
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral

Рис. 3 «Сетка» конечных элементов
Тепловая нагрузка на резец была задана на основе теории идеализированных источников тепла, предложенной профессором в виде линейного источника теплоты и источника теплоты, распределенного по площади (см. рис.4).
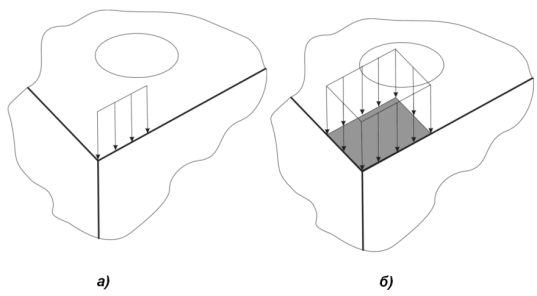
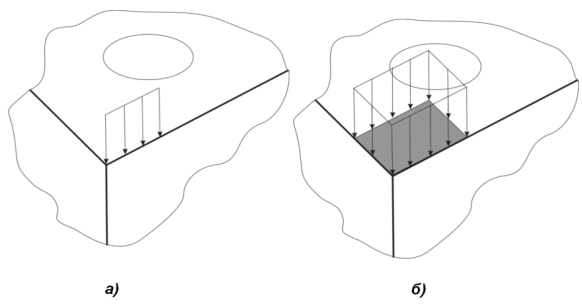
а) б)
Рис. 4 Источники теплоты:
а – линейный; б – распределенный по площади
Определение количества теплоты, возникающего в процессе резания можно представить через работу, затрачиваемую на процесс резания.
Q = A / ф = PZ · V/60 (6)
где Pz – сила резания, Н; V – скорость резания, м/с.
Величина сил резания, определялась по эмпирической степенной зависимости (7) для титанового сплава ВТ6, приведенной в работе .
![]() (7)
(7)
Математическое моделирование температуры резания проводилось при действии линейного источника теплоты; при действии полосового источника теплоты, распределенного по поверхности равной площади срезаемого слоя; при полосовом источнике теплоты, распределенного по поверхности с учетом площади контакта стружки с резцом. Результаты представлены на рисунка 6-8.
На рис. 5.показаны снимки с экрана монитора при моделировании тепловых процессов.
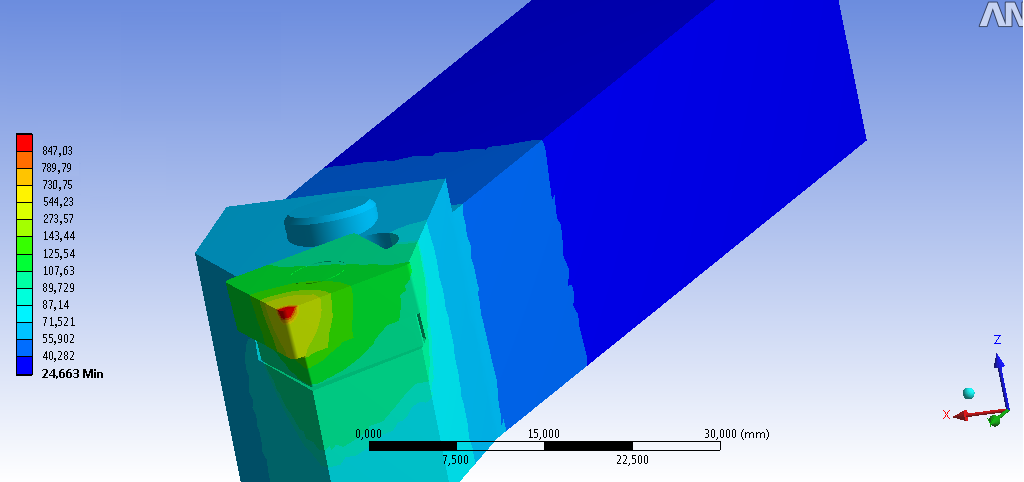
Рис.5 Распределение температуры по резцу на 120 с, при линейном источнике тепла, без учета сил трения при t = 1,5 мм; So = 0,15 мм/об; V = 18,84 м/мин.
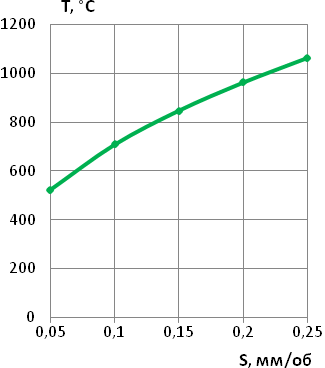
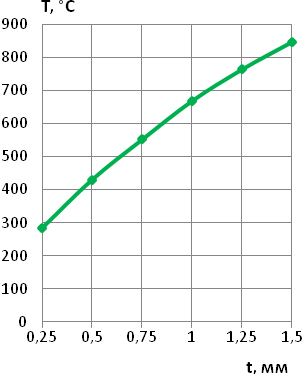
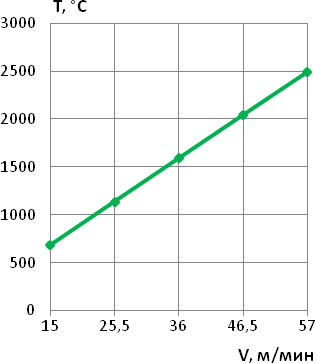
Рис. 6 Математическая зависимость температуры резания при линейном источнике теплоты:
а – от величины подачи при t = 1,5 мм; V = 18,84 м/мин;
б – от глубины резания при So = 0,15 мм/об; V = 18,84 м/мин;
в – от скорости резания при t = 1,5 мм; So = 0,15 мм/об.
![]()
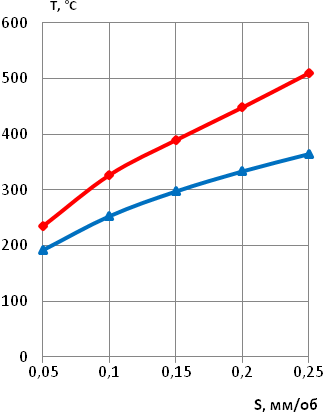
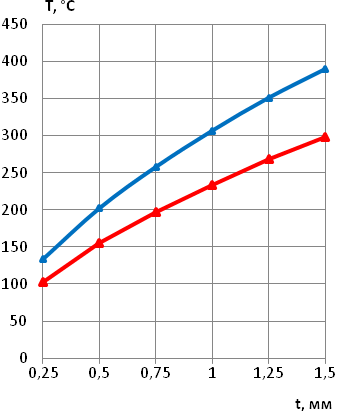
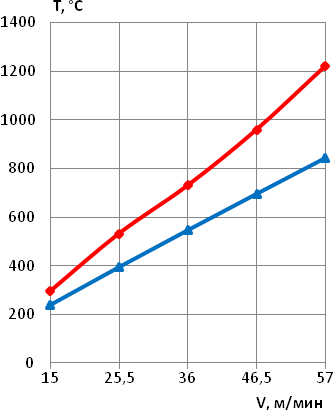
Рис. 7 Математическая зависимость температуры резания при действии полосового источника теплоты, распределенного по поверхности равной площади срезаемого слоя:
а – от величины подачи при t = 1,5 мм; V = 18,84 м/мин;
б – от глубины резания при So = 0,15 мм/об; V = 18,84 м/мин;
в – от скорости резания при t = 1,5 мм; So = 0,15 мм/об.
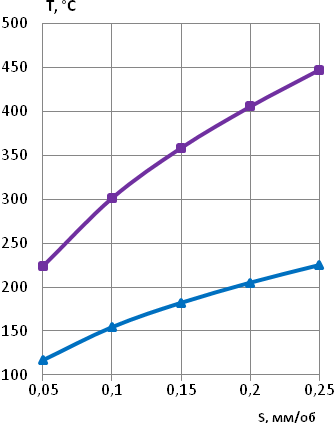
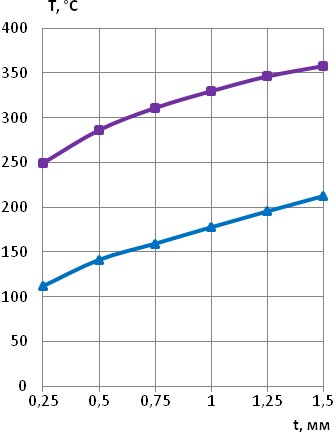
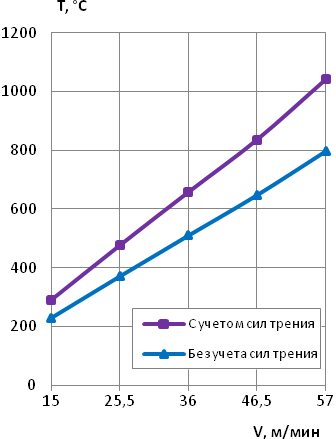
Рис. 8 Математическая зависимость температуры резания при действии полосового источника теплоты, распределенного по поверхности с учетом площади контакта стружки с резцом:
а – от величины подачи при t = 1,5 мм; V = 18,84 м/мин;
б – от глубины резания при So = 0,15 мм/об; V = 18,84 м/мин;
в – от скорости резания при t = 1,5 мм; So = 0,15 мм/об.
Модели строились с учетом внешнего трения стружки о переднюю поверхность резца, так и без его учета. Результаты моделирования показывают, что вклад внешнего трения существенен и в расчетах его необходимо учитывать.
В четвертой главе представлены результаты экспериментальных исследований проведенных в процессе решения задач поставленных в настоящей работе. На основе анализа результатов испытаний по определению рационального варианта СМП, приведены обоснования выбора СМП для использования на производстве и при проведении теоретических и экспериментальных исследований; проведен сравнительный анализ результатов экспериментальных исследований температуры резания при обработке титанового сплава ВТ6 с расчетными данными полученными при моделировании тепловых процессов; получены эмпирические степенные зависимости температуры резания от режимов обработки и стойкости режущего инструмента от скорости резания для титанового сплава ВТ6, на основе которых разработаны и представлены методики определения рационального значения частоты вращения шпинделя станка в зависимости от заданного значения температуры резания и стойкости режущего инструмента при обработке крупногабаритных деталей.
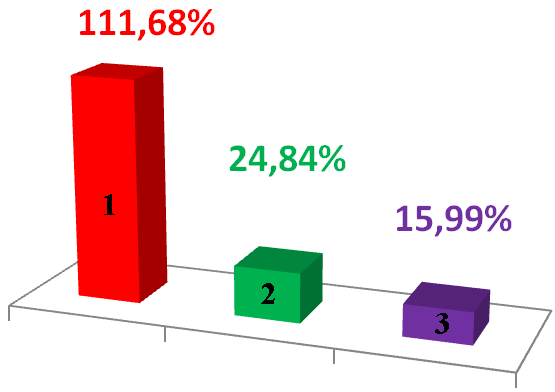
Экспериментальные исследования по определению рационального варианта СМП, результаты которых показаны на рис. 9. показали, что наибольшей износостойкостью обладают СМП №1. Однако их различие по величине износа с СМП №3, которая показала лучший результат среди СМП отечественного производства, незначительное и составляет порядка 10%, но цена импортной пластины в три раза выше отечественного аналога, таким образом выбрана СМП №3 (Rl AP30TM) производства КЗТС, как наиболее рационально сочетающая соотношение «цена-качество».
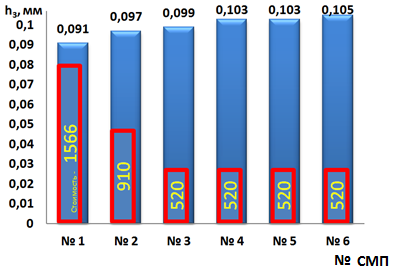
Рис. 9 Зависимость величины износа от вида СМП и ее стоимость*
( t = 1,0 мм; So= 0,125 мм/об; v ≈ 40 м/мин; τ = 10 мин.)
* оптовая цена 1шт. в руб. действительна на 01.10.2011
Результаты экспериментальных исследований влияния режимов обработки на температуру резания графически представлены на рис. 10.
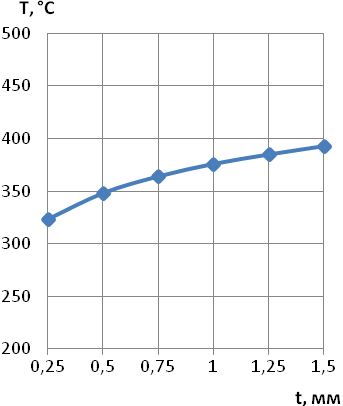
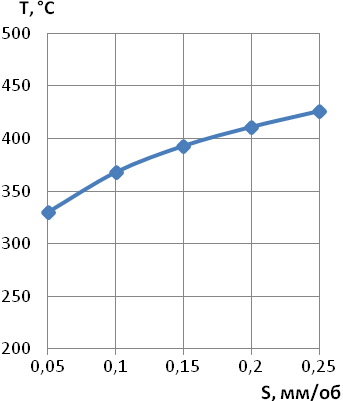
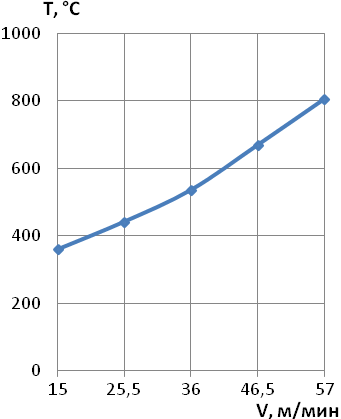
Рис.10 Экспериментальная зависимость температуры резания:
а – от глубины резания S = 0,15 мм/об; V = 18,84 м/мин;
б – от подачи t = 1,5 мм; V = 18,84 м/мин;
в – от скорости резания t = 1,5 мм; S = 0,15 мм.
Адекватность полученных данных при моделировании тепловых процессов, оценивались сравнением с экспериментальными значениями при одинаковых режимах обработки. Для сравнение использовались данные полученные при моделировании с учетом сил трения о переднюю поверхность резца. Графики сравнения представлены на рисунке 11.

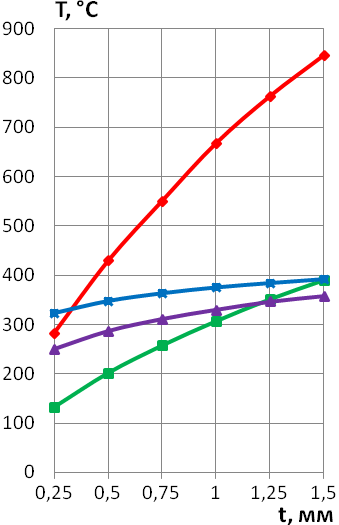
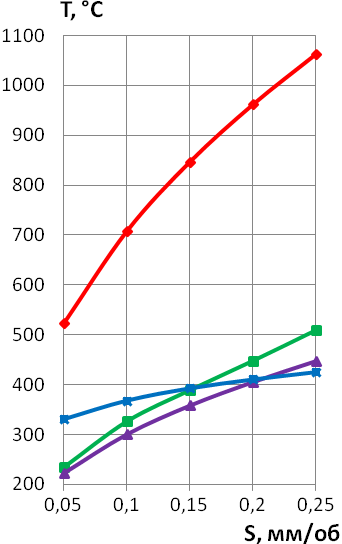
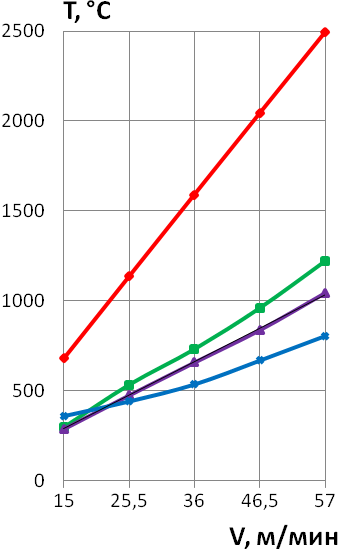
Рис.11 Сравнение зависимостей температуры резания:
а – от глубины резания при So = 0,15 мм/об; V =18,84 м/мин;
б – от подачи при t = 1,5 мм; V = 18,84 м/мин;
в – от скорости резания при t = 1,5 мм; So = 0,15 мм/об.
Анализ погрешности результатов математического моделирования (см. таблицу 1), показал, что наиболее предпочтителен вариант расчета с использованием полосового источника теплоты, распределенного по поверхности с учетом площади полного контакта стружки с резом. Данный метод можно рекомендовать для практического использования, однако статистическая обработка данных показывает, что с учетом доверительного интервала эта ошибка может составить более 20%, соответственно это нужно учитывать при назначении режимов резания, что приведет к существенной потере производительности.
Таблица 1
Анализ погрешности результатов математического моделирования
№ п/п | Вид моделирования | Погрешность учетом доверительного интервала | Погрешность результатов |
1 | При действии линейного источника теплоты |
|
|
2 | При действии полосового источника теплоты, распределенного по поверхности равной площади срезаемого слоя |
| |
3 | При действии полосового источника теплоты, распределенного по поверхности с учетом площади контакта стружки с резцом |
|
Поэтому для определения температуры резания на основании результатов экспериментальных исследований, была получена эмпирическая степенная зависимость.
![]() (8)
(8)
Чтобы оценить достоверность полученной эмпирической зависимости, необходимо оценить величину ошибки в контрольных точках при различных значениях подачи, глубины и скорости резания, с последующей статистической обработкой полученных данных. Для этого были проведены дополнительные экспериментальные исследования. Методика проведения дополнительных экспериментальных исследований, оборудование, инструмент и контрольно-измерительная аппаратура были аналогичными, как и при экспериментальных исследованиях по установлению зависимости температуры резания от режимов обработки. Исследования проводились для 21 комбинаций режимов обработки.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 |
