
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Характеризуя влияние структурных особенностей титановых сплавов, авторы отмечают, что свойство титана и его сплавов активно взаимодействовать при повышенных температурах с атмосферными газами представляет одну из характерных и наиболее отрицательных особенностей этих материалов, которую необходимо учитывать при осуществлении процесса резания, поскольку их обработка сопровождается действием высоких температур.
Изучение явления поглощения газов показало, что кислород, азот и водород не только образуют соединения на поверхности титана или его сплавов, но и проникают в кристаллическую решетку, образуя твердые растворы внедрения, резко повышая твердость и хрупкость данных сплавов.
Таким образом, широкое и более эффективное использование титановых сплавов в машиностроении возможно при совершенствовании механической обработки данных сплавов, определения рациональных режимов резания и изыскания путей достижения требуемого качества обработанной поверхности и прилегающего к ней слоя, в котором были бы сохранены исходные физико-механические свойства сплава, гарантирующие необходимые прочностные характеристики и надежность изделий.
Эти обстоятельства, нередко препятствующие широкому применению указанных сплавов, послужили основанием для выполнения данной работы по проведению исследований в области обработки резанием крупногабаритных деталей ракетной техники из титановых сплавов.
Во второй главе изложена методика проведения экспериментальных исследований, дано описание используемого при проведении исследований, оборудования, режущего инструмента и контрольно-измерительной аппаратуры, представлена методика обработки экспериментальных данных.
Для определения рационального варианта СМП были отобраны 6 типов СМП одинаковой формы SNMM 250724 различных производителей. В качестве критерия оценки для испытаний был принят износ по задней грани – h3, величина износа измерялась на микроскопе БМИ-1. Цель исследований заключалась в выборе СМП, сочетающей высокую стойкость и приемлемую для производства стоимость, чтобы использовать ее при выпуске серийной продукции и при проведении теоретических и экспериментальных исследований. Испытаниям подвергались по 3 четырехгранных СМП каждой марки. В результате для каждой марки СМП получали 12 результатов измерений.
Оборудование, режимы резания (V = 40 м/мин; So=0,125 мм/об; t=1мм), обрабатываемый материал (титановый сплав ВТ6) и время обработки (10 мин) были неизменны для всех СМП.
Исследования по определению влияния режимов обработки на температуру резания проводились с целью проверки адекватности полученных в результате решения тепловой задачи расчетных значений температуры резания, и определения экспериментальной зависимости температуры резания от режимов обработки. Схема измерительной установки показана на рисунке 1.
Эксперименты проводились в лабораторных условиях на токарно-винторезном станке 16К20, в качестве режущего инструмента использовалась СМП SNMM 250724 R1 AP30TM производства Кировоградского завода твердых сплавов (КЗТС), она закреплялась в державку PSDNN 4040S25. Температура резания фиксировалась инфракрасным пирометром Raynger 3i 2ML2 (1). Диапазон измерения прибора от 200 до 1800 °С с точность измерения ±1 °C. С помощью специально изготовленного штатива (2) пирометр закреплялся в резцедержапод углом 60о к продольной оси заготовки на удалении 500 мм от режущей кромки резца (4).
Правильность установки пирометра контролировалась с помощью лазерного целеуказателя вмонтированного в корпус пирометра.
Точный коэффициент излучения определялся с помощью тарировки пирометра для титанового сплава ВТ6, а диаметр измеряемого пятна и расстояния чувствительной головки до зоны измерения по формуле (1):
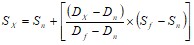 (1)
(1)
где: ![]() – размер неизвестного пятна, мм;
– размер неизвестного пятна, мм; ![]() – Размер меньшего известного пятна, мм;
– Размер меньшего известного пятна, мм; ![]() – Размер большего известного пятна, мм;
– Размер большего известного пятна, мм; ![]() – Расстояние до неизвестного пятна;
– Расстояние до неизвестного пятна; ![]() – расстояние до меньшего известного пятна;
– расстояние до меньшего известного пятна; ![]() – расстояние до большего известного пятна.
– расстояние до большего известного пятна.
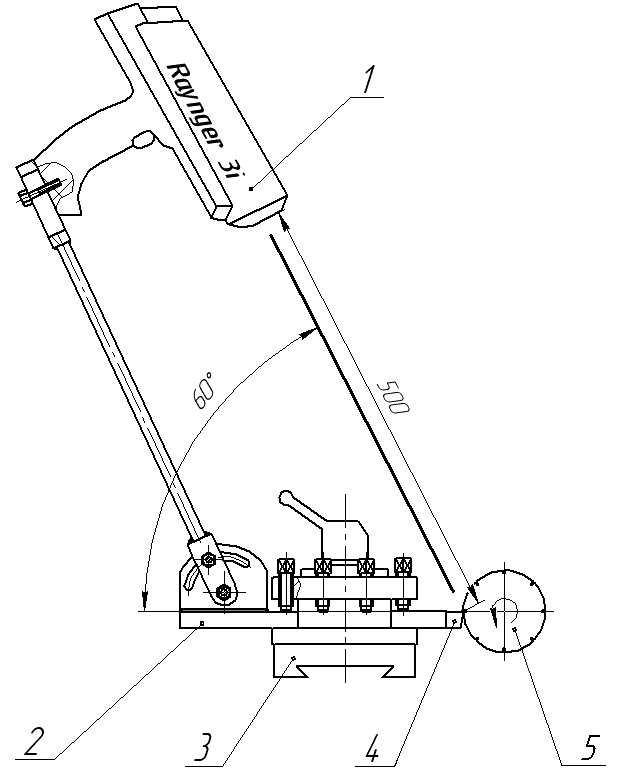
Рис. 1 Схема измерительной установки
С целью предотвращения попадания стружки в зону измерения температуры, в заготовке (5) на электроэрозионном станке были изготовлены 6 продольных канавок шириной 0,2 мм и глубиной 6 мм по всей длине заготовки.
Исследования проводились по схеме однофакторного эксперимента. В ходе эксперимента контролировалась температура в зоне резания от начала точения. После того, как температура резания в процессе стабилизировалась, пирометр в автоматическом режиме фиксировал ее максимальное значение. Таких значений для 15 комбинаций режимов резания в лабораторных условиях с целью обеспечения повторяемости опытов было проведено по 10 для каждого значения глубины, подачи и скорости резания. В дальнейшем, эти значения использовалось при обработке результатов и получении эмпирической степенной зависимости влияния режимов обработки на температуру резания, методика определения которой не отличалась от общепринятой.
Исследования по определению зависимости стойкости режущего инструмента от скорости резания проводились с целью разработать на основе полученных данных, методику определения рациональной скорости резания, обеспечивающей гарантированную обработку требуемой поверхности крупногабаритной детали за период стойкости режущего инструмента.
Данные исследования проводились в лабораторных условиях, металлорежущий станок и режущий инструмент использовался аналогичный, как и при экспериментах по определению влияния режимов обработки на температуру резания. В качестве критерия оценки был принят износ по задней грани h3=0,75 мм, величина износа измерялась на микроскопе БМИ-1. В процесс экспериментов определялся износ режущего инструмента от времени обработки при Vср1 = 10,6 м/мин; Vср2 = 16,55 м/мин; Vср3 = 24,74 м/мин. Методика проведения экспериментов и статистическая обработка данных не отличалась от общепринятой.
В третьей главе изложена методика моделирования тепловых процессов и приведены результаты моделирования температуры резания при механической обработке титанового сплава ВТ6.
Для установления взаимосвязи между температурой резания и режимами обработки построена физическая и математическая модели тепловых процессов при резании металлов.
Физическая модель представляет собой генерирование теплоты в зоне стружкообразования, происходящее в результате контактного взаимодействия и деформаций обрабатываемого материала.
Используя результаты исследований процессов распределения тепла, при резании металлов описанных в работах , , можно выделить три основных источника тепла:
- Источник в зоне сдвига, вызванный процессом интенсивной упругой и пластической деформации.
- Источник в зоне трения между стружкой и передней поверхностью инструмента.
- Источник в зоне трения между заготовкой и задней поверхностью инструмента.
При резании титановых сплавов соотношение распределения теплоты несколько иное, чем при резании сталей, больше теплоты уносится стружкой и меньше поглощается резцом. Согласно работы проф. , для резцов оснащенных твердым сплавом, при резании титана и его сплавов, в резец поступает 20 % теплоты, в стружку около 50% и до 20% тепла передается в режущий инструмент. Схематично источники возникновения и возможные пути распространения теплоты при резании металлов без применения охлаждения детали и инструмента для процесса точения представлены на рисунке 2.
Теплота, выделяющаяся в зоне резания, и теплота, удаляемая из неё за тот же промежуток времени равны и понимаются под тепловым балансом резания (2), т. е., в каждое мгновение при резании должно иметь место равенство приходной и расходной частей.
![]() (2)
(2)
где Qп. д – количество теплоты, выделяющееся при пластической деформации; Qтр. п, Qтр. з – то же, выделяющееся при трении о переднюю и заднюю поверхность режущего инструмента соответственно; Qстр, Qзаг, Qин, Qо. с – количество теплоты, переходящее в стружку, деталь, режущий инструмент и в окружающую среду соответственно.
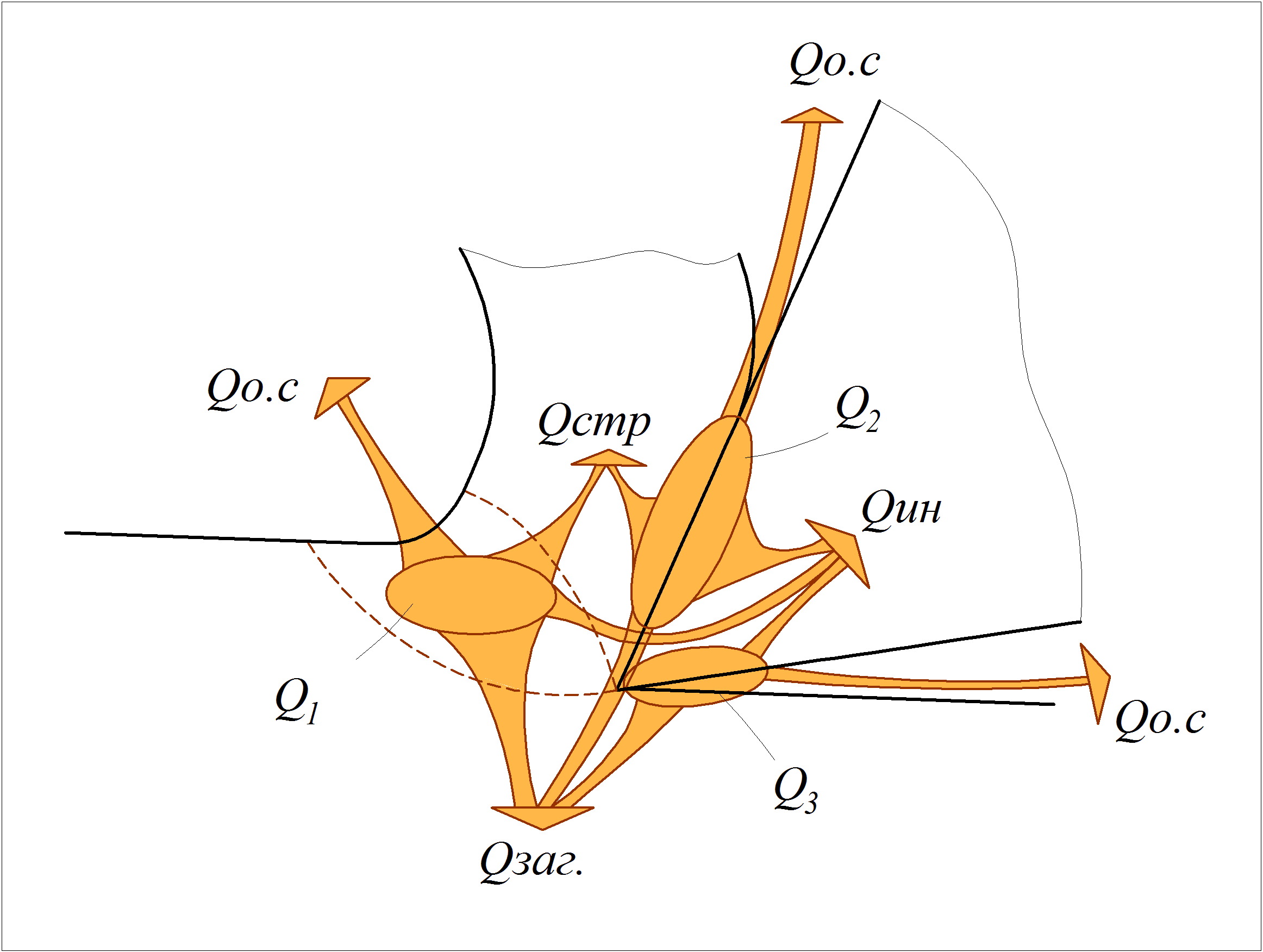
Рис. 2 Схема расположения источников теплоты
и пути распространения тепла в зоне резания
Для реализации расчетов температурных полей в стружке, инструменте и заготовке, тепловые источники подвергаются схематизации по методу расположения, форме, закону распределения интенсивности, скорости перемещения и времени функционирования.
Математическая модель тепловых процессов представляет собой основное уравнение теплопроводности, для его решения было сделано ряд допущений. С учетом принятых допущений уравнение теплопроводности примет окончательный вид:
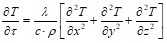 (3)
(3)
Для решения задачи были выбраны начальные условия
![]() (4)
(4)
то есть в начальный момент времени в рассматриваемых телах температура постоянна и принята равной 20 оС. И заданы граничные условия II-го рода
![]() (5)
(5)
где qn – плотность теплового потока на поверхности тела.
Решение тепловой задачи производилось с помощью МКЭ. После применения стандартных конечно-элементных процедур общее уравнение теплопроводности было сведено к системе обычных дифференциальных уравнений в матричной форме. Моделирование выполнялось в программе ANSYS mechanical. Для расчетной области построена сетка конечных элементов содержащая 4670 конечных элементов и 8369 узлов (рис.3).

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 |
