатов.
В данной работе исследована возможность получения продуктов совмещения двух видов смол – карбамидомеламиноформальдегидной шведского производства и карбамидоформальдегидной марки КФ-Ж, которые смешивали между собой в разных соотношениях в течение 30 мин при комнатной температуре.
Отверждение совмещенной смолы идет в присутствии кислого катализатора, при этом образуются сшивки между макромолекулами в результате взаимодействия метилольных групп между собой с образованием метиленовых и простых эфирных связей. Процесс отверждения смолы сопровождается выделением воды и формальдегида.
Для отверждения карбамидомеламиноформальдегидной смолы шведского производства используется отверди, который содержит муравьиную кислоту. Отвердителем карбамидоформальдегидной смолы марки КФ-Ж отечественного производства является щавелевая кислота 10%-ной концентрации. В результате установлена совместимость этих видов для использования совмещенных смол в технологии клееных деревянных конструкций.
Несмотря на различие свойств карбамида и меламина, процесс конденсации их с формальдегидом протекает по общей схеме с образованием в начальной стадии метилольных соединений карбамида и меламина, а затем продуктов сополиконценсации. Скорость реакции конденсации зависит от количественных соотношений исходных реагирующих веществ, температуры и рН среды. Исследования показали. Что при получении КМФС целесообразно проведение конденсации карбамида и меламина с формальдегидом в среде с исходным значением рН формалина 6,5–7. Большое влияние на один из основных показателей совмещенной смолы (водостойкость) оказывает количественное соотношение карбамида и меламина в исходной смеси, подвергающейся конденсации с формальдегидом. Достаточно высокой стойкостью к действию кипящей воды обладают карбамидомеламиноформальдегидные смолы, содержащие 10—20 % карбамидоформальдегидной смолы, что соответствует весовому соотношению карбамидомеламиноформальдегидной и карбамидоформальдегидной смол в исходной смеси 90:10 и 80:20. С увеличением количества карбамидоформальдегидной смолы до 40-50 % показатели водостойкости клеевого шва на этих клеях резко снижаются.
За последнее время клеи на основе меламино - и карбамидомеламиноформальдегидных смол получили значительное распространение для склеивания различных древесных материалов. Их основное преимущество перед карбамидными смолами - более высокая водостойкость, свето - и теплостойкость, а также химическая стойкость.
Анализируя свойства и области применения рассматриваемых типов смол, можно сделать вывод, что в настоящее время отсутствует дешевая карбамидомеламиноформальдегидная смола, обладающая нужными технологическими свойствами для склеивания древесины холодным способом. В связи с этим была поставлена задача по разработке такой смолы.
Методикой исследования было предусмотрено как изучение свойств получаемых совмещенных клеев, так и исследование клееных деревянных конструкций с использованием этих клеев.
При исследовании свойств клеев в основном изучали их жизнеспособность, а при исследовании свойств клееных деревянных конструкций проводили ряд экспериментов.
В опытах использовали древесину сосны влажностью 12%. Из склеенных между собой заготовок получали образцы для испытания предела прочности при скалывании по клеевому слою вдоль волокон древесины. Переменным фактором являлся процент (массовая часть) замены карбамидомеламиноформальдегидной смолы на карбамидоформальдегидную смолу марки КФ-Ж, который варьировали от 10 до 40% с градацией 10%.
Для установления рецептуры совмещенного клея исследовали физико-механические свойства склеенных образцов древесины сосны влажностью 12%.
Выходные параметры исследования физико-механических свойств клеевых соединений следующие:
1. Предел прочности при скалывании по клеевому слою (вдоль волокон древесины) в сухом состоянии, МПа (ГОСТ 15613.1 – Метод определения предела прочности при скалывании по клеевому слою).
2. Предел прочности при скалывании по клеевому слою (вдоль волокон древесины) после 24-часового вымачивания в воде при температуре 18-22 °С, МПа (по ГОСТ 17005-82 - Метод определения водостойкости клеевых соединений).
Провели исследования следующих рецептур клеев (таблица 5.1)
Таблица 5.1 – Рецептуры совмещенных клеев
Рецепт, № | Смола КМФС (с отвердителем), м. ч. | Смола КФ-Ж (с отвердителем), м. ч. |
1 | 100 (контроль) | - |
2 | 90 | 10 |
3 | 80 | 20 |
4 | 70 | 30 |
5 | 60 | 40 |
6 | - | 100 (контроль) |
Клеи готовили с расходом 250 г/м2 площади заготовки (0,5*0,05 м).
Выдержка приготовленных клеев до нанесения составляла от 10 до 20 минут.
Контроль расхода клея осуществляли весовым методом. Клеи наносили на одну поверхность с помощью ручного шпателя. Продолжительность открытой выдержки не превышала 5 минут, а закрытой от 5 до 10 минут.
Склеиваемые заготовки помещали в пресс с давлением склеивания 1 МПа. Продолжительность выдержки под давлением составляла 24 часа. Склеиваемые заготовки выдерживали 3 суток после склеивания, после чего их раскраивали на образцы по конфигурации и размерам, соответствующим ГОСТ 15613.1.
Образцы испытывали на предел прочности при скалывании по клеевому слою в сухом состоянии и после 24-часового вымачивания в воде при температуре 18-22 °С. Вымачивание образцов в воде осуществляли в сосуде со слоем воды над поверхностью образцов 20 мм.
Образцы испытывали на испытательной машине ИР-50-3 Ивановского завода «Точприбор» со скоростью нагружения 10 мм/мин и с погрешностью измерения нагрузки до 1%. Для испытания использовали приспособление по ГОСТ15613.1-84.
Размеры скалываемой поверхности образцов измеряли штангенциркулем по ГОСТ 166-80 с погрешностью измерения до 0,1 мм. Из полученной партии образцов 20 образцов отбирали случайным образом (2 партии по 10 образцов). Одну партию испытывали в сухом состоянии, другую – после 24-часового вымачивания в воде.
Основной показатель качества клея – его клеящая способность – оценивается по прочности клеевого соединения на образцах различных форм и из различных древесных материалов. Наиболее распространенным являются испытания на скалывание вдоль волокон на образцах, идентичных образцам для аналогичных испытаний цельной массивной древесины. Испытание на скалывание предусматривает применение образцов формы показанной на рисунке 1.
Для проверки клеящей способности клеев применяется метод скалывания вдоль волокон по клеевому шву по ГОСТ 15613.1-84, причем клееные образцы изготовляют из древесины той породы, из которой изготавливают клееную продукцию по технологии склеивания, применяемой для данного вида продукции.
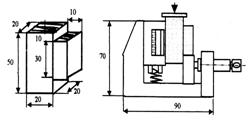
Рисунок 5.1 – Малый образец для проверки клеящей способности клеев и приспособление для испытания.
Преимущество способа заключается в простоте формы образца и процедуры испытания, в возможности концентрации напряжений сдвига в узкой зоне клеевого соединения. Однако метод не дает чистого сдвига из-за наличия эксцентриситета сил, приложенных к образцу. Кроме касательных напряжений, в клеевом соединении возникают значительные нормальные напряжения отрыва поперек волокон, поэтому получаемые показатели прочности рассматривают как относительные, служащие для сравнения с нормативными данными, но не как расчетные характеристики.
Статистические результаты проведенных нами испытаний клеевых соединений образцов сосны на совмещенных клеях, полученных холодным склеиванием, представлены в таблицах 5.2, 5.3 и 5.4. Испытания проведены в соответствии с ГОСТ 15613.1-84 и ГОСТ 17005-82.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 |
