

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
|
|
|



Запись в конспекте:
▲ Достоинства отливок:
- практически неограниченные габариты и масса (от1гр-до400тонн); разнообразная конфигурация.
Вопрос: Какие недостатки имеют отливки?
Ответы студентов (обобщение ответов): Отливки пористые и отличаются неоднородностью химического состава и не высокие механические свойства по сравнению с другими видами обработки давлением. Для деталей с литой макроструктурой, как правило, характерны пониженная прочность, неравномерные свойства в различных участках отливки и склонность к образованию дефектов (усадочные и газовые раковины, горячие и холодные трещины и др.). Качество отливки зависит от ее конструкции и технологии литья, поэтому при проектировании литой детали необходимо знать особенности литейной технологии.
Запись в конспекте:
▲ Недостатки отливок:
- пористые, неоднородность химического состава; не высокие механические свойства.
ПЕРВИЧНОЕ ОСМЫСЛЕНИЕ И ЗАКРЕПЛЕНИЕ МАТЕРИАЛА (продолжение) - 30 мин.
Самостоятельная работа студентов – 27мин
Работа в парах по заполнению сводной таблицы «Характеристики литых заготовок (работа с раздаточным материалом)» ( см. приложение).
Инструктаж по выполнению: При выборе заготовки технолог должен знать все характерные особенности различных видов заготовок. Если на формообразовании вы разбирали сам процесс получения отливок, то сегодня, мы акцент сделаем на их размерной точности, шероховатости и т. д..
Мы с вами уже определили виды литых заготовок. У всех имеется раздаточный материал, используя его, вы должны составить сводную таблицу
«Характеристики литых заготовок (отливок)».
Первую графу «Литье в песчано-глинистые формы» заполняют с преподавателем.
Таблица 1 - Характеристики литых заготовок
Способ получения заготовки | масса | форма | Квалитет точности | Шероховатость | Используемый материал | Тип производства | Получаемые детали | Достоинства или недостатки |
В песчано-глинистую форму | ручная формовка до 200т, машинная до 10т | простая - сложная | Ручная формовка - IТ17, Машинная - IТ14…16 | Ручнаяформовка Rа20…80 Машинная - IТ14…16 | серый чугун, малоугле-родистая сталь (0,35%С), сплавы цветных металлов. | единичное и мелкосерийное | станины станков, корпуса турбин и т. д. | Получают самые крупные отливки Качество металла отливок весьма низкое |
….. | …. | ….. | ….. | ….. | ….. | ….. | ……. | … |
А сейчас давайте поработаем с составленной вами таблицей и проведем блиц – опрос.
Блиц-опрос – 3 мин.
а) Назовите пределы точности литых заготовок?
(10-17 квалитеты)
Б) Какое литье используют только в серийном и массовом производстве?
(литье под давлением)
Б) Какое литье позволяет получить заготовки для изготовления самых тяжелых и крупногабаритных деталей (до 200тонн)?
(литье в песчанно - глинистые формы)
В) Каким способом литья получают заготовки для деталей, имеющих форму тел вращения?
(центробежное литье)
Г) Какой способ литья применяется для изготовления деталей, из высоколегированных сталей и сплавов, трудно поддающихся механической обработке?
(литье по выплавляемым моделям)
Д) Какое литье ограничивает возможность изготовления крупногабаритных отливок?
(литье в кокиль)
V. объяснения нового материала (продолжение)
3. Факторы, определяющие выбор заготовки
Теперь вы уже владеете достаточной информацией об отливках.
Вопрос: Кроме конфигурации детали и материала, какие факторы оказывают влияние на выбор заготовки для той или иной детали?
Ответы студентов (обобщение ответов): Чем больше серийность производства, тем прогрессивнее способ должен быть выбран и заготовка должна быть более близка по форме и размерам к детали, чтобы свести механическую обработку к минимуму. Не все способы литья позволяют получать заготовки большой массы.
Запись в конспекте:
▲ Вид заготовок и способ их изготовления для конкретной детали определяют такими факторами, как:
- Материал; Конструктивная форма; Размеры и масса; Серийность производства.
VI. ПЕРВИЧНОЕ ОСМЫСЛЕНИЕ И ЗАКРЕПЛЕНИЕ МАТЕРИАЛА (продолжение) - 15мин
Работа в группах
Работа с чертежами (слайды). Чертеж детали получает каждая группа.
Инструктаж по выполнению: Сейчас для закрепления пройденного материала мы поработаем командами. В каждой команде 4-5 человек (студенты рассажены заранее или преподаватель их группирует). Команда получает чертеж детали.
Задание: Для представленных на чертежах деталей, выбрать способ литья для получения заготовки. Тип производства задан для каждой детали. Ответ обосновать. Время на подготовку – 5минут. По одному представителю от команды обосновывают выбор заготовки перед группой. При необходимости представители других команд могут задавать уточняющие вопросы.
Команда – Производство массовое. Деталь «Подшипник вала рулевого управления».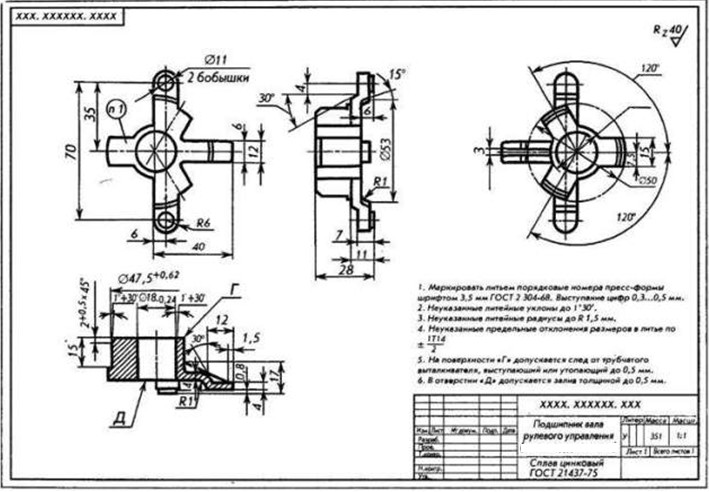
Предполагаемый ответ: Деталь относится к классу втулки, масса 3.51 кг. Деталь имеет очень сложную конструктивную форму, при этом знак 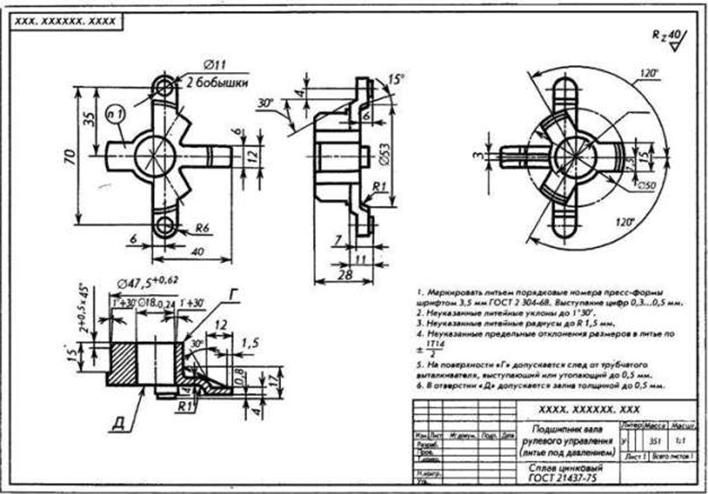 который стоит в правом верхнем углу свидетельствует о том, что деталь подвергается только однократной черновой обработки, при которой такую форму получить не возможно. Материал цинковый сплав, обладает хорошими литейными свойствами. Учитывая вышеизложенное, а также массовость производства в качестве способа изготовления выбираем литье под давлением.
который стоит в правом верхнем углу свидетельствует о том, что деталь подвергается только однократной черновой обработки, при которой такую форму получить не возможно. Материал цинковый сплав, обладает хорошими литейными свойствами. Учитывая вышеизложенное, а также массовость производства в качестве способа изготовления выбираем литье под давлением.
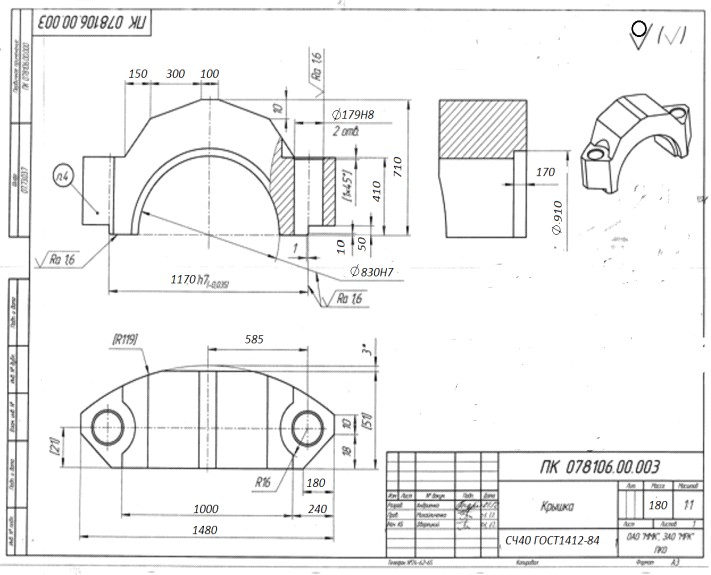
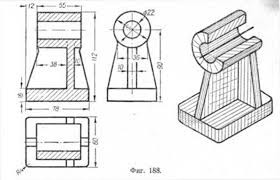
Предполагаемый ответ: Деталь можно отнести к корпусным, масса 180 кг, производство единичное. Механической обработке подвергаются только отверстия и базовые поверхности, остальные поверхности обработке не подвергаются (очень свидетельствует знак 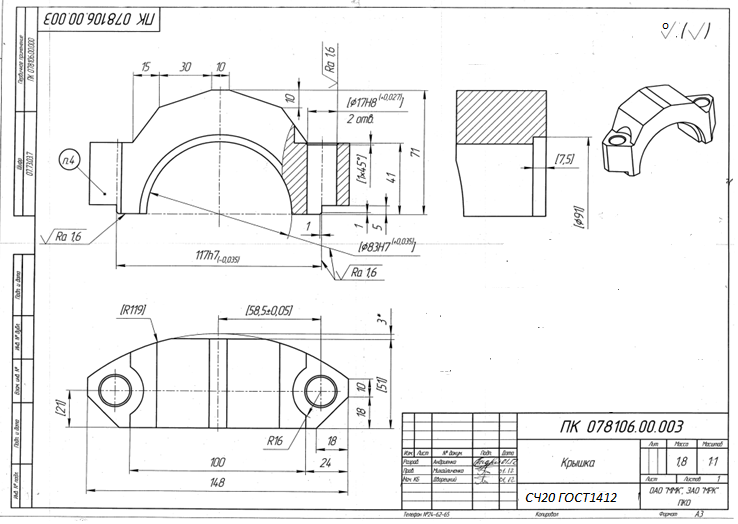 ), их форма получена литьем. Учитывая данные факторы, рекомендуем способ получения отливки - литье в песчано-глинистые формы.
), их форма получена литьем. Учитывая данные факторы, рекомендуем способ получения отливки - литье в песчано-глинистые формы.
Предполагаемый ответ:

Деталь имеет несложную форму, тела вращения, относится к классу валы. Перепады диаметров ступеней не значительны. Материал сталь 45, как правило, не применяется для литья. Целесообразней выбрать другие методы получения заготовки для данной детали.
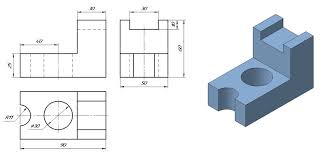
Команда – Производство крупносерийное. Деталь «корпус»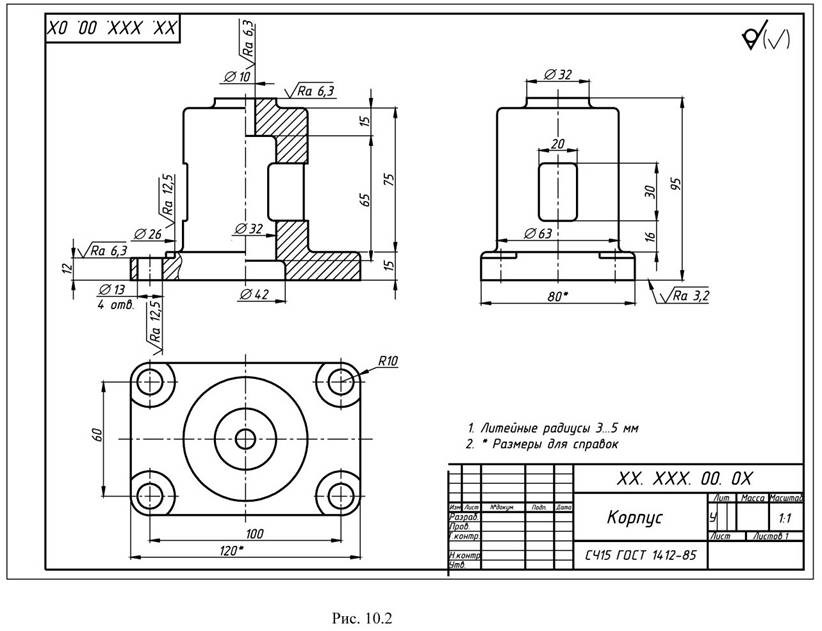
Предполагаемый ответ: Деталь корпусная, имеет наружную коробчатую поверхность средней степени сложности, внутренние отверстия ступенчатой формы. Габариты не большие, масса около 4кг. Обработке подвергаются крепежные отверстия и базовые поверхности, о чем свидетельствуют обозначения шероховатости, остальные поверхности получены при изготовлении отливки. Материал серый чугун. Учитывая серийность производства и остальные данные, рекомендуем литье в кокиль.
5. Команда – Производство массовое. Деталь «Фреза»
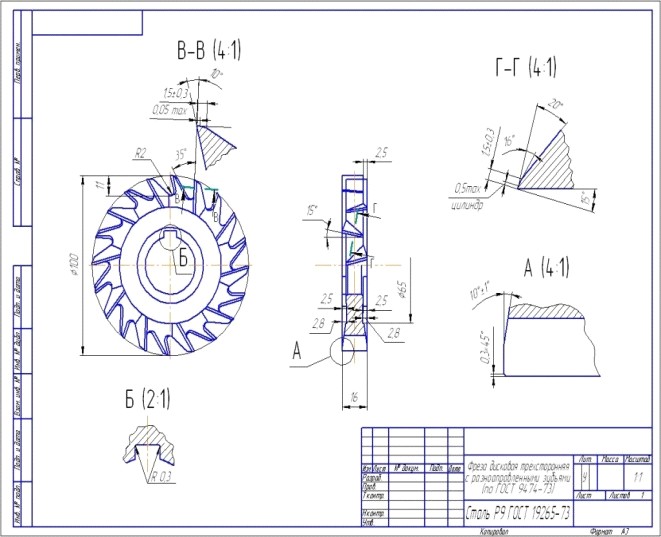
Предполагаемый ответ: Фреза - режущий инструмент сложной конфигурации, нуждающийся только в заточке его режущей кромки на наждачном круге. Изготовлена из быстрорежущей стали Р9, обладающей высокой твердостью и прочностью, практически не поддающаяся механической обработке. Учитывая вышесказанное, рекомендуем литье по выплавляемым моделям.
Оценка результатов:
Все команды поработали и должны получить за это баллы. Команды, отвечавшие:
- без замечаний, получают3 балла: с незначительной корректировкой ответа -2 балла; остальные -1 балл.
Работа в проверочной тетради
Сейчас откроем проверочные тетради и выполним следующее задание.
Задание: Определить способ получения заготовки литьем для деталей, которые мы с вами сегодня уже рассматривали (представленные ранее на слайде). Вы в своем варианте работы напротив ответов на второе задание дописываете предлагаемый вами способ получения заготовки литьем.
Взаимопроверка результатов работы.
После выполнения работы поменяйтесь с соседом тетрадями, пусть он карандашом оценит правильность ваших ответов.
Теперь давайте проверим правильность выполненных вами работ. Смотрим на слайд и проверяем себя и соседа.
| Литье в песчано-глинистую форму: используется для деталей сложной формы, в частности корпусов, станин, плит |
| Центробежное литье: используется для заготовок, имеющих форму тел вращения |
| Литье в кокиль: используется для заготовок венцов зубчатых колес |
| Литье по выплавляемым моделям |
| Литье в песчано-глинистую форму или в кокиль – в зависимости от размеров и типа производства |

Критерии оценки: каждый правильный ответ оценивается в 1 балл.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 |
