

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
При отсутствии дефекта в детали на экране ЭЛТ будет два импульса (зондирующий и донный), расстояние между которыми соответствует толщине детали. Если внутри детали имеется дефект, то между зондирующим и донным импульсами появится импульс, отраженный от дефекта (см. рисунок 7.4). Расстояние между зондирующим импульсом и отраженным от дефекта определяет глубину расположения дефекта. Чем больше дефект, тем больше акустической энергии от него отразится, тем больше будет амплитуда импульса, отраженного от дефекта. По этой амплитуде можно определить относительный размер дефекта.
Достоинства метода: односторонний доступ к детали; возможность определения размеров и расположения дефекта по глубине; высокая чувствительность. Недостаток метода — это наличие «мертвой» зоны, которая представляет собой неконтролируемый поверхностный слой, из-за которого на экране ЭЛТ отраженный от дефекта импульс совпадает с зондирующим импульсом.
Для ультразвукового контроля используют дефектоскопы УДМ-3, УДЦ-100, УДЦ-105М, ДУК-66, УЗД-НИИМ-5, УЗД-7Н, УД-ЮП, УД-ЦПУ и др.
Капиллярные методы контроля основаны на проникновении жидкостей в скрытые области невидимых поверхностных нарушений сплошности и обнаружении дефектов путем образования индикаторных оптически контрастных рисунков, копирующих расположение и форму дефектов.
Обнаружение невидимой трещины (рисунок 7.5) с шириной раскрытия А происходит путем проявления и увеличения индикаторного следа от дефекта до размера А и создания высокого оптического контраста между поверхностью детали и индикаторным рисунком.
Метод обеспечивает обнаружение поверхностных трещин раскрытием 0,001 мм, глубиной 0,01 мм и длиной более 0,1 мм.
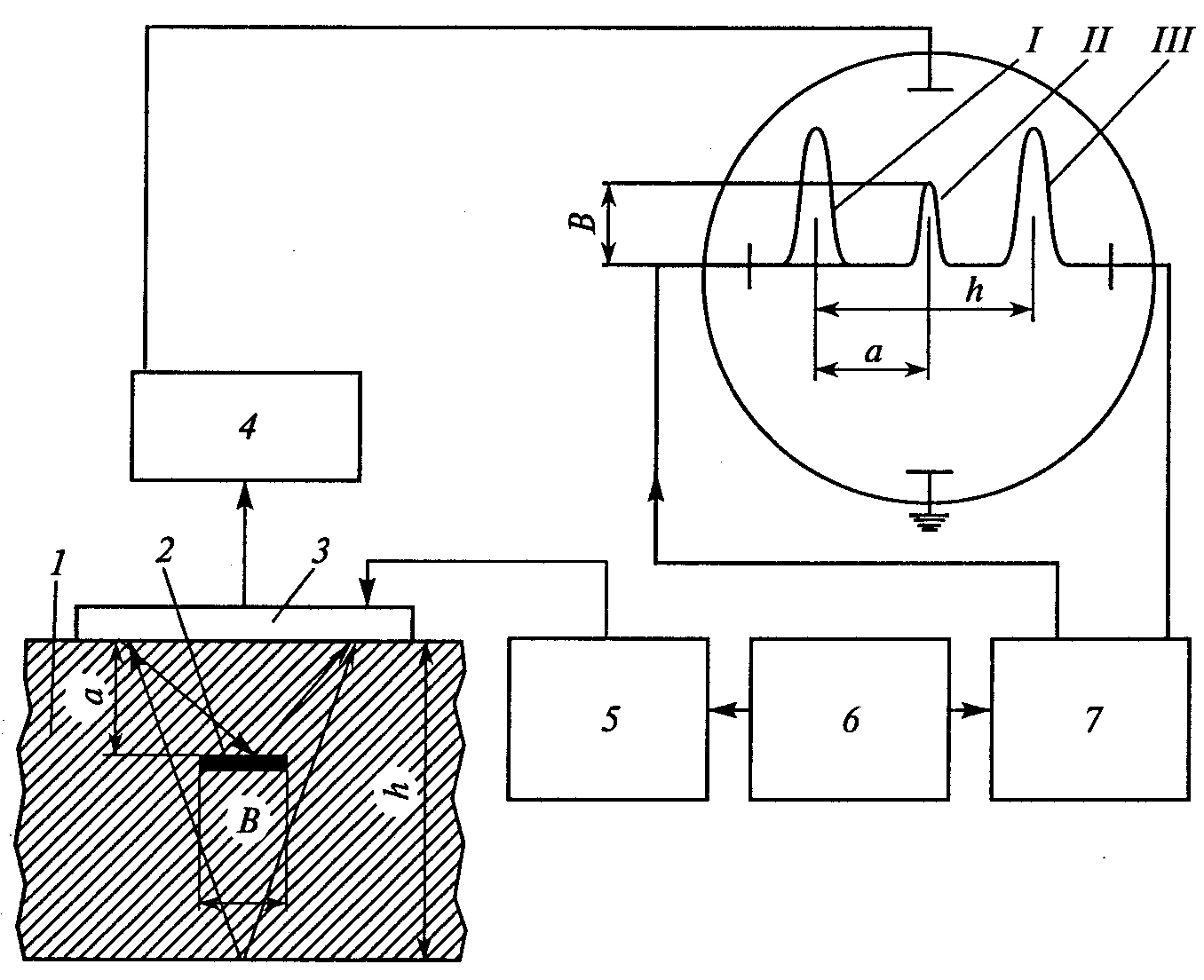
Рисунок 7.4 - Структурная схема импульсного ультрозвукового дефектоскопа:
1 — контролируемая деталь; 2 — дефект; 3 — преобразователь; 4 — усилитель; 5 — генератор; 6 — синхронизатор; 7 — блок развертки; / — III — импульсы соответственно зондирующий, от дефекта, донный; В — относительный размер дефекта; h — толщина детали; а — глубина расположения дефекта
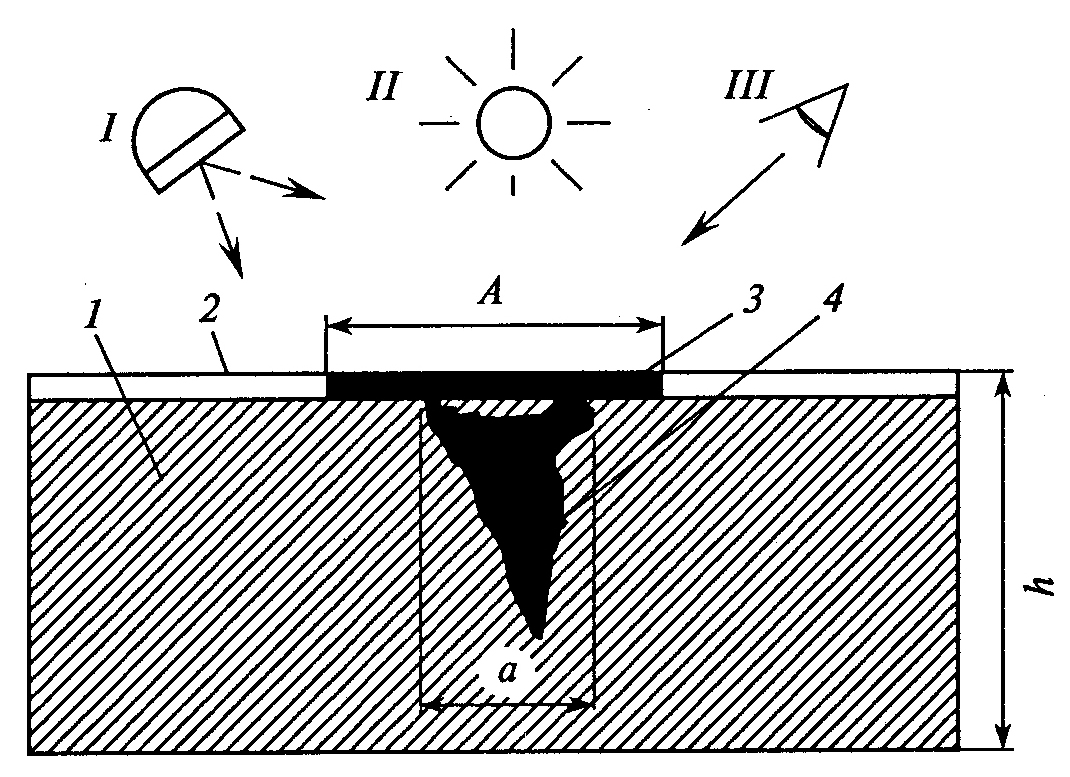
Рисунок 7.5 - Схема выявления дефектов капилярным
методом:
1 — контролируемая деталь; 2 — проявляющее вещество; 3 — след пенетранта; 4 — трещина с остатками пенетранта; I— III— соответственно источник ультрафиолетового излучения, источник света при цветном контроле, глаз наблюдателя
Капиллярные методы предназначены для обнаружения поверхностных и сквозных трещин в магнитных и немагнитных материалах. Достоинства методов: высокая чувствительность и разрешающая способность; наглядность результатов контроля и возможность определения направления, протяженности и размеров дефекта; возможность контроля изделий из любых материалов; высокая степень обнаружения дефектов. Недостатки методов: высокая трудоемкость; большая длительность процесса (0,5... 1,5 ч на одно измерение); громоздкость применяемого оборудования.
По характеру следов проникающих жидкостей и особенностям их обнаружения различают следующие методы капиллярной дефектоскопии: яркостный (ахроматический), цветной (хроматический), люминесцентный, люминесцентно-цветной.
К яркостным методам капиллярной дефектоскопии можно отнести простейшие методы керосиновой или керосино-масляной пробы, где в качестве пенетранта используют керосин, жидкие масла или их смесь, а в качестве проявителя применяют мел в виде порошка или суспензии. Пенетрант, попадая в слои мела, вызывает его потемнение, которое легко обнаруживается визуально при дневном свете.
При цветной дефектоскопии в результате проявления проникающей жидкости над дефектом появляется красный индикаторный след, который четко обнаруживается на светлом фоне проявителя.
При люминесцентных методах с целью улучшения выявления следов пенетрата в его состав вводят вещества, люминесцирующие в ультрафиолетовом свете при облучении контролируемой поверхности.
Технология контроля включает следующие основные этапы: подготовку объекта к контролю; обработку контролируемой поверхности дефектоскопическими материалами; проявление, дефектов; обнаружение, измерение дефектов и расшифровку результатов контроля; очистку объекта от материалов, применяемых при контроле.
Обработка контролируемых объектов дефектоскопическими материалами — это заполнение полостей дефектов индикаторным пенетрантом, удаление его избытка и нанесение проявителя. Избыток индикаторного пенетранта удаляется протиркой салфетками, промывкой очищающими составами при погружении и т. д.
Индикаторный пенетрант представляет собой люминесцентный или цветной состав, химически активный по отношению к проявителю. Проявитель пенетранта представляет собой состав, предназначенный для извлечения пенетранта из полости дефекта и образования индикаторного следа для визуального восприятия дефекта. Проявитель может быть в жидком, порошкообразном состоянии или в виде пленки. Проявление следов дефектов представляет собой процесс образования рисунков от дефектов на контролируемой поверхности.
После расшифровки и анализа результатов контроля осуществляется очистка контролируемых поверхностей с применением протирки, промывки, обдувки и т. д.
Для массового использования составлены специальные комплекты: для люминесцентного метода — ЛЮМ, ЛЮМ-А, ЛЮМ-Б, ЛЮМ-В, ДК-2 и ДК-5; для цветного метода — К-М, ДК-1, ДК-3, ДК-4, ДК-6 и ДК-7; для люминесцентно-цветного метода — Аэро-12А. Эффективны для цветной и люминесцентной дефектоскопии материалы из аэрозольных баллонов, например, КД-40ЛЦ.
Для освещения контролируемых поверхностей и возбуждения люминесцентных пенетрантов применяют ртутно-кварцевые газо-зарядные лампы низкого и высокого накаливания и высокого давления типов ПРК-2, ПРК-7, ДРШ-500-3, люминесцентные ртутные лампы типа ЛУФЧ-1, обычные источники освещения.
Для капиллярного контроля используются дефектоскопы (ДМК-4, У-ДМК-5, КД-31-Л, КД-32-Л, КД-40-ЛЦ, ЛДА-3) и установки для нанесения пенетрантов, проявления, очистки и освещения контролируемых поверхностей (КД-21Л, КД-20Л, ЦКД, УКЛ-1).
Контроль герметичности (контроль течеисканием) основан на регистрации или наблюдении проникновения пробных веществ — жидкостей или газов — через стенки конструкции. Его применяют для обнаружения сквозных дефектов и осуществляют несколькими методами в зависимости от используемых при контроле пробных веществ и способов регистрации или наблюдения прохождения пробных веществ через течи в изделии.
Компрессионный метод контроля заключается в создании перепада давления воздуха или другого газа между внутренней и наружной поверхностями контролируемой конструкции и наблюдении прохождения газа через течи в изделии по образованию пузырьков или по падению давления в объеме контролируемой конструкции. Этот метод контроля выполняют:
способом обмыливания — в контролируемое изделие под давлением подают воздух. Наружную поверхность изделия покрывают мыльной пеной, на которой при прохождении газа образуются и в течение длительного времени сохраняются пузырьки газа, которые свидетельствует о наличии трещины;
способом погружения изделия в воду, что позволяет определить негерметичность детали по выделению пузырьков газа в месте расположения течи;
манометрическим способом, при котором после достижения в контролируемой детали заданного давления пробного газа подачу газа отключают и давление контролируют манометром. При наличии в детали трещины давление падает. Манометрический способ контроля часто совмещают со способом обмыливания;
гидравлический метод контроля основан на создании давления пробной жидкости в объеме контролируемой детали. Выявление трещин осуществляют:
гидравлическим способом, при котором в качестве пробного вещества используют воду. Избыточное давление воды создают подачей воды под давлением в контролируемый объем. Появление воды в местах расположения течей наблюдают при внешнем осмотре детали;
люминесцентно-гидравлическим способом, который основан на использовании в качестве пробного вещества раствора солей флуоресцеина — вещества, водные растворы которого светятся зеленым светом при облучении ультрафиолетовыми лучами. После опрессовки детали раствором солей флуоресцеина наружную поверхность изделия облучают ультрафиолетовыми лучами. При наличии в изделии значительных дефектов в местах появления раствора флуоресцеина на поверхности изделия наблюдают светящиеся зеленым светом точки и полоски;
способом фиксации дефектов с использованием ткани или фильтровальной бумаги. Его применяют при контроле участков поверхности детали, недоступных для увлажнения и осмотра при ультрафиолетовом облучении.
7.1.6 Контроль отклонений размеров и формы рабочих поверхностей детали.
Детали ремонтного фонда имеют износ рабочих поверхностей и отклонения от установленной геометрической формы, которые выявляют с помощью измерительных инструментов и приборов с необходимой для каждого случая точностью.
Для проверки размеров деталей при дефектации служат калибры и универсальный инструмент. Для контроля валов используются предельные калибры-скобы (ГОСТ 2216-84, ГОСТ 18355-73, ГОСТ 18356—73), для контроля отверстий — калибры-пробки (ГОСТ 14810-69, ГОСТ 14815-69).
Универсальный инструмент включает штангенциркули (ГОСТ 166—80) — для измерения наружных и внутренних размеров деталей; штангензубомеры — для измерения толщины зубьев цилиндрических зубчатых колес; штангенглубиномеры (ГОСТ 162—80) — для измерения глубины отверстий и высоты выемок; гладкие микрометры (ГОСТ 6507-78) — для измерения наружных размеров деталей; индикаторные нутромеры (ГОСТ 868-82, ГОСТ 9244-75) с комплектом сменных измерительных вставок — для измерения внутренних размеров; индикаторы часового типа (ГОСТ 577—68), которые крепятся или перемещаются в стойке или штативе (ГОСТ 10197—70) — для измерения линейных размеров и отклонения формы.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 |
