

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Петрографические исследования фазового состава обожженной при 1000°С керамики из композиций с 60% сланца, подтверждают, что связующая оболочка вокруг крупных зёрен сланца содержит порядка 10 - 20% кристаллов и около 20% зёрен кристаллов полевого шпата (анортита) размером 0,1 мм.
В пятом разделе приводятся результаты исследовании по технологии стеновой керамики на основе высококварцевого техногенного сырья фосфатно-кремнистых и углисто-кремнистых сланцев.
В системе углисто-кремнистых сланец – суглинок – фосфогипс для установления функциональных зависимостей свойств образцов от состава с целью их оптимизации, применяли симплекс решетчатый метод планирования Шеффе. За параметры оптимизации керамических масс принимались: прочность при сжатии готовых изделий, сырцовая прочность – как показатели качества изделий. Анализ диаграмм «состав-свойство» в системе углисто-керамические сланцы-суглинок-фосфогипс показывает, что увеличение содержания суглинка и фосфогипса повышает показатели сырцовой прочности, а также прочность при сжатии обожженных образцов.
За оптимальные составы рассматриваемых систем принимали смеси, обладающие удовлетворительной сырцовой прочностью и прочностью при сжатии готовых изделий. В рассматриваемой системе этим требованиям соответствуют составы сырьевых смесей, находящиеся в области ограниченной следующими предельными концентрациями компонентов, мас%: углисто-кремнистые сланцы 60-70%; суглинок30-35%; фосфогипс 5-10%. Установлено, что в синтезированных материалах присутствуют кристаллические фазы муллита, анортита, витлокита, волластонита. Изучен процесс спекания обжиговой связки с участием жидкой фазы шихты, состоящей из тугоплавких фосфатно-кремнистых сланцев 10-20%, Ленгерской глины 65-80% (Тпл=1530°С) и легкоплавкого стеклобоя 10-15% (Тпл=850°С).
Для анализа полученных кривых усадки был использован метод математического моделирования процесса. Предложенная модель позволила систематизировать результаты и произвести расчет линейной усадки в зависимости от режима спекания, включая стадию нагревания. Для этого были построены графики динамики усадки в координатах (∆l/l)-τ, при этом за нулевой момент времени для каждого образца было принято начало усадки. Процесс спекания, сопровождаемый усадкой, начинался практически при одной и той же температуре (900°С) независимо от режима предварительного нагревания. Для каждого образца вычислили относительную усадку, считая исходным состояние в нулевой момент времени при температуре 900°С. Результаты перевода кривых усадки в новую систему координат приведены на рисунке 5. Для удобства усадку считали положительной величиной.
Как видно из рисунка 5, где стрелкой обозначен момент выхода на постоянную температуру выдержки, до точки С все кривые усадки весьма разнородны, тогда как при постоянной температуре они имеют экспоненциальный характер-процесс спекания как бы затухает. Ввиду того, что температуру на лабораторной установке регулировали вручную, скорость усадки в неизотермическом режиме была существенно неравномерной. Поэтому для определения кинетических параметров воспользовались участками кривых, снятыми в изотермических условиях. Эти участки носили затухающий характер, и для каждой температуры имеем свое предельное значение усадки – ![]() .
.
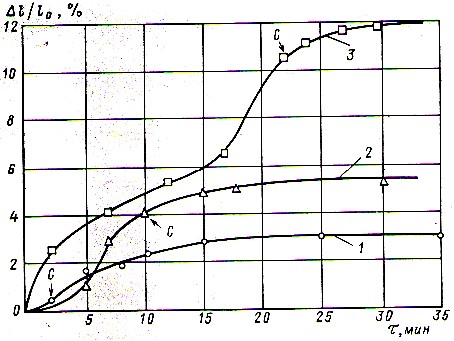
1 – при конечной температуре спекания 800°С, 2 – то же, 900°С, 3 – то же 1000°С
Рисунок 5 – Динамика линейной усадки во времени
Глубина и скорость протекания необратимой реакции первого порядка выражается следующим уравнением:
![]() , (5)
, (5)
где х – степень превращения компонента (в нашем случае аналогом этой величины является линейная усадка); к – константа скорости реакции, зависящая от температуры.
Справедливость предложенной аналогии подтверждает прямолинейный характер зависимостей ![]() от времени τ (рисунке 5). По величине тангенсов углов наклона прямых были определены константы скорости линейной усадки при различных температурах.
от времени τ (рисунке 5). По величине тангенсов углов наклона прямых были определены константы скорости линейной усадки при различных температурах.
Как и в химической реакции связь константы скорости с температурой принято выражать уравнением Аррениуса:
![]() (6)
(6)
где Еа – энергия активации, кДж/моль; Ко – экспериментально определяемая постоянная, мин-1; Т – температура, 0С; R – газовая постоянная. Прологарифмировав уравнение (6), графоаналитическим способом определили постоянную ![]() 26,1 мин-1 и энергию активации Еа=43,7 кДж/моль. Для изотермического режима уравнение (6) в дифференциальной форме можно записать следующим образом:
26,1 мин-1 и энергию активации Еа=43,7 кДж/моль. Для изотермического режима уравнение (6) в дифференциальной форме можно записать следующим образом:
![]() , (7)
, (7)
где ![]() - предельная усадка для данной температуры.
- предельная усадка для данной температуры.
По-видимому, во всем температурном интервале кинетика спекания может характеризоваться этим уравнением, однако до выхода на изотермический режим на константу скорости влияет переменная температура, в свою очередь являющаяся функцией времени. Величина предельной усадки также будет переменной, зависящей от текущего значения температуры.
Предполагая, что режим нагревания задан в произвольной форме, можно записать в общем виде математическую модель динамики спекания:
![]() (8)
(8)
Поскольку уравнение (8) в общем виде не имеет аналитического решения, его необходимо интегрировать численными методами. Была использована программа, реализующая стандартный метод Рунге-Кутта для решения дифференциального уравнения первого порядка с правой частью.
В данном уравнении зависимость температуры от времени может быть произвольной. В программе использовалась кусочно-линейная аппроксимация температуры от времени. Для выражения связи предельной усадки с температурой для данной серии опытов было получено и использовано эмпирическое уравнение:
![]() (9)
(9)
Предложенное уравнение может быть использовано для поиска оптимального режима жидкофазного спекания обжиговой связки в системе фосфатно-кремнистый сланец – глина – стеклобой. При разработке составов стеновой керамики на основе фосфатно-кремнистых сланцев были учтены результаты подбора фракционного состава, по результатам которого максимальным размером зерен принят размер фракции менее 2 мм. Учитывая, что с уменьшением размера зерен увиличивается расход связующего или тонкомолотой части, применяли фосфатно-кремнистый сланец фракции < 2,0 мм, смесь суглинка и каолинитовой глины, молотого стеклобоя. Для снижения энергозатрат как при приготовлении исходной шихты, так и при ее термической обработке предложена сырьевая смесь для получения стеновых обжиговых изделий и способ их изготовления. Данная смесь состоит из немолотых углисто-кремнистых сланцев, раствора R2O – содержащего компонента, взятого в виде растворов солей, содержащих компоненты, выбранные из группы КОН, Na2CO2, Na2O∙mSiO2, NaSiO3, NaSiO4, NaNO3, либо их комбинации. Кроме того, в качестве добавок могут применятся отходы различных производств, содержащие вышеперечисленные компоненты по отдельности или в любых сочетаниях в виде растворов солей, обеспечивающих 1,5-3% влажности формовочных смесей в соотношении, приведенном в таблица 4.
Константа скорости полиморфного превращения кварца (в высокотемпературные модификации) при нагревании приближенно может быть вычислена по формуле:
![]() (10)
(10)
где D – диаметр зерна, мм; Т – абсолютная температура, К; а – постоянная, для кварца – 10,7, халцедона – 11,6, в – постоянная, для кварца – 3,16, халцедона – 3,02.
Вычисленная константа скорости реакции превращения кварца для зерен диаметром 0,15 мм при температуре 1100˚С– составляет 1,2 10-4.
При изучении реакции взаимодействия между Na2CO3 и SiO2 при молекулярном соотношении в смеси SiO2 - Na2CO3 равном 4:1 и температуре 1000˚С были получены величины представленные в таблице 5
Таблица 4 – Составы смеси для производства на основе углисто-кремнистый сланец по обжиговой технологии
№ состава | Содержание компонентов сырьевой смеси, мас. % | ||||
Раствор соли R2O–содержащего компонента (в пересчете на NaOH) | УКС фракция
| Молотый УКС | Стеклобой | Фосфогипс | |
1 2 3 4 | 0,5-3 0,5-3 0,5-3 0,5-3 | 77-79,5 77-79,5 72-74,5 72-74,5 | 10 10 5 5 | 5 5 10 10 | 5 5 10 10 |
Таблица 5 – Количество прореагировавшего SiO2 от времени
Время, мин | Количество прореагировавшего SiO2 , доли единицы |
5 | 0,25 |
10 | 0,29 |
15 | 0,34 |
20 | 0,38 |
25 | 0,42 |
30 | 0,48 |
Константы скорости для случая, когда реакция лимитируется диффузией по Будникову и Гинстлингу, равны:

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 |
