

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Приложение 1
Приложения 2.
Инструкционная карта
Содержание работы по заданию | Инструктивные указания и пояснения |
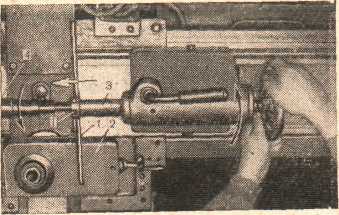
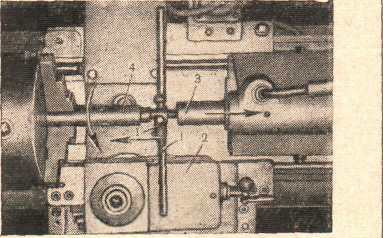
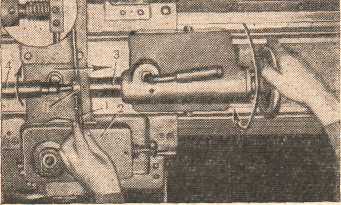
Наладка и настройка станка для нарезания резьбы плашкой Наладка станка для нарезания резьбы плашкой 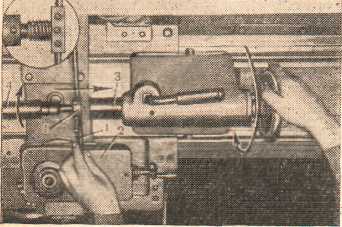 Настроить станок для нарезания резьбы плашкой. Нарезание резьбы плашкой нарезать резьбу плашкой
2. Свинтить плашку с нарезанной части детали
3. Проверить нарезанную резьбу | Установить и закрепить в трех кулачковом патроне деталь. Снять резцедержатель; переместить и закрепить заднюю бабку к правому концу детали с таким расчетом, чтобы между пинолью задней бабки (выдвинутой из корпуса на 30—40 мм) и торцом детали можно было вставить плашкодержатель с плашкой. Переместить нижние салазки до положения, при котором можно будет упереть рукоятку плашкодержателя в верхнюю часть суппорта Подобрать режим резания: скорость для стали 3-4 м/мин; чугуна — 2,5 м/мин; латуни — 9—15 м/мин. Настроить станок на выбранный режим резания Пустить станок. Взять плашкодержатель, в левую руку, установить его корпус в пиноль задней бабки и одной рукояткой в поверхность верхней поворотной части суппорта; вращая маховик задней бабки по часовой стрелке, подать при помощи пиноли плашку на вращающуюся деталь. Как только плашка полностью навинтится на нарезаемую часть детали, вращением маховика в обратную сторону против часовой стрелки, отвести пиноль в исходное положение. Следить, чтобы плашка на ходу станка не подошла вплотную к уступу детали. Подвести плашку вплотную к уступу, вращая патрон или плашкодержатель, вручную. Применять смазочно-охлаждающую жидкость: для стальных деталей — эмульсию простую и осерненную, растительные и смешанные масла, вареное масло; для чугунных деталей — без охлаждения или керосин; для латунных — сурепное масло; для бронзовых — без охлаждения или сурепное масло; алюминий и его сплавы — без охлаждения или керосин, или сурепное масло. Пустить станок на обратное вращение шпинделя и, придерживая плашкодержатель левой рукой, свинтить его. Обратить внимание на отвод пиноли на расстояние, достаточное для свободного схода плашкодержателя с детали Проверить резьбу калибром-кольцом или ранее нарезанной гайкой (втулкой) Если проходное калибр-кольцо не навинчивается на резьбу или непроходное, наоборот, навинчивается, следует заменить плашку на такую же другую |
Приложение 3.
Памятка для мастера производственного обучения
Уважаемые коллеги! Предлагаю Вам эти рекомендации исходя из собственного опыта и на основании изучения многочисленных инструкций. Помните, что
1. поощрение за бережное, экономное отношение к материально - техническим средствами и наказание за халатное, расточительное отношение - способствуют экономическому воспитанию, воспитанию чувства хозяина;
2. систематическая организация выставок работ учащихся закрепляет интерес к труду, к выбранной профессии;
3. повышение оценки за красоту изделия, тщательную внешнюю отделку - способствует эстетическому воспитанию;
4. четкая организация учебной работы - приучает к дисциплинированности;
5. постановка в процессе обучения содержательных задач и проблем, когда у учащихся возникает потребность в самостоятельном поиске решений, содействуют развитию у них познавательной активности;
6. правильно раскрытая учащимся цель урока обеспечивает сознательное усвоение знаний, умений и навыков;
7. вооружение учащихся способами самоконтроля в процессе выполнения операции - позволяет воспитывать умение саморегуляции своих действий и так далее.
8. Важным для достижения поставленных воспитательных целей является личный пример мастера, а также четкое планирование воспитательной работы.
9. продуманные общественные обязанности учащихся - воспитывают чувство ответственности;
10. умелая организация соревнования бригад или отдельных учащихся - развивает их активность, творческое мышление;
Маршрутная карта Технологического процесса | Номер карты | ||||||
Обозначение и наименование детали | Код технологического процесса | ||||||
шпилька | |||||||
Код и наименование материала | Профиль и размеры заготовки | Номер расхода | Код заказа | ||||
Сталь 45 | Ш10 | ||||||
ГОСТ 1050-88 | 10Ч101 | Код на заказ | |||||
Номер | Наименование и содержание операции | Оборудование (код, наименование, инвентарный номер, шифр наладки) | Оснастка (код, наименование) | Код изгото- вляемых деталлей | Разряд работы | Тш. к | Рас- ценка |
цеха | Уч-ка | опер | |||||
01 | Заготовительная: | ||||||
Получить заготовку Ш 10мм. L=101мм | |||||||
02 | Токарно-винторезная: | токарно-винто - резный станок, патрон 3х кулачковый, патрон | Резец проходной отогнутый, проходной упорный. Плашка М8 | ||||
Закрепить заготовку в 3х кулачковом патроне, | |||||||
подрезать торец на L=0,5 мм. Проточить Ш 7,8мм. на L=30мм., снять фаску 1Ч45є. | |||||||
Нарезать резьбуМ8 h6 на L=20мм. | |||||||
Переустановить и подрезать торец | |||||||
в размер L =100 мм. Проточить Ш 7,8мм. на L=30мм., снять фаску 1Ч45є. | |||||||
Нарезать резьбуМ8 h6 на L=20мм. | |||||||
03 | Контрольная: | ||||||
Контролировать размеры детали по чертежу | ШЦ-1 ШЦ-2 |
Используемая литература:
Основные источники:
«Общие основы технологии металлообработки и работ на металлорежущих станках»
Богдасарова токарных работ Москва, «Академия», 2014
Дополнительные источники:
«Токарь высокой квалификации», Москва, «Академия», 2007
др. «Справочник станочника» Москва «Академия» 2006.
«Токарь. Технология обработки» Москва «Академия» 2007

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 |
