
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
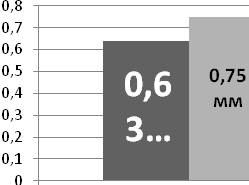
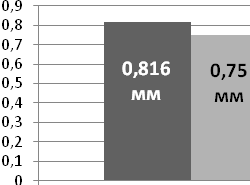
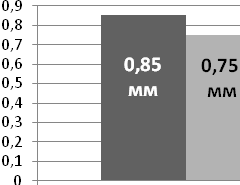
Сравнение результатов температуры резания полученных экспериментальным путем и расчетных по эмпирической зависимости представлены на рис. 12 и составляет не более 5%, при доверительном интервале ![]() .
.
Данные результаты позволяют сделать вывод о том, что для назначения режимов обработки в условиях конкретного предприятия лучше всего пользоваться эмпирической зависимостью.
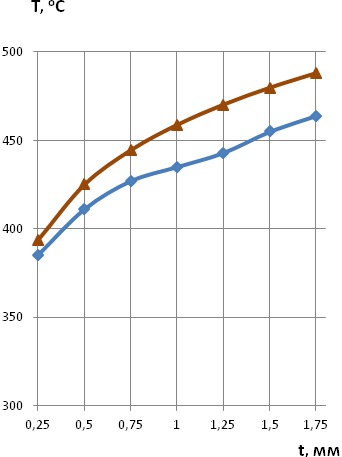
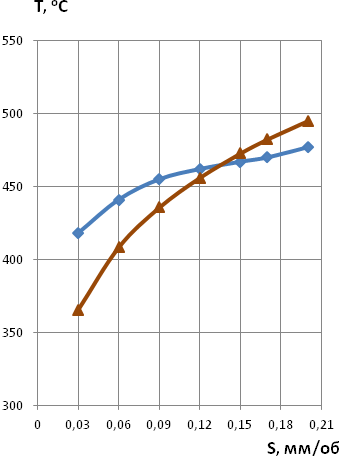
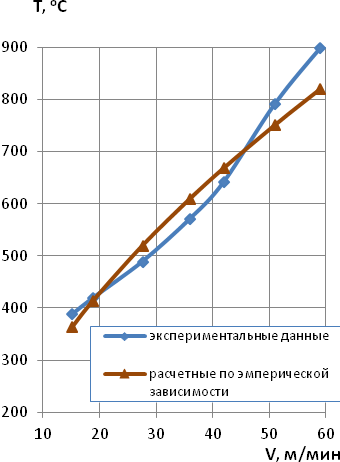
Рис. 12 Сравнение зависимостей температуры резания:
а – от глубины резания при So = 0,2 мм/об; V =25,5 м/мин;
б – от подачи при t = 2 мм; V = 25,5 м/мин. от скорости резания;
в – от скорости резания при t = 2 мм; So = 0,2 мм/об.
Проведенные исследования позволили разработать методику назначения рационального значения частоты вращения шпинделя станка в зависимости от заданного значения температуры резания, которые позволяют минимизировать взаимодействие титана с азотом, водородом и кислородом воздуха, а также обезопасить производство от возможного возгорания стружки, методика представляет собой алгоритм, представленный на рис. 13.
Рис. 13 Алгоритм назначения режимов обработки,
позволяющих минимизировать взаимодействие титана с азотом,
водородом и кислородом воздуха, а также обезопасить производство
Согласно литературных данных скорость резания оказывает большее влияние на стойкость режущего инструмента, нежели подача и глубина резания, это обусловило общепризнанный порядок определения режимов обработки, по которому скорость резания выбирается после выбора значений глубины резания и подачи. Как показывает производственная практика, глубина резания обычно равна припуску на обработку, а подача определяется исходя из требуемой шероховатости обработанной поверхности и жесткости системы СПИД. Поэтому выбор рациональной скорости резания очень важен для обеспечения требуемой стойкости режущего инструмента. На рис.14 показана экспериментальная зависимость режущего инструмента от скорости резания.
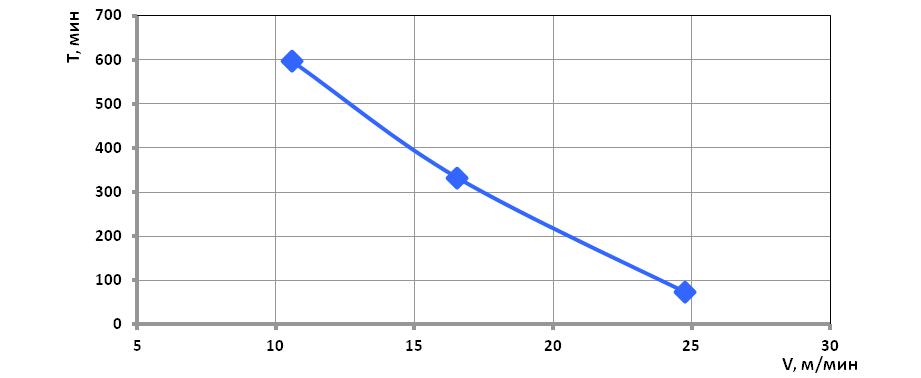
Рис.14 Экспериментальная зависимость
стойкости режущего инструмента от скорости резания
при точении без охлаждения титанового сплава ВТ6 при S=0,22 мм/об; t=3 мм
Результаты экспериментальных данных позволили определить эмпирическую степенную зависимость скорости резания на стойкость режущего инструмента при обработке титанового сплава ВТ6.
![]() (9)
(9)
где Т – стойкость, в мин.
Проверка адекватности эмпирической зависимости проходила в производственных условиях. Режимы обработки назначались с обеспечением требуемой стойкости режущего инструмента по эмпирической степенной зависимости, затем в производственных условиях на получистовых операциях (поверхность - без корки) расчетное время при заданных режимах велась обработка режущим инструментом без его переустановки для смены грани СМП, после чего измерялся износ по задней грани h3. Полученные результаты сравнивались с расчетными, результаты сравнения представлены на рис. 15.
![]()
Рис.15 Сравнение величины износа от времени обработки
Среднее отклонение результатов полученных расчетным путем по степенной зависимости от экспериментальных данных составило 12,39%. На основании данной степенной зависимости была разработана методика определения рационального значения частоты вращения шпинделя станка, обеспечивающей обработку всей поверхности детали за период стойкости режущего инструмента. Данная методика представлена в виде алгоритма на рис. 16.
Рис. 16 Алгоритм назначения
рационального значения частоты вращения шпинделя станка,
обеспечивающей обработку всей поверхности детали
за период стойкости режущего инструмента
Пятая глава посвящена описанию промышленной апробации результатов работы при обработке изделий из титанового сплава ВТ6.
РЕЗУЛЬТАТЫ И ВЫВОДЫ
1. На основе исследований закономерностей влияния режимов резания на температуру резания и стойкость режущего инструмента разработана методика выбора числа оборотов шпинделя, обеспечивающего бесперебойную токарную обработку крупногабаритных деталей из титанового сплава ВТ6. Внедрение разработанной методики и рекомендованных СМП позволило повысить производительность процесса чернового растачивания в 2 раза и избежать появления ступеньки на обработанной поверхности.
2. На основе исследований закономерностей влияния режимов резания на температуру резания разработана методика выбора скорости резания. Внедрение разработанной методики позволило исключить взаимодействие титанового сплава ВТ6 с азотом и кислородом, а также обеспечить проведение токарной обработки без опасности возгорания стружки.
3. Математическое моделирование тепловых процессов токарной обработки методом конечных элементов с использованием различных видов источников тепла и сравнение полученных расчетных значений с эмпирическими данными показали, что наиболее предпочтителен вариант расчета с использованием полосового источника теплоты, действующего по поверхности, учитывающий площадь контакта стружки с резцом. Среднее отклонение расчетных значений температуры резания от экспериментальных данных составило 15,99 %.
4. Сравнение эмпирической зависимости температуры резания от режимов резания с экспериментальными данными показало, что для условий конкретного предприятия лучше пользоваться эмпирической зависимостью. Среднее отклонение расчетных значений температуры резания от эмпирических данных составило 4,93 %.
5. Математическое моделирование тепловых процессов и экспериментальные исследования показали, что необходимо определение температуры резания производить с учетом сил трения.
6. Разработаны и апробированы практические рекомендации по назначению рациональных режимов резания, позволяющие минимизировать взаимодействие титана с водородом, кислородом и азотом воздуха при растачивании крупногабаритных деталей, основанные на базе экспериментальных и теоретических исследованиях влияния режимов резания на температуру резания.
7. На основе проведенных стойкостных исследований различных видов СМП предложен наиболее рациональный вариант, сочетающий высокую стойкость и приемлемую для производства стоимость.
8. На основе проведенных экспериментальных исследований стойкости режущего инструмента получена эмпирическая зависимость, позволяющая объективно выбирать рациональное значение скорости резания.
Основное содержание диссертации изложено в работах*:
1. , , Попов режимов резания на температуру режущей кромки токарных резцов при обработке титановых сплавов // Вестник Ижевского государственного университета. – 2011. №1. С. 7-10.
2. , , Попов заданной стойкости режущего инструмента при растачивании крупногабаритных деталей из титанового сплава ВТ6 // Вестник Ижевского государственного технического университета. 2012. №2. С. 46-48.
3. , , Попов эффективности чернового точения деталей из титановых сплавов // Интеллектуальные системы в производстве. 2012. №1. С. 104-107.
4. Жиляев М. К. Дубровин комплекса мероприятий по повышению производительности обработки отверстий в обечайке из титанового сплава // Аннотированный отчет по научно-исследовательской работе – Ижевск: Изд-во «Ижевский государственный технический университет», 2007. – 41С
5. , , Попов комплекса рекомендаций по снижению трудоемкости при черновой механической обработки титановых сплавов на ФГУП «Воткинский завод» // Материалы межрегиональной научно-практической конференции «Развитие местного самоуправления в городах России с градообразующими предприятиями» - Ижевск, Издательство «Удмуртский университет», 2010. с. 175-178.
6. , , Попов исследования влияния глубины резания и подачи на температуру резания при точении титанового сплава ВТ6 // Материалы межрегиональной научно-практической конференции «Развитие местного самоуправления в городах России с градообразующими предприятиями» - Ижевск, Издательство «Удмуртский университет», 2010. с. 178-181.
7. Попов Д. С., , Жиляев эффективности чернового растачивания деталей типа фланец из титанового сплава ВТ6 в условиях ФГУП «Воткинский завод» // Материалы докладов IX Всероссийской научно-технической конференции студентов, магистров, аспирантов и молодых ученых «Техника XXI века глазами молодых ученых и специалистов» - Тула, Издательство ТулГУ, 2010. с. 48-54.
8. , , Жиляев режимов обработки на температуру режущей кромки инструмента при точении титанового сплава ВТ6 // Материалы докладов IX Всероссийской научно-технической конференции студентов, магистров, аспирантов и молодых ученых «Техника XXI века глазами молодых ученых и специалистов» - Тула, Издательство ТулГУ, 2010. с. 54-57.
(* курсив – для публикаций в изданиях, рекомендованных ВАК).

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 |
