

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Из рисунка видно, что прохождение газа возможно только в одном направлении. Если его подключить к редуктору (на рисунке 7 он показан цифрой 1), то подача газа к резаку станет невозможной. Этот клапан можно подключать только к резаку или горелке. Клапаны для подключения к редуктору имеют стрелку, направленную от накидной гайки к резьбовому концу.

Рисунок 7– Установка огнепреградительных клапанов
Таким образом, для дополнительной защиты аппаратуры и резинотканевых рукавов от разрывов и возгорания при обратных ударах пламени, допустимо применять клапаны обратные огнепреградительные типа КОГ(КОК), которые, в свою очередь, могут устанавливается на горелку и баллон.
3 Технология сварки с применением газа МАФ.
Технология сварки (резки, наплавки) с использованием МАФ ничем не отличается от технологии ацетилено-кислородной сварки( резки, наплавки). При выполнении работ на объектах подведомственных Промнадзору, в соответствии с требованиями НТД, перед проведением газосварочных работ с применением МАФ-газа необходимо провести работу по аттестации (квалификации) технологии сварки по СТБ ISO 15607-2009.
3.1 Техника сварки
Пламя газа МАФ, как и любого углеводородного пламени, может быть науглероживающим, нейтральным, окислительным. Науглероживающее пламя получается при расходе кислорода к расходу горючего газа МАФ порядка 2,2:1 или ниже (для справки: при горении примерно одна часть кислорода забирается из баллона, остальное – из окружающего воздуха) науглероживающее или «восстановительное» пламя используется для сварки легко окисляющих сплавов, например, сплавов алюминия.
При увеличении подачи кислорода или уменьшении подачи горючего газа науглероживающее пламя исчезает, и этот момент отношения расхода кислорода к расходу горючего газа составляет 2,3: 1. Внутреннее ядро пламени имеет синий цвет, это нейтральное пламя газа МАФ, применяется для сварки низкоуглеродистой стали. При этом пламя остаётся нейтральным до тех пор, пока соотношение в горючей смеси составляет 2,5: 1.
Соотношение газов в горючей смеси (при соответствующем опыте сварщика) можно установить по внешнему виду пламени, а мощность – по скорости нагрева до плавления основного металла, глубине его проплавления. А также по форме жидкотекучести сварочной ванны, которая должна иметь зеркальную поверхность с минимальным количеством шлаков. Плавление присадочной проволоки должно происходить спокойно без значительного разбрызгивания и выделения искр.
При увеличении подачи кислорода образуется окислительное синее пламя с укороченным ядром и громким звуком горения, наименее пригодное для работы, за исключением таких работ, как, например, сварка и пайка меди и её сплавов. Следует знать, что, в принципе, ядро даже нейтрального пламени при использовании газа МАФ длиннее ацетиленового 1,5-2 раза.
Температура пламени смеси газа МАФ с кислородом, как уже говорилось ранее, несколько ниже температуры ацетилено-кислородного пламени, поэтому для получения одинакового времени получения первичной «жидкой ванны», тепловая мощность пламени газа МАФ в смеси с кислородом может быть увеличена. Для получения хорошего качества шва при газовой сварке МАФ-газом необходимо правильно выбрать присадочный материал (СВ08Г2С), мощность горелки, номер наконечника и отрегулировать сварочное пламя. В целом сварка газом МАФ не отличается от сварки ацетиленом.
Мощность горелки и номер наконечника выбирают по толщине свариваемого материала. Обычно на наконечниках указывают толщину свариваемого материала, для которой предназначен данный наконечник.
Данные о подготовке кромок и режимы сварки стали, приведены в таблице 6,7.
Таблица 6 – Режимы сварки стали
Толщина свариваемого металла, мм | Предварительный зазор в стыке, мм | Угол скоса кромок, град. | Расстояние между прихватками, мм | Диаметр сварочной проволоки, мм. | Номер наконечника горелки | Расход газа, л/час | Скорость сварки, м/час | |
МАФ | Кислород | |||||||
0,5-1 | 1-1,5 | Без скоса | 10-40 | 1-1,5 | 1-2 | 30-90 | 70-210 | 7-10 |
1-2 | 1,5-2 | тоже | 20-80 | 1,5-2 | 2-3 | 60-180 | 140-415 | 5-7 |
2-3 | 2-3 | тоже | 40-120 | 2-3 | 3-4 | 120-270 | 280-620 | 4-5 |
3-4 | 3-4 | 60-90 | 60-240 | 3-4 | 4-5 | 180-540 | 415-1240 | 1,6-4 |
Существенным в подготовке кромок под сварку является уменьшение притупления кромок и увеличение зазора между свариваемыми частями. При S>3 мм делается скос кромок. Кромки, подлежащие сварке и прилегающие к ним части поверхности металла шириной 15-20 мм, также сварочную проволоку следует тщательно зачистить.
Таблица 7 – Нормы расхода материалов на 1 м шва для сварки низкоуглеродистой стали газом МАФ
|
3.2.2 Конструктивные элементы и размеры
Конструктивные элементы и размеры сварных соединений труб, а также подготовка кромок свариваемых изделий устанавливает ГОСТ 16037, а также рекомендации настоящей инструкции. При подготовке стыков труб по сварку необходимо руководствоваться «Правилами устройства и безопасной эксплуатации трубопроводов пара и горячей воды», ТКП 45-1.03-85-2007 «Внутренние инженерные системы зданий и сооружений. Правила монтажа».
, «Правилами промышленной безопасности в области газоснабжения Республики Беларусь», КД и другими документами.
3.2.3 Приемы сварки
Как и ацетиленом, сварка газом МАФ может производится как левым так и правым способами (рисунок 8).
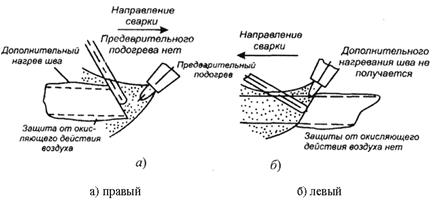
Рисунок 8– Способы газовой сварки
При левом способе горелку перемещают справа налево. Пламя направляют на кромки металла, находящиеся непосредственно перед швом, а конец сварочной проволоки держат впереди горелки. При этом способе обеспечивается хороший внешний вид шва, так как пламя не препятствует наблюдению за его формированием. Траекторию движений горелки и прутка зигзагообразное, встречнопересекающиеся. Этот способ применят для сварки металла толщиной до 4-5 мм.
При правом способе горелку перемещают слева направо, а сварочной проволокой следуют за горелкой. Пламя направляют на шов, благодаря чему обеспечивается медленное его остывание и более высокое качество. Сварочная ванна закрыта пламенем горелки, что затрудняет наблюдение за формированием шва, в связи, с чем внешний вид швов при правом способе хуже, чем при левом. Сварку выполняют при прямолинейном движении горелки и спиральном перемещении сварочной проволоки или при зигзагообразном согласном их движении.
При выполнении рекомендации п. 3.2 приемы и способы сварки газом МАФ не отличаются от ацетиленовой сварки и доступны любому квалифицированному сварщику.
Угол наклона мундштука горелки при сварке зависит о толщины свариваемого металла (рисунок 9).
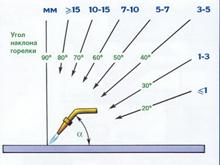
Рисунок 9– Угол наклона мундштука горелки
Расход газа МАФ при сварке низкоуглеродистой стали, определяется по формуле:
для сварки левым способом V = (60+70) * δ
для сварки правым способом V = (75+90) * δ
где Y – расход газа МАФ, л/ч;
δ – толщина свариваемых кромок, мм.
Расч2тный коэффициент замены ацетилена на газ МАФ равен 0,62. На практике следует расход считать при сварке равным для обоих газов, а расчётный коэффициент можно применять при работе МАФ на нагрев (резка, пайка, наплавка и пр.)
В помещении горелку зажигают, вначале открыв кислородный вентиль, чтобы получить пламя без копоти. Затем открыть вентиль МАФ газа и регулировкой смеси добиваться нейтрального пламени. Такое пламя должно иметь чётко различимые зоны (рисунок 10).
Сварка металла толщиной менее 5 мм производится за один проход. Следует поддерживать расстояние, между синим внутренним ядром пламени и ванной расплавленного металла порядка 1,5 мм. Сварочная ванна может быть получена при соприкосновении вершины ядра пламени с поверхностью металла. Однако ядро пламени не должно касаться расплавленного металла.
С целью повышения температуры пламени и компенсации несколько более медленного по сравнению с ацетиленовым пламенем первичного разогрева свариваемых материалов, сварка МАФ-кислородным пламенем может вестись в начальном этапе (фаза первичного разогрева) с повышенным содержанием кислорода в смеси (окислительным – «шумящим» пламенем):

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 |
