

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Вдавливание (рисунок. 7.11, а) отличается от осадки тем, что высота детали не изменяется, а увеличение ее диаметра происходит за счет выдавливания металла из нерабочей части. Вдавливанием восстанавливают тарелки клапанов двигателей, зубчатые колеса (рисунок 7.11, б), боковые поверхности шлицев на валах (рисунок 7.11, в) и т. д. Шлицы прокатывают по направлению их продольной оси заостренным роликом, который внедряется в металл и разводит шлиц на 1,5...2,0 мм в сторону. Инструментом служат ролики диаметром 60 мм с радиусом заострения около 0,4 мм. Нагрузка на ролик составляет 2,0...2,5 кН.
Раздачу (рисунок 7.12, а) применяют для увеличения наружного диаметра пустотелых деталей (втулки, поршневые пальцы и др.) при практически неизменяемой ее высоте. Изменение наружного диаметра детали происходит за счет увеличения ее внутреннего диаметра. При раздаче через отверстие детали продавливают шарик (рисунок 7.12, б) или специальную оправку (рисунок 7.12, в). На увеличение диаметра влияет материал детали, температура раздачи, величина износа и размеры. При этом возможны укорочение детали и появление в ней трещин.
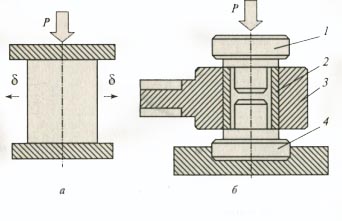
Рисунок 7.11 - Пластическое деформирование осадкой:
а - принципиальная схема; б – осадка давлением втулки верхней головки шатуна; 1,4 –оправки; 2 втулка; 3 –шатун.
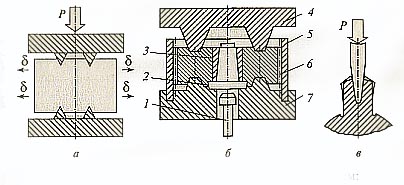
Рисунок 7.12 - Пластическое деформирование вдавливанием: а — принципиальная схема; б — восстановление зубчатых колес; в — восстановление изношенной части шлица; 7 — выталкиватель; 2 — центрирующий конус; 3 — разрезная коническая пружинящая втулка; 4 — пуансон; 5 — ограничительное кольцо; 6 — зубчатое колесо; 7 — матрица
Обжатием (рисунок 7.13, а) восстанавливают детали с изношенными внутренними поверхностями за счет уменьшения наружных размеров, которые не имеют для них значения (корпуса насосов гидросистем, проушины рычагов, вилок и др.). Обжатие осуществляют в холодном состоянии под прессом в специальном приспособлении (рисунок 7.13, б). Втулку проталкивают через матрицу, которая имеет сужающее входное отверстие под углом 7... 8°, калибрующую часть и выходное отверстие, расширяющееся под углом 18...20°. Калибрующая часть матрицы позволяет уменьшить
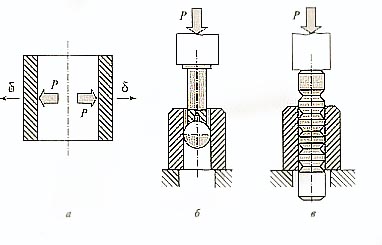
Рисунок 7.12 - Пластическое деформирование раздачей:
а — принципиальная схема; б — объемная раздача шариком; в — объемная раздача оправкой
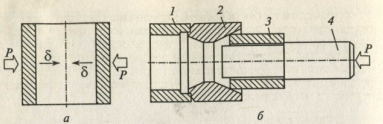
Рисунок 7.13 - Пластическое деформирование обжатием:
а — принципиальная схема; б — приспособление для обжатия втулок; 7 — опорная втулка; 2 — матрица; 3 — восстанавливаемая втулка; 4 — оправка
внутренний диаметр детали на величину износа с учетом припуска на развертывание до требуемого размера. Наружный размер восстанавливают одним из способов наращивания. После восстановления детали должны быть проверены на отсутствие трещин.
Накатка основана на вытеснении рабочим инструментом материала с отдельных участков изношенной поверхности детали (рисунок 7.14). Способ позволяет увеличивать диаметр накатываемой поверхности детали на 0,3...0,4 мм и применяется для восстановления изношенных посадочных мест под подшипники качения. К типовым деталям, подлежащим ремонту объемной накаткой, относятся чашка коробки дифференциала, валы коробки передач, поворотные цапфы и т. п. Накатке подвергаются детали без термической обработки, с обильной подачей индустриального масла. Рекомендуется применять для деталей, которые воспринимают контактную нагрузку не более 70 кгс/см2. Детали, имеющие твердость HRC < 32, можно восстанавливать в холодном состоянии. При накатке детали необходимо соблюдать условие
nt=πd,
где n - число зубьев инструмента; t — шаг накатки, мм; d —
диаметр восстанавливаемой поверхности, мм.
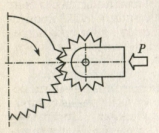
Рисунок 7.14 - Принципиальная схема пластического деформирования накаткой
В качестве инструмента для накатки используют рифленый цилиндрический ролик или обойму с шариками, устанавливаемые на суппорте токарного станка. Режимы накатки (м/мин): скорость для роликов из стали — 8...20, чугуна — 10... 15, латуни и бронзы 30...50, алюминия — до 90; подача для стали твердостью НВ 270... 300: продольная — 0,6, поперечная — 0,15 мм-1. Число проходов зависит от материала детали, шага и толщины выдавливаемого слоя металла.
Электромеханическая обработка предназначена для восстановления поверхностей деталей неподвижных сопряжений и состоит в искусственном нагреве металла электрическим током в зоне деформации, что способствует повышению пластических свойств металла. Схема обработки приведена на рисунок 7.15, а. Процесс состоит из двух операций (рисунок 7.15, б): высадки металла и сглаживания выступов до необходимого размера.
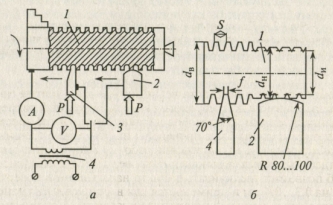
Рисунок 7.15 - Пластическое деформирование электромеханической обработкой:
а — схема обработки; б — схема высадки и сглаживания; 7 - деталь; 2 — сглаживающая пластина; 3 — высаживающая пластина; 4 — понижающий трансформатор
Обработку ведут на токарном станке. В резцедержатель суппорта закрепляют специальную оправку с рабочим инструментом. Деталь и инструмент подключают к вторичной обмотке понижающего трансформатора. При вращении детали к ней прижимают инструмент, который имеет продольную подачу S, которая должна быть в 3 раза больше контактной поверхности f пластины. Через зону контакта детали и инструмента (площадь контакта мала) пропускаю ток 350...700 А напряжением 1... 6 В. Деталь мгновенно нагревается до 800...900°С и легко деформируется инструментом. Обработка осуществляется с охлаждением, что способствует закалке поверхностного слоя.
В качестве высаживающего и сглаживающего инструмента используют пластину или ролик из твердого сплава (для высаживания заостренная, а для сглаживания закругленная). При выдавливании образуются выступы, аналогичные резьбе. Диаметр детали увеличивается от dи до dв. Сглаживание поверхности осуществляют до dH. Ширина сглаживающей пластинки в 3... 5 раз больше подачи.
После обработки детали поверхность прерывистая, а площадь контакта с сопрягаемой деталью уменьшается. Предельное уменьшение площади контакта допускается 20%. Увеличение диаметра незакаленных деталей возможно на 0,4 мм, а закаленных — на 0,2 мм.
7.2.3. Восстановление формы деталей
Во время эксплуатации у многих деталей появляются остаточные деформации: изгиб, скручивание, коробление и вмятины (валы, оси, рычаги, рамы, балки, и др.). Для устранения этих дефектов используют правку. В зависимости от степени деформации и размеров детали применяют механический, термомеханический и термический способы правки.
При механической правке используют два способа: давлением и наклепом.
Механическая правка давлением может производиться в холодном состоянии или с нагревом. Правку в холодном состоянии осуществляют у валов диаметром до 200 мм в том случае, если величина (стрела) прогиба f не превышает 1 мм на 1 м длины вала (рисунок 7.16). За размер стрелы прогиба принимают половину числового значения биения вала, показываемого индикатором. Для правки вал 4 ставят на призмы или опоры 5 винтового или гидравлического пресса выпуклой стороной вверх и перегибают нажимом штока 3 пресса через прокладку 2 из цветного сплава так, чтобы обратная величина прогиба f1 была в 10... 15 раз больше того прогиба f, который имел вал до правки. Точность правки контролируют индикатором 1.Пресс выбирают по усилию правки, которое рассчитывают по формуле
Р= 6,8уфd3/(103l),
где Р — усилие правки, кН; уф — предел текучести материала вала, МПа; d — диаметр сечения вала, м; l — расстояние между опорами, м.
Недостатки механической холодной правки — это опасность обратного действия, снижения усталостной прочности и несущей способности детали. Опасность обратного действия вызвана возникновением неуравновешенных внутренних напряжения, которые с течением времени, уравновешиваясь, приводят к объемной деформации детали. Ухудшение усталостной прочности деталей происходит за счет образования в ее поверхностных слоях мест с растягивающими напряжениями, причем снижение усталостной прочности достигает 15...40%.
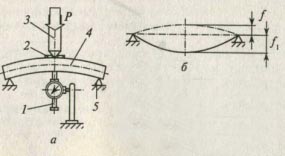
Рисунок 7.16 - Схемы холодной плавки вала:
а — монтажная; 6 — расчетная: / — индикатор; 2— прокладка; 3— нажимной шток; 4 — вал; 5 — опоры
Для повышения качества холодной правки применяют следующие способы: выдерживание детали под прессом в течение длительного времени; двойная правка детали, заключающаяся в первоначальном перегибе детали с последующей правкой в обратную сторону; стабилизация правки детали последующей термообработкой. Последний способ дает лучшие результаты, но при нагреве может возникнуть опасность нарушения термической обработки детали, кроме того, он дороже первых двух.
Механическая горячая правка производится при необходимости устранения больших деформаций детали и осуществляется при температуре 600... 800°С. Нагревать можно как часть детали, так и всю деталь. Правка завершается термической обработкой детали.
Правка наклепом (чеканкой) не имеет недостатков, присущих правке давлением. Она обладает простотой и небольшой трудоемкостью. При правильной чеканке достигаются: высокое качество правки детали, которое определяется стабильностью ее во времени; высокая точность правки (до 0,02 мм); отсутствие снижения усталостной прочности детали; возможность правки за счет ненагруженных участков детали (рисунок 7.17).

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 |
