
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Технологическая революция в hische
Два новых сварочных процесса — целый ряд экономичных решений
coldArc®: на 40 % быстрее для идеального корня шва
Мюндерсбах, 25 июля 2012 года. Проектирование, производство, а также ввод в эксплуатацию установок и оборудования для кораблестроения и энергетики — основной вид деятельности компании hische AG Stahlbau und Industrieanlagenbau, которая находится в тихом городе Зулинген, 50 км к югу от Бремена. Здесь изготовляются палубные устройства, спасательные средства и краны для партнеров и международных заказчиков (фото 1), а также системы газо - и нефтеснабжения для газотурбинных электростанций, включая соответствующие гидравлические системы и щиты управления. 90 % всех компонентов соединяются посредством сварки, при этом крайне важен высокий уровень надежности, экономичности и качества. После внедрения самых современных инверторных источников сварочного тока от технологического лидера EWM HIGHTEC WELDING (Мюндерсбах) компания hische прилагает намного меньше усилий для соответствия этим требованиям. Главными инструментами в этом процессе являются инновационные методы сварки coldArc® и forceArc®. Благодаря последнему предприятие успешно дебютировало на рынке больших кранов.
Высокий уровень надежности с оптимальной эффективностью
Технологическую революцию в hische Ральф Нитше, инженер-специалист по сварке и уполномоченный по вопросам качества на предприятии, начал с поиска эффективных методов сварки огромного количества круговых швов на трубных компонентах для газотурбинных электростанций: фильтрующие установки, измерительные блоки, станции регулирования давления (фото 2).
Основными материалами являются стали согласно американскому стандарту ASTM (American Society for Testing and Materials). Например, согласно EN P235GH-TC1 (DIN ST 35.8), (ASTM, A 369) или холодновязкие стали для низкотемпературной техники. Диаметр труб составляет от DN 200 (толщина стенки 8,2 мм) до DN 800 (толщина стенки до 22 мм) (фото 3).
Ко всем компонентам предъявляются высокие требования в отношении надежности, поэтому проводятся соответствующие испытания — каждый шов подвергается рентгеноконтролю.
«Надежный сварочный шов — это на 100 % идеальный сварочный шов, — утверждает Ральф Нитше, — раньше мы достигали такого результата при помощи метода сварки TIG (вольфрам, инертный газ). Уже на протяжении двух лет для заварки корня шва мы успешно используем холодную короткую дугу метода сварки MIG/MAG с технологией coldArc® — результаты говорят сами за себя. Сварка производится при помощи двух высокодинамичных инверторных источников сварочного тока типа Phoenix 451». (Примечание: после выпуска нового поколения аппаратов EWM технология сварки coldArc® доступна только в сварочном аппарате alpha Q). Инженер-специалист по сварке продолжает: «Этот процесс позволил нам добиться знаменитого качества сварки TIG со скоростью MAG, поэтому заварка корня занимает теперь на 40 % меньше времени».
Отменное обслуживание: партнерство приносит плоды
Решение в пользу новых источников тока было принято не в последнюю очередь благодаря полной поддержке Гаральда Тепинга, консультанта по техническим вопросам компании P+M Schweisstechnik GmbH — дилера компании EWM в Хольдорфе (фото 4). Нитше комментирует: «Мы получили оптимальную поддержку со стороны P+M, обслуживание выше всяких похвал».
Доказательством того, что выгодное партнерское сотрудничество всегда приносит плоды, стали другие варианты использования источника тока Phoenix, найденные в рамках совместной работы: для стальных компонентов палубных устройств, кранов, лебедок, кран-балок (фото 5), спасательных систем, спускаемых методом свободного падения, для торговых и круизных судов, яхт, а также особо тяжелых кранов военных кораблей важны другие качества: направленная, концентрированная сварочная дуга, надежный, глубокий провар, хорошее пограничное схватывание, отсутствие дефектов сцепления и брызг. Это качества, которые обеспечивают аппараты Phoenix вместе с технологией forceArc®.
Для Нитше эта технология — идеальное решение для сварки коробчатых профилей и колонн для стрел кранов, изготовляемых на заводе: «Мы испытали возможности мощной сварочной дуги. Результаты убедили нас буквально сразу. Для наших материалов — листов толщиной от 5 до 40 мм из различных видов стали: от конструкционной S355JR до высокопрочной мелкозернистой S690QL1 — это идеальный метод сварки». Кроме того, для этих компонентов на предприятии используются два других источника тока Phoenix (тип 521) (фото 6).
Экономия по всем показателям
Ральф Нитше рассматривает технологические и экономические преимущества процесса как одно целое: «Например, при выполнении сварки старыми традиционными аппаратами MIG/MAG для обеспечения надежности соединения в зонах сгиба нашего коробчатого профиля длиной около трех метров мы использовали подкладки; невозможно выполнять сварку изнутри. Эти подкладки создавали неудобства не только при последующей сборке кранов. По сравнению с процессом forceArc® такой метод очень нерационален. Сегодня некоторые HV-швы с углом раскрытия кромок 50° мы выполняем со сплошным проваром с одной стороны и автоматически получаем подварочный шов на обратной стороне. Этот метод позволяет нам экономить материал для четырех подкладок и время на их изготовление, кроме того мы отказались от сварки прихватками. Нам остается только закрепить деталь и выполнить провар — так мы экономим два часа на каждой стреле. Вместе с этим мы снизили расход газа и сварочных расходных материалов».
В настоящее время предприятие тестирует метод forceArc® при уменьшенном угле раскрытия кромок (30°). В случае успешной проверки этот метод позволит еще больше сократить время сварки, расход присадочных материалов, количество необходимой электроэнергии, время на разделку кромок и доработку (фото 7).
Быстрый выбор необходимой настройки
Семь сертифицированных согласно стандарту DIN EN 287/ISO 9606 сварщиков, работающих на этом средних размеров предприятии, без проблем освоили новый метод. По мнению г-на Нитше, это также объясняется простым и удобным управлением новых аппаратов: «Из списка предварительно установленных сварочных заданий (JOBs) с оптимальной сварочной характеристикой путем считывания значений для материала, диаметра присадочной проволоки и типа защитного газа наши сварщики определяют для себя подходящий номер сварочного задания и выбирают его. При помощи однокнопочного устройства управления Synergic настраивается необходимая рабочая точка — скорость подачи проволоки или толщина листа. После этого аппарат готов к работе». Более того, сварщик может установить для одного задания до 16 процессов на устройстве подачи проволоки или нажатием кнопки вызывать их прямо на горелке.
Технология EWM для новых рынков
Новая технология сварки открыла для hische новые рынки: в 2011 году заводом были проданы два самых больших крана, когда-либо построенных для судов обеспечения. После такого дебюта в отрасли военно-морской техники компания намерена выйти на рынок кранов для морских платформ. В этой отрасли требования к качеству продукции и безопасности особенно высоки.
Иллюстрации:


Фото 1: В 2011 году компания hische продала самые большие краны, когда-либо построенные для судов обеспечения. Данные стенограммы: собственный вес 58 тонн, грузоподъемность 24 тонны, вылет стрелы 23,5 метра
Источник: hische AG

Фото 2: При помощи технологии coldArc® выполняется огромное количество круговых швов на компонентах труб для систем газо - и нефтеснабжения: «Залог надежности — идеальные сварные швы»
Источник: EWM


Фото 3: Эффективная заварка корня шва — почти на 40 % быстрее: «С технологией coldArc® мы добились знаменитого качества TIG со скоростью сварки MAG»
Источник: EWM
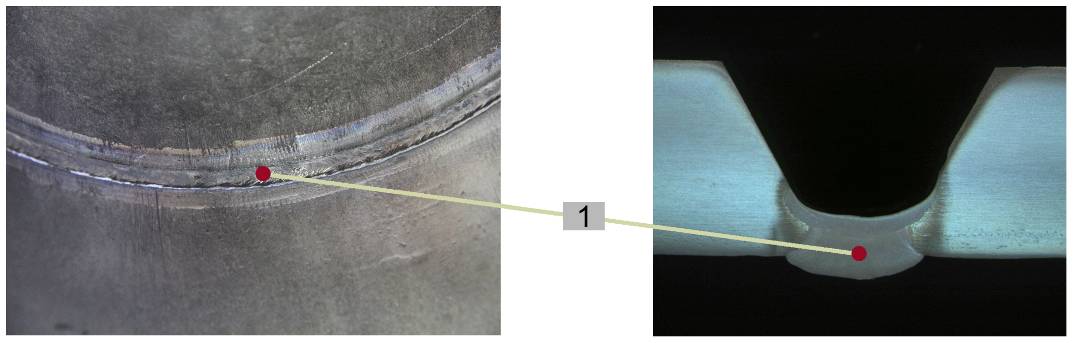
Фото 4: Корневой слой (1): с технологией сварки MAG coldArc® время сварки сократилось на 40 %.
Источник: EWM
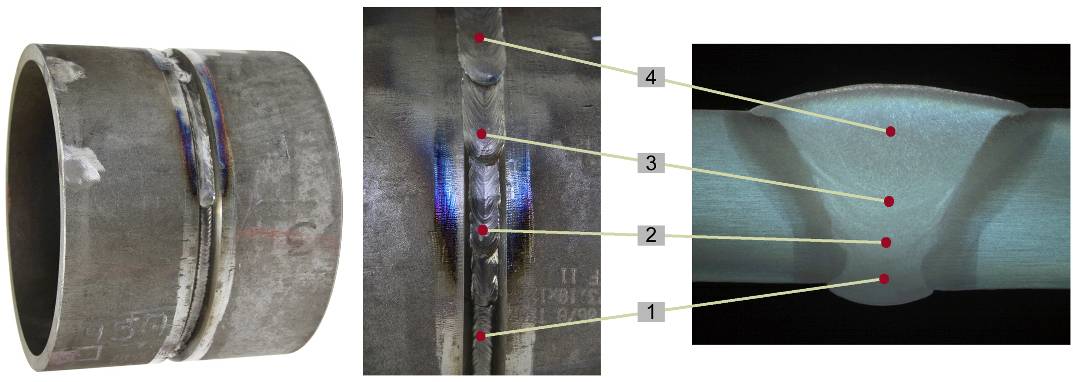
Фото 4a: Например: корневой слой (1): сварка MAG с технологией coldArc®; заполняющие (2+3) и верхние слои (4): сварка MAG. Мультипроцессный источник тока alpha Q поддерживает все методы сварки.
Источник: EWM


Фото 5: Успешное сотрудничество: руководитель дипл. инженер Фритц Хише (в центре) и инженер-специалист по сварке Ральф Нитше (слева) чувствуют оптимальную поддержку Гаральда Тепинга (справа)
Источник: EWM


Фото 6: Многотонные стальные конструкции, например приспособления для смещения (кран-балки) для круизных судов — профиль предприятия в Зулингене
Источник: hische AG
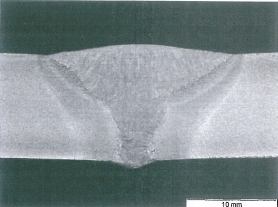
Фото 7: Идеальный стыковой шов — толщина листа 12 мм; корень шва выполняется с применением технологии coldArc®, заполняющий и верхний слой — с применением технологии forceArc®
Источник: hische AG

Фото 8: При помощи новых процессов сварки coldArc® и forceArc®, а также их комбинированного использования компания hische совершила технологическую революцию в своих сварочных цехах
Источник: EWM
