

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
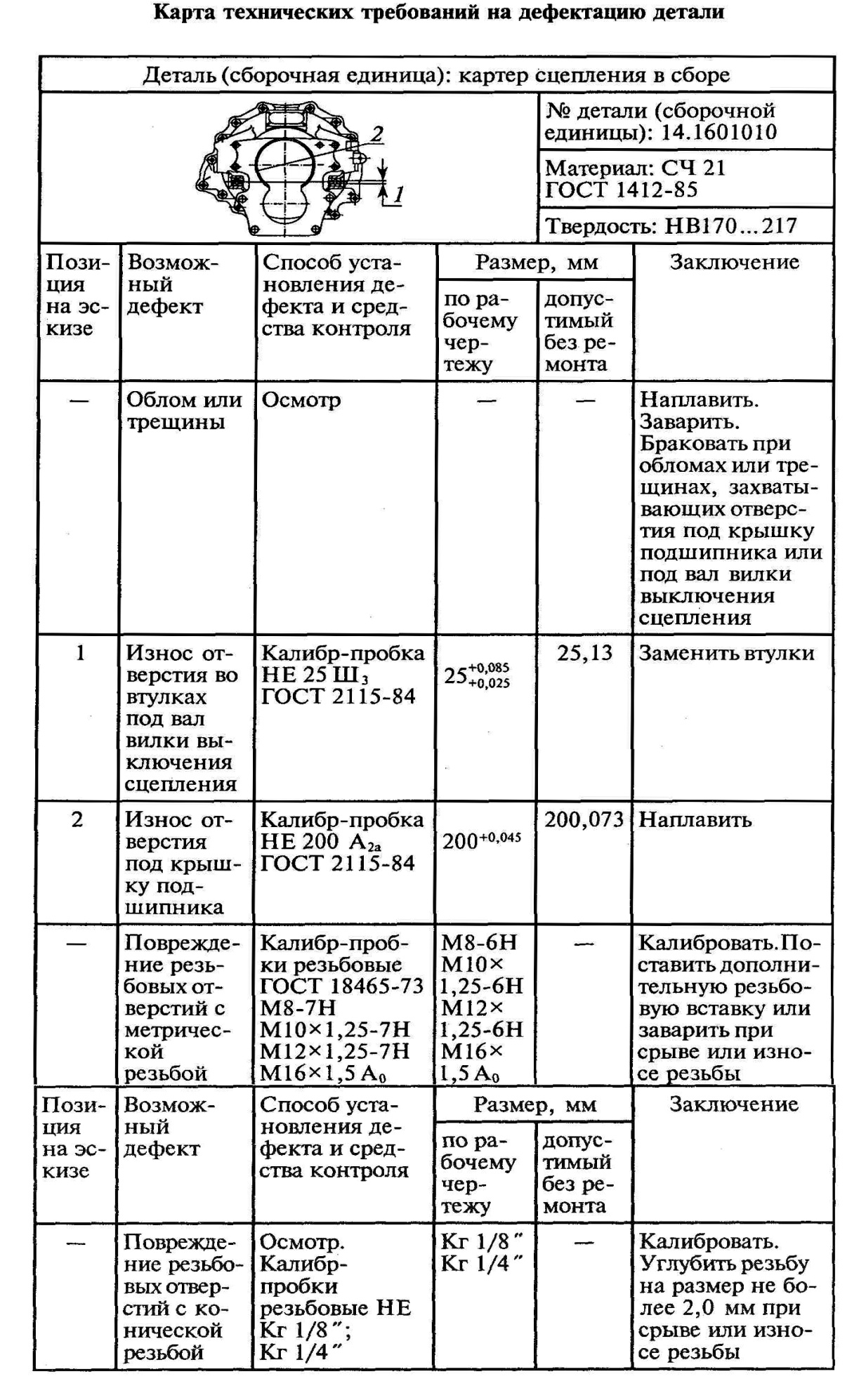
Таблица 7.1 -
При недостаточной освещенности контролируемой поверхности применяют светильники направленного излучения с разрядными лампами или лампами накаливания.
Магнитно-порошковый метод (ГОСТ 21105—87) используется только для контроля деталей, изготовленных из ферромагнитных материалов. Применяется для обнаружения поверхностных нарушений сплошности с шириной раскрытия у поверхности 0,001 мм, глубиной 0,01 мм и выявления относительно больших подповерхностных дефектов, находящихся на глубине до 1,5...2,0 мм. Метод использует магнитное поле рассеяния, возникающее над дефектом при намагничивании изделия и основан на явлении притяжения частиц магнитного порошка в местах выхода на поверхность контролируемой детали магнитного потока. Благодаря скоплению магнитного порошка в области дефекта обеспечивается визуализиция форм и размеров невидимых в обычных условиях дефектов.
Важное достоинство метода — это возможность точного определения расположения концов усталостных трещин и обнаружение дефектов через слой немагнитного покрытия. Если на контролируемой поверхности толщина немагнитного покрытия составляет до 0,1 мм, целесообразно применять магнитные суспензии, а свыше 0,1 мм — магнитный порошок во взвешенном состоянии.
Чувствительность метода определяется магнитными характеристиками материала контролируемого изделия, его формой и размерами, чистотой обработки поверхности, напряженностью намагничивающего поля, способами контроля, взаимным направлением намагничивающего поля и

Рисунок 7.1 - Схема эндоскопа:
1 -- корпус; 2 — призма; 3 — контролируемая поверхность; 4 — объектив; 5 — передающая система; 6 — окуляр; 7 — объектив; 8 — передающая телевизионная трубка; 9 — видеоконтрольное устройство
дефекта, свойствами применяемого порошка, способом нанесения порошка или суспензии, а также освещенностью контролируемого участка изделия.
Для обнаружения дефектов деталь намагничивают, и на поверхность, подлежащую контролю, наносят ферромагнитные частицы, которые находятся во взвешенном состоянии (чаще всего в виде суспензий на основе воды, керосина, минеральных масел). Если на пути магнитного потока встречается препятствие в виде нарушения сплошности (дефект), то часть магнитных силовых линий выходит из металла (рисунок 7.2). Там, где они выходят из металла и входят обратно, образуются локальные магнитные полюса N и S, обусловливающие локальное магнитное поле над дефектом (поле рассеяния). Поскольку это поле неоднородно, на попавшие в него магнитные частицы действуют силы, стремящиеся затянуть их в места наибольших концентраций магнитных силовых линий. Для намагничивания деталей применяют постоянный и переменный токи, а также постоянные магниты. Частицы накапливаются вблизи дефекта и одновременно намагничиваются полем рассеяния дефекта. Притягиваясь друг к другу, эти частицы образуют цепочечные структуры, ориентированные по магнитным силовым линиям поля дефекта. В результате над дефектом образуется валик из осевшего порошка. Ширина его значительно больше ширины дефекта.
При контроле способом взвеси магнитный порошок распыляют в специальном устройстве и по шлангу подают на контролируемую поверхность. Чувствительность способа взвеси значительно выше, чем способа с применением магнитной суспензии, вследствие высокой подвижности взвешенных в воздухе ферромагнитных частиц под влиянием магнитного поля и отсутствия повышенного трения частиц порошка из-за вязкости жидкости. При достаточном цветовом контрасте порошка с фоном (черный порошок, белая краска) наблюдается устойчивое обнаружение усталостных трещин под слоем краски толщиной 0,3...0,5 мм.
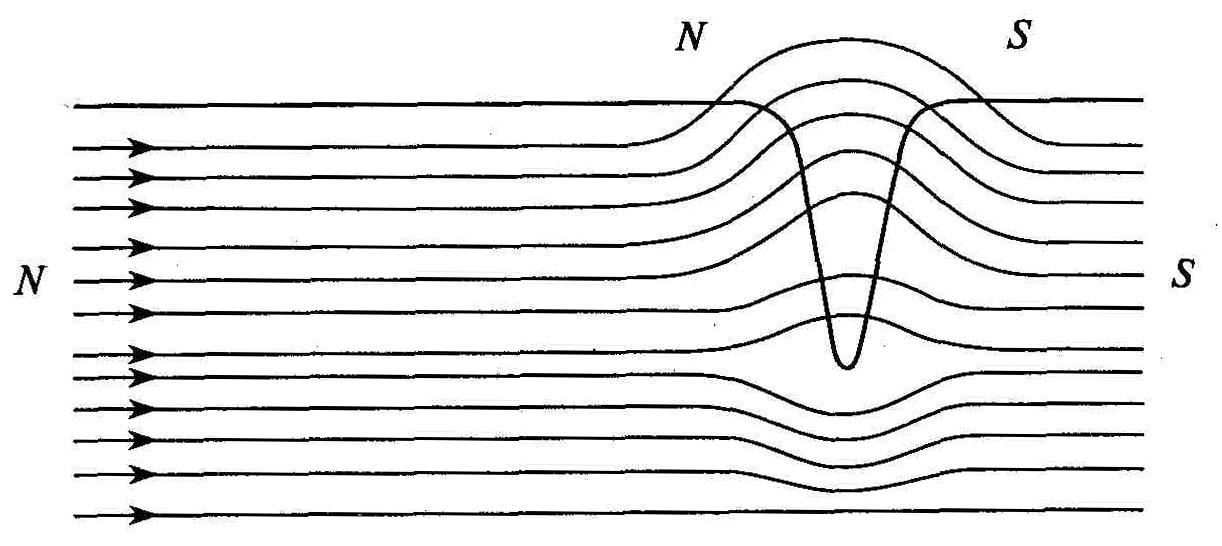
Рисунок 7.2 - Магнитное поле рассеяния над дефектом
В зависимости от поверхности контролируемой детали применяют различные порошки: черный магнитный для деталей со светлой поверхностью; магнитно-люминесцентный для деталей с темной поверхностью. При отсутствии магнитно-люминесцентного порошка детали с темной поверхностью следует покрывать белой нитроэмалью.
В качестве магнитного порошка допускается применение чистой железной окалины, получаемой при ковке и прокатке, а также стальные опилки, получаемые при шлифовании стальных изделий. Их рекомендуется измельчать в шаровых мельницах и просеивать через сито, превращая в ферромагнитную пудру.
Для приготовления магнитных суспензий можно использовать керосино-масляные смеси с соотношением масла и керосина 1:1 при 50...60 г магнитного порошка на 1 л жидкости. Допускается применение водных суспензий, например мыльно-водная с содержанием в 1 л воды 5...6 г мыла, 1 г жидкого стекла и 50... 100 г магнитного порошка.
Технология контроля включает в себя следующие основные этапы: подготовка поверхности детали к контролю, намагничивание детали, нанесение на контролируемую поверхность магнитного порошка или суспензии, осмотр детали, размагничивание. Конт - ролируемая поверхность перед намагничиванием должна быть очищена от пыли, грязи, масел.
Намагничивание детали может осуществляться способом приложенного магнитного поля или способом остаточной намагниченности. При первом способе намагничивание начинают раньше или одновременно с моментом прекращения нанесения суспензии или порошка и оканчивают после отекания суспензии с контролируемой поверхности. При втором способе нанесение суспензии осуществляется после полного намагничивания детали. Выбор способа определяется магнитными свойствами материала, размерами и формой контролируемого изделия.
Вид намагничивания может быть циркулярным, продольным, комбинированным. В зависимости от возможной ориентации предполагаемых дефектов намагничивание применяют в одном, двух или трех взаимно перпендикулярных направлениях или применяют комбинированное намагничивание. Нанесение магнитного порошка на контролируемую поверхность может быть сухим или мокрым. В первом случае на намагниченную поверхность наносят сухой распыленный магнитный порошок с помощью воздушной струи в виде воздушной взвеси, во втором случае магнитную суспензию наносят с помощью шланга, душа. Давление струи жидкости (воздуха) должно быть достаточно слабым, чтобы не смывался (сдувался) магнитный порошок с дефектных мест.
Определение мест расположения дефектов проводится визуально, т. е. фиксируется наличие отложений магнитного порошка в местах дефектов. При необходимости расшифровка результатов контроля может проводиться с применением оптических средств. Проконтролированные детали размагничивают, так как остаточная намагниченность способствует скоплению ферромагнитных продуктов износа, что может ускорить коррозионные процессы. При размагничивании деталь перемагничивают магнитным полем, напряженность которого изменяется. Для магнитно-порошкового контроля применяются стационарные универсальные дефектоскопы УМДЭ-2500, ХМД-10П, МД-5 и другие, а также переносные и передвижные ЛМ-70 и МЛ-50П.
Для магнитно-порошкового контроля применяются стационарные универсальные дефектоскопы УМДЭ-2500, ХМД-10П, МД-5 и другие, а также переносные и передвижные — ПЛМ-70 и МЛ-50П.
Ультразвуковой метод контроля использует законы распространения, преломления и отражения упругих волн частотой 0,524 МГц. При наличии дефектов в металле поле упругой волны изменяет в окрестностях дефекта свою структуру. Этот метод контроля позволяет выявить мелкие дефекты до 1 мм. Существуют несколько методов ультразвуковой дефектоскопии. Наибольшее распространение получили теневой и импульсный методы. Для возбуждения упругих колебаний в различных материалах наибольшее распространение получили пьезоэлектрические преобразователи, которые представляют собой пластину из монокристалла кварца или из пьезокерамических материалов, на поверхность которых наносят тонкие слои серебра.
При теневом методе ультразвуковые колебания (УЗК) вводятся в деталь с одной стороны, а принимаются с другой (рисунок 7.3). От генератора 6 электрические импульсы ультразвуковой частоты поступают к пьезоэлектрическому излучателю 5, преобразующему их в ультразвуковые колебания. Импульсы проходят через деталь 4. Если деталь не имеет дефекта, то УЗК достигнут пьезоприемника 3. УЗК преобразовываются в электрические импульсы и усиливаются в усилителе 2, после чего они попадают в индикатор /, стрелка которого отклонится (рисунок 7.3, а).
Если на пути УЗК встретится дефект 7 (рисунок 7.3, б), то посланные излучателем УЗК отразятся от дефекта и не попадут на приемник, поскольку он находится в звуковой тени. Стрелка индикатора 1 не будет отклоняться от нулевого положения. Этот метод используют при контроле деталей небольшой толщины. Недостаток метода — это необходимость двухстороннего доступа к контролируемой детали.
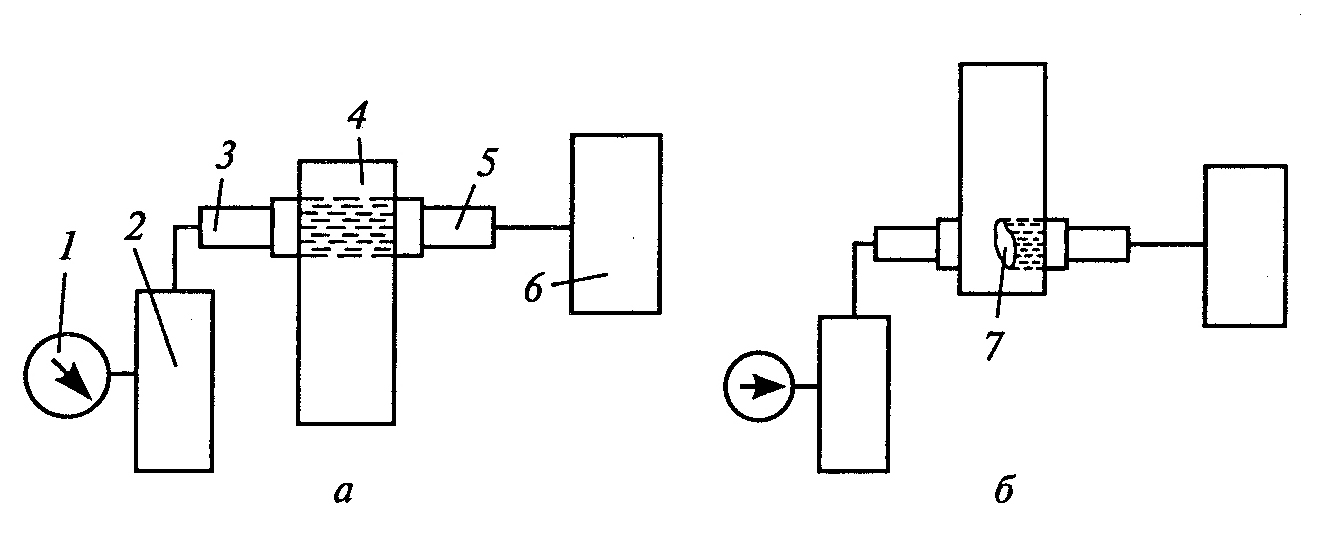
Рисунок 7.3 - Схема ультразвукового контроля деталей теневым методом:
а — без дефекта; б — с дефектом; 1 — индикатор; 2 — усилитель; 3 —
пьезоприемник; 4 — деталь; 5 — излучатель; 6 — генератор; 7 — дефект
Импульсный метод контроля основан на явлении отражения УЗК от границы раздела веществ. Высокочастотный генератор импульсного дефектоскопа (рисунок 7.4) вырабатывает импульсы определенной длины, которые направляются преобразователем в контролируемую деталь. После отражения импульс возвращается к преобразователю, который в это время переключается на прием, оттуда отраженный импульс через усилитель поступает на экран электронно-лучевой трубки (ЭЛТ).
Работой высокочастотного генератора управляет синхронизатор, который формирует частоту следования импульсов. Кроме того, синхронизатор запускает блок развертки. Частота следования высокочастотных импульсов устанавливается с таким расчетом, чтобы в зависимости от размеров детали отраженный импульс приходил к преобразователю раньше посылки следующего импульса. Длительность импульса должна составлять не менее одного периода колебаний.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 |
