

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
4 Особенности явлений в пакете активной стали статора
Основные явления имеют место в крайних пакетах. Разряды возникают при вибрации коронок зубцов под действием магнитного потока. Вибрация зубцов увеличивается при увеличении реактивной мощности ТГ.
Практически имеют место два явления:
- искрения между клиньями при возникновении контакта между соседними коронками, если при этом возникает контур сцепленным с магнитным потоком.
- разряды изолированных пластин, через контакт при механических замыканиях коронок зубцов.
Искровые явления. Причиной данных явлений является вибрация коронок зубцов из-за ухудшения прессовки пакета. При развитии дефекта из-за вибрации происходит поломка пластин и в расточке появляются подвижные ферромагнитные частицы. С учетом этого обстоятельства данное явление является опасным. Интенсивность ЭРА возрастает с ростом мощности и особенно реактивной. Особенности сигналов в табл. А.2.3.1.
Разряды между пластинами активной стали. Особенности явления в табл. А.2.3.2. При повреждении изоляции между пластинами в результате попадания посторонних тел в расточку, «забоинах» на коронках зубцов при ремонте или заводке ротора в статор, возникают разрядные процессы между пластинами. Размеры таких повреждений, как правило, не превышают 3-6 мм в диаметре. Механизм развития этого явления упрощенно представляет собой разряд конденсатора (две пластины и лак в виде диэлектрика) через слабое место - поврежденную изоляцию краев зубцов, обычно с подгибанием их друг к другу, т. е. уменьшение расстояния с повреждением изоляции. При длительном процессе «зарядов-разрядов» происходит эрозия, то есть испарение части металла с поврежденных коронок зубцов и как следствие увеличение расстояния между обкладками конденсатора, а значит и ухудшением условий для разряда.
Далее разряды будут происходить реже, только при создании определенных условий внутри, но со значительно большими амплитудами. Разряды достаточно мощные, с амплитудами от одного вольта до десятков вольт. Особенности сигналов в табл. А.2.
Поскольку данные явления являются редкими, поэтому при измерениях анализатором потока импульсов PDPA получается малое количество импульсов на период (менее 1 имп/пер.) По этой причине разряд между пластинами легко спутать с пазовым разрядом (большая амплитуда, малая частота). При осциллографировании эти процессы отличаются (табл. А.2).
5 Особенности дефектов в цепях питания ротора
5.1. Разрядные явления.
Возможными разрядными явлениями в изоляции цепей ротора являются:
- повреждение изоляции в обмотке ротора с разрядами на корпус ротора;
- разряды в токопроводах во внутренней части вала ротора;
- разряды в возбудителе.
Кроме того могут иметь место искрения при наличии ослабления клина в пазу ротора. Это возникает при истирании в результате ослабления заклиновки. В случаях искрения между ослабленными клиньями сигналы имеют большую амплитуду (до 10 000 мВ) и хотя не представляют особой опасности – очень сильно затрудняют проведение диагностики процессов непосредственно в изоляции ТГ.
5.2 Распространение электромагнитной волны от разрядов в роторе
Определение наличия и локации зон дефектов в роторе проводится по схожей методике и теми же приборами и датчиками, как и в статоре. При разрядных процессах в роторе происходит распределение электромагнитной волны по всей расточке на торцевые щиты, практически равномерно по всей поверхности, и кроме того по токопроводам и корпусу подшипников и возбудителя.
5.3 Разрядные явления в цепях питания ротора
Цепь питания ротора изолирована от корпуса ротора, по этой причине емкость положительной и отрицательной ветви обмотки ротора заряжаются относительно корпуса в зависимости от сопротивлений изоляции соответственно. Эквивалентная схема процесса зарядки емкостей и разряда приведена на рис. В.9.
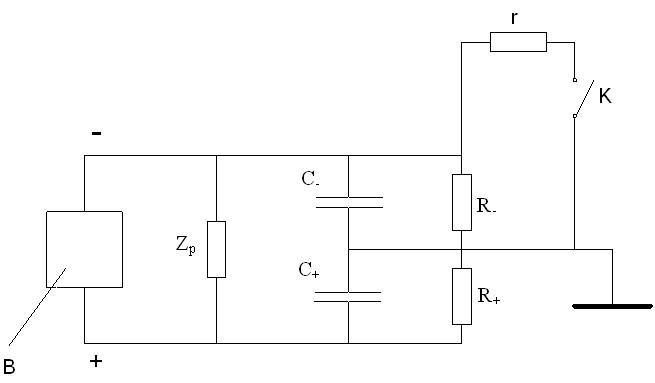
Рис. В.9 Эквивалентная схема цепи питания ротора:
Zp – активное сопротивление обмотки ротора, C - и C+ - емкости отрицательной и положительной ветви относительно корпуса ротора, R - и R+ - сопротивление изоляции отрицательной и положительной ветви относительно корпуса изоляции, К – контакт в месте дефекта, r – сопротивление контакта, В – выпрямитель питания обмотки ротора.
При разряде цепи питания ротора на его корпус (включении ключа К) происходит разрядка емкости C - через сопротивление разрядного канала – r. Постоянная разряда соответствует ~ 10-5 с (при C - ~ 10-7 Ф, r ~ 102 Ом). Зарядка емкости произойдет через время ~ C - · R+, то есть через ~10 с. (при C - ~ 10-7 Ф, R+ ~108 Ом). Таким образом при наличии дефекта в изоляции цепи питания ротора разряды проходят через ~ 1-100с., время импульса от разряда ~ 10-6 с. По этой причине для контроля разрядных явлений в роторе необходим датчик с нижней полосой частот ~ 105 с-1. Определение зоны дефекта на рабочем напряжении возможно только по оси ротора. Локация проводится в соответствии с пунктом 3 настоящего приложения.
6 Подвижные ферромагнитные частицы
Наличие в расточке подвижной ферромагнитной частицы является опасным, так как в переменном магнитном поле частица имеет возможность «высверливать» корпусную изоляцию и разрушать медь элементарных проводников. Признаки наличия таких частиц, указаны в табл. А.2.4. В том случае если присутствие частиц сопровождается разрядными явлениями, факт наличия частиц является основанием для классификации технического состояния как «Ухудшенное». В этом случае необходима остановка машины и осмотр статорной обмотки. Эксплуатация возможна с использованием систем постоянного контроля.
7 Влияние вариации мощности генератора на изменение разрядной характеристики
Измерения ЭРА и локацию целесообразно проводить:
1) после ремонта (послеремонтная диагностика)
- на опыте холостого хода;
- на опыте короткого замыкания;
- на наборе мощности.
2) при нормальной эксплуатации (определение текущего технического состояния):
- при «уменьшении – увеличении» активной мощности;
- при постоянной активной нагрузке с вариацией реактивной мощности.
3) перед ремонтом (предремонтная диагностика):
- на максимальной мощности;
- на минимальной мощности.
Вариация мощности позволяет уточнить тип дефекта (табл. 5.2).
8 Анализ технического состояния турбогенератора по результатам измерений ЭРА на рабочем напряжении
В зависимости от особенностей кривых распределений n(Q) для данного типа разряда, результатов локации зоны этого разряда – определяется тип дефекта (по табл. 5.2. и А.2.). Определение технического состояния для данного типа дефекта при измерениях характеристик (параметров n(Q), осциллограмм) производится по табл. В.1.
1. Критериальные величины характеристик ЭРА для определения технического состояния турбогенератора.
Тип обнаруженного дефекта | Стилизованное (типичное) распределение n(Q) для каждого типа дефекта. | Нормируемая характеристика | Классификация технического состояния | |
НСО | НСЗО | Ухудшенное | ||
Разрядные явления в пакете активной стали | Искрения на коронках зубцов | Qcp (MB) | более 100 | более 1000 |
ncp (имп/пер) | Более 15 | Более 30 | ||
Рекомендации | Повторные измерения ЭРА при вариации реактивной мощности через 6 месяцев | Эксплуатация с учащенным контролем. Планировать вывод в ремонт. | ||
Разряды между пластинами активной стали | ||||
Qmax (MB) | более 5000 | более 15000 | ||
Рекомендации | Повторная локация ЭРА при вариации мощности через 1 год | Эксплуатация с учащенным контролем. Планировать вывод в ремонт | ||
Пазовый разряд | ||||
Qmax (MB) | более 3000 | более 8000 | ||
Рекомендации | Повторная локация ЭРА при вариации мощности через 1 год | Повторные измерения ЭРА при вариации мощности через 6 месяцев. При устойчивой динамике планировать ремонт. | ||
ЧР в корпусной изоляции | Qcp (MB) | более 1500 | более 3000 | более 5000 |
ncp (имп/пер) | Более 2 | более 3 | более 4 | |
Qmax (MB) | Более 3000 | более 5000 | Более 8000 | |
Рекомендации | Повторные измерения через 1,5 года | Повторные измерения через 1 год | Повторные измерения через 6 месяцев. При динамике роста | |
ЧР по поверхности стержней | Qcp (MB) | Более 2000 | более 4000 | Более 6000 |
ncp (имп/пер) | Более 1,5 | Более 2 | Более 4 | |
Qmax (MB) | Более 4000 | Более 8000 | Более 10000 | |
Рекомендации | Повторные измерения через 1,5 года | Повторные измерения через 1 год | Повторные измерения через 6 месяцев. При динамике роста |
Назначенный срок надежной эксплуатации в зависимости от технического состояния (при отсутствии непроектных воздействий):
«Норма»: 3-5 лет в зависимости от общей продолжительности эксплуатации.
«НСО»: 3 года, с повторными обследованиями в объеме контрольного через 1,5 года.
«НСЗО»: 2 года, с повторным обследованием в объеме расширенного через 1 год.
«Ухудшенное»: 1 год, с повторными обследованиями в объеме расширенного через 6 месяцев. При динамике роста, эксплуатация с системой постоянного контроля, срок вывода ТГ из работы в этом случае «по фактическому состоянию».
9 Локация зон частичных разрядов в корпусной изоляции при испытаниях от постороннего источника
Подготовка оборудования и измерительной схемы

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 |
