

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Описание и функционирование головки текучести | Мы не будем делать различие между радиальным и орбитальным склепыванием. Мы будем рассматривать только вибрацию обжимки, вызывающую текучесть. |
Оси A (ось шпинделя) и B (ось обжимки) пересекаются в нулевой точке, расположенной в центре активной поверхности обжимки. | |
Клепальная головка приводится в движение:
Обжимка вибрирует вокруг оси A. Основание обжимки остается неподвижным. Материал деформируется под действием давления, прилагаемого на головку заклепки. Материал течет под действием сжимающего усилия сообразно стеканию жидкости. Как только обжимка подходит к заклепке, упорный шарикоподшипник или шаровой шарнир поглощает основное усилие склепывания. | |
Механизм склепывания |
Обжимание (продолжение)
Обжимка: штамповочный инструмент | Обжимка это рабочий инструмент станка. Она может иметь несколько форм, определяющих окончательную форму заклепочного соединения. Таким образом, обжимка адаптирована для выполнения необходимых соединений. Обжимка вставляется в держатель. Для извлечения нужно просто потянуть ее вниз. |
Обжимка не требует особого технического ухода, однако, ее не следует затачивать и обрабатывать. Если обжимка применяется для работы с оцинкованными или покрытыми нагаром деталями, рекомендуется регулярно чистить активную сторону, полируя наконечник. Шероховатость поверхности с зеркальным полированием не должна превышать Ra 0,2. | |
Наиболее часто используемые формы обжимок | |
Позиция | Название заклепочного соединения |
1 | Коническое |
2 | Плоское |
3 | В форме усеченного конуса |
4 | Внешняя обкатанная фальцовка |
5 | Внешняя загнутая плоская фальцовка |
6 | Расширяющееся |
7 | Выпуклое |
8 | Внутренняя обкатанная фальцовка |
9 | Внутренняя загнутая фальцовка |
10 |
Допускаемые отклонения обжимок |
Ш5 g6 | Ш6 g6 | +0,015 Ш8 +0,01 | +0,015 Ш12 +0,01 | Ш20 g6 | Ш40 g6 |
Обжимание (продолжение)
Обжимка: штамповочный инструмент (продолжение) |
ОБОЗНАЧЕНИЕ | X° | Bo Ш x L | A | B | C | D | E | F | G | H | J | K |
G 23-20 n | 3 | 5 x 20 | 15 | 20 | 50 | 19.5 | 10 | 4 | 18 | 13 | M10 x 1 | 5 |
G 35-20 | 5 | 5 x 20 | 15 | 20 | 55 | 29.5 | 10 | 4 | 18 | 20 | M10 x 1 | 5 |
G 43-40 n | 3 | 8 x 60 | 29 | 40 | 59 | 40 | 15 | 4 | 20 | 34 | M24 x 1.5 | 31 |
G 45-20 n | 5 | 8 x 40 | 20 | 11 | ||||||||
T 55-35 | 5 | 6 x 40 | 20 | 35 | 64 | 44.9 | 14 | 4 | 19 | 34 | M24 x 1.5 | 20 |
T 84-50 | 4 | 8 x 60 | 20 | 50 | 68 | 56 | 16 | 4 | 19 | 34 | M24 x 1.5 | 40 |
T 85-30 | 5 | 8 x 40 | 31 | 20 | ||||||||
T 121-34 R | 1 | 12 x 70 | 44 | 36 | 89 | 67 | 25 | 4 | 19 | 34 | M24 x 1.5 | 26 |
T 121-55 R | 1 | 12 x 95 | 57 | 93 | 51 | |||||||
T 123-34 R | 3 | 12 x 50 | 24 | 36 | 89 | 26 | ||||||
T 123-100 R | 3 | 12 x 140 | 44 | 102 | 93 | 96 | ||||||
T 124-55 R | 4 | 12 x 95 | 57 | 51 | ||||||||
T 124-75 R | 4 | 12 x 115 | 77 | 70 | 71 | |||||||
T 125-34 R | 5 | 12 x 50 | 24 | 36 | 89 | 67 | 26 | |||||
T 201 | 1 | 20 x 80 | 40 | 44 | 153 | 118 | 35 | 8 | 26 | 65 | M 40 x 2 | 40 |
T 202 | 2 | |||||||||||
T 202 - 100 | 20 x 150 | 55 | 100 | 95 | ||||||||
T 203 | 3 | 20 x 80 | 40 | 44 | 40 | |||||||
T 204 - 60 | 4 | 20 x 100 | 64 | 60 | ||||||||
T 205 | 5 | 20 x 80 | 44 | 40 | ||||||||
TM124.3 - 63 DR2 | 4.3 | 12 x 75 | 30 | 62 | 75 | 116 | 28 | 4.5 | 57 | 98 | 74 | 45 |
TM 205-55 - DR2 | 5.06 | 20 x 80 | 40 | 57 | 98 | 148 | 38 | 6 | 51 | 125 | 105 | 40 |
Заклепочное соединение
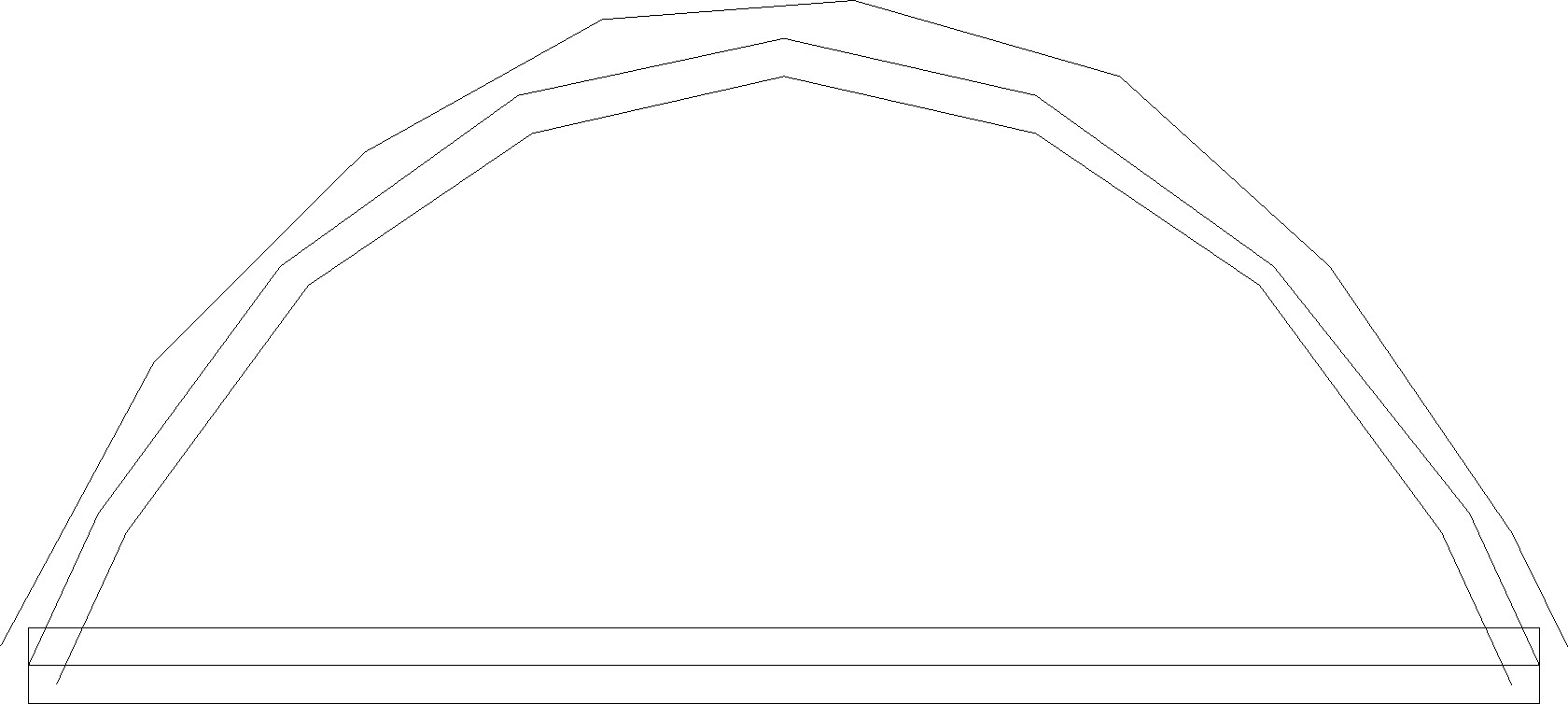
Определение угла и формы заклепки | Существуют различные углы наклона обжимки (см. значения X° таблицы из предыдущего раздела). Выбор углов выполняется в зависимости от желаемого результата. |
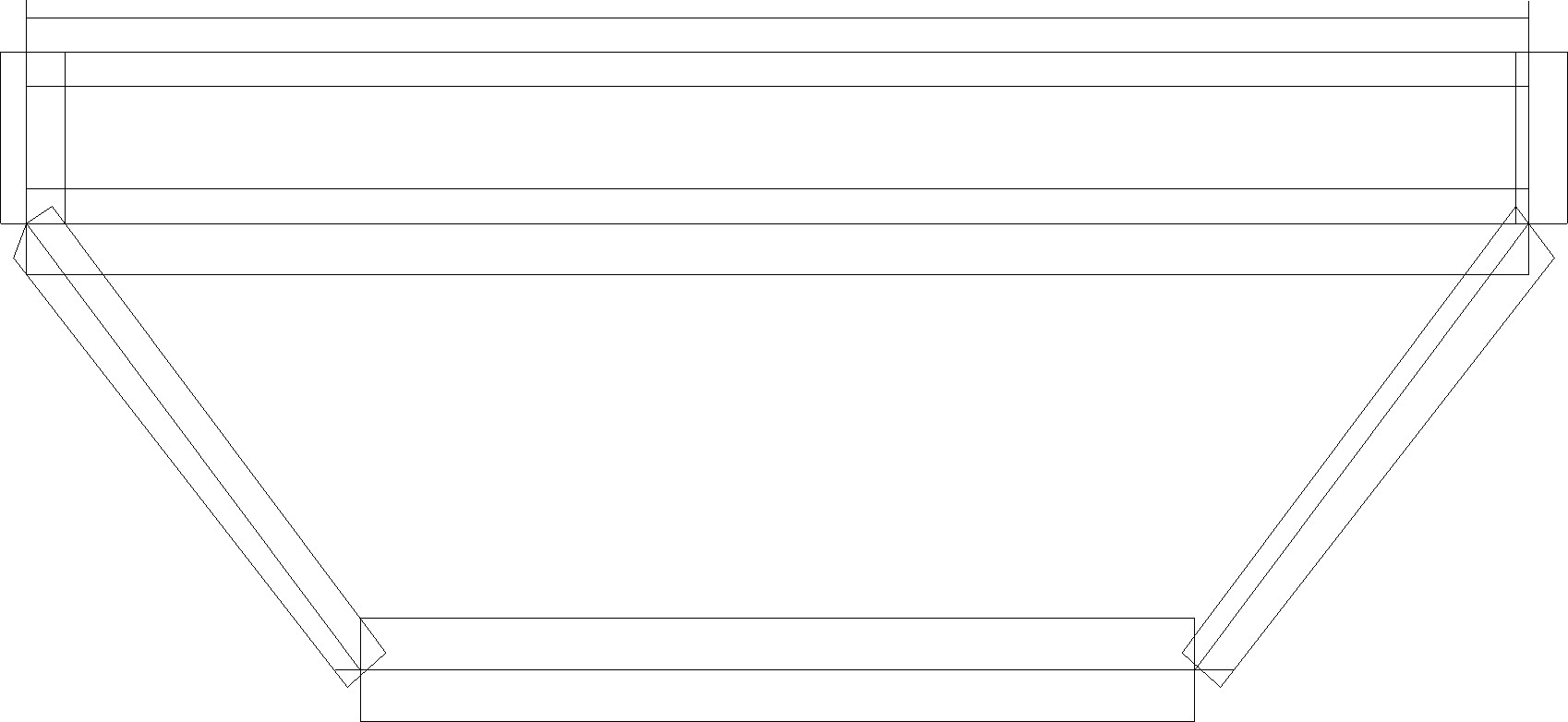
Наклон на 5° | Наиболее часто используется угол на 5°. Утолщение заклепки при раздавливании в просверленном отверстии незначительное. Заклепочное соединение является стандартным первоклассным. |
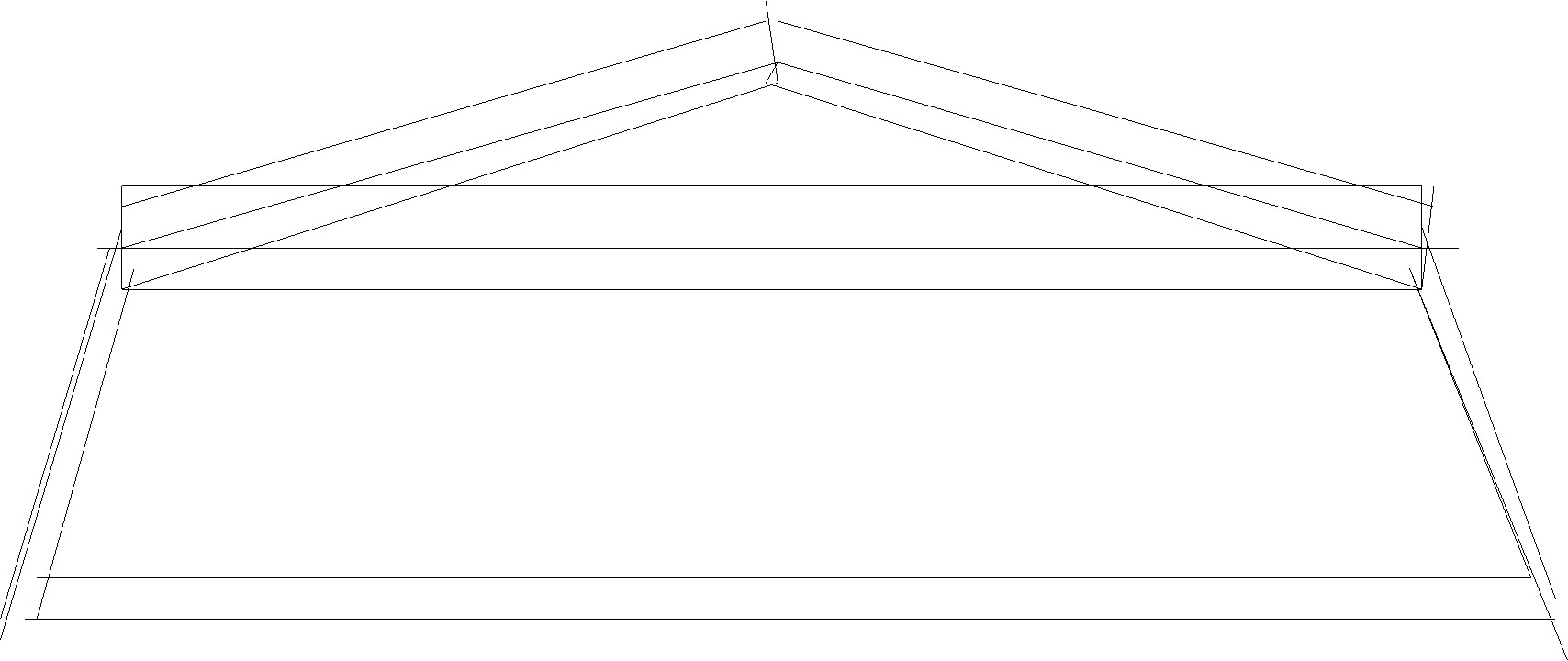
Наклон на 8° | Для угла на 8° головка заклепки шире в диаметре, но утолщение заклепки при раздавливании меньше. Типичное применение такое склепывания – подвижное соединение. |
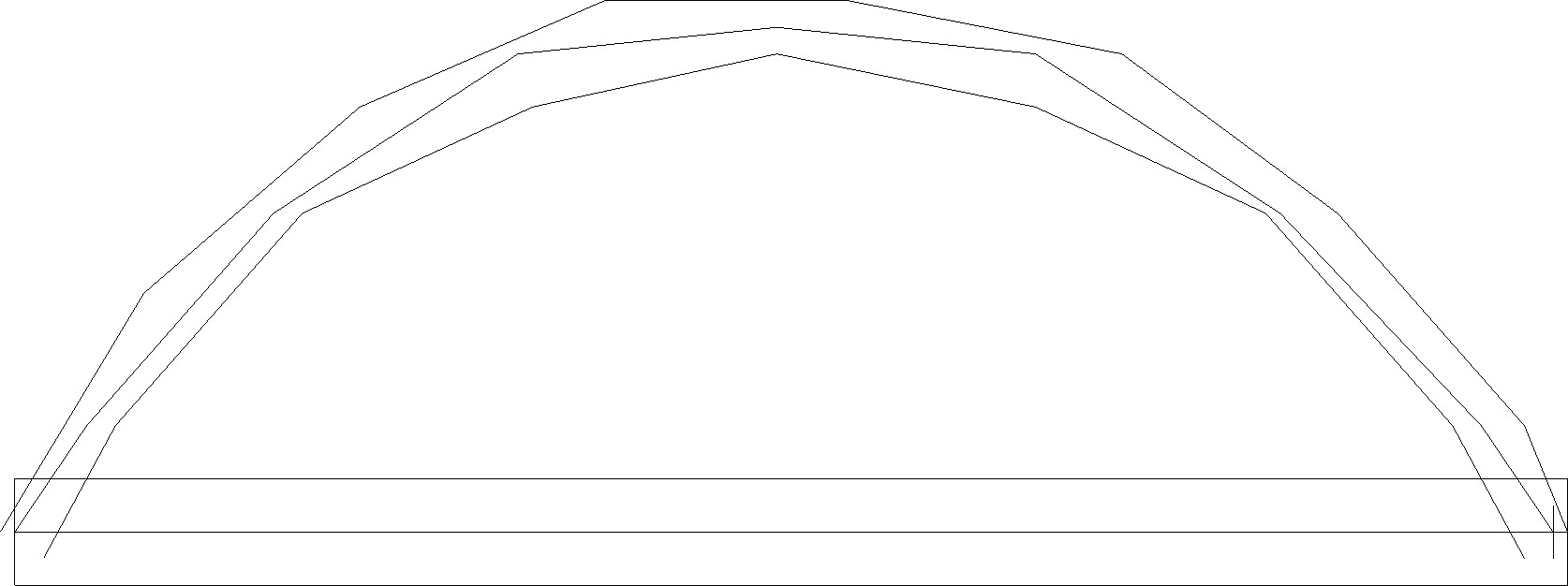
Наклон на 1° | Для угла на 1° головка заклепки меньше в диаметре, утолщение заклепки при раздавливании больше. Прокаливание заклепки обеспечивает хорошую механическую стойкость соединяемых деталей. |
Параметры формы заклепки | ||
КОЭФФИЦИЕНТ СИЛЫ | ФОРМА | |
1 | Плоская |
|
1,2 | В форме усеченного конуса |
|
1,5 | Полупотайная низкая головка |
|
2 | Полукруг |
|
Ш ДЛЯ СКЛЕПЫВАНИЯ | ВЫСОТА ИЛИ ВЕЛИЧИНА ВЫСТУПА ЗАКЛЕПКИ ДО СКЛЕПЫВАНИЯ |
4 | (0,4 < Значение < 0,6) x Ш |
5 | (0,4 < Значение < 0,6) x Ш |
6 | (0,3 < Значение < 0,5) x Ш |
7 | (0,3 < Значение < 0,5) x Ш |
8 | (0,25 < Значение < 0,5) x Ш |
9 | (0,2 < Значение < 0,4) x Ш |
10 | (0,2 < Значение < 0,4) x Ш |
12 и более | (0,15 < Значение < 0,4) x Ш |
Параметры эффективности склепывания | |
Критерии определения заклепочного соединения | |
ПРАВИЛЬНОЕ | НЕПРАВИЛЬНОЕ |
|
|
Критерии регулировки правильного заклепочного соединения | Параметры, влияющие на склепывание. |
Параметры эффективности склепывания | |
Параметр | Действие |
Расстояние | По возможности взять уже соединенную заклепками деталь и установить ее на соответствующее приспособление. Отрегулировать ход опускания шпинделя таким образом, чтобы можно было легко устанавливать и снимать деталь с приспособления. Для оптимизации продолжительности цикла использовать минимальный ход устройства. После регулировки хода опустить шпиндель в нижнее положение при помощи кнопки опускания, которая расположена на лицевой стороне ящика с электроаппаратурой. Поднимать стол для поддержки детали до тех пор, пока заклепанная головка не попадет в обжимку. Зажать стол, вернуть шпиндель в верхнее положение. Завершить регулировку при помощи рифленой кнопки, увеличивая или уменьшая ход шпинделя. |
В случае если деталь еще не заклепана, выполнять те же действия, но опираясь на корпус заклепки. Затем завершить регулировку, выполнив клепку посредством изменения хода шпинделя до получения желаемого результата. |
Давление | Регулировка давления меняет усилие склепывания. Регулировка давления выполняется посредством регулирующего смазывающего фильтра (в пневматике) или регулятора давления (в гидравлике). Манометр давления показывает величину отрегулированного давления. Эта регулировка полезна для выполнения особых видов соединения. Например, шарнирное соединение, когда корпус заклепки не должен прокаливаться. Для выполнения стандартной клепки установить давление на максимум. |
Скорость | Регулировка скорости опускания выполняется при помощи рифленой кнопки, расположенной в нижней части установки (пневматика) либо посредством регулятора мощности (гидравлика). Эта регулировка имеет целью привести в соответствие скорость деформации в зависимости от свойств материалов для клепки. Если материал позволяет, рекомендуется использовать максимальную скорость для предотвращения прилипания к обжимке. |
Время выравнивания | Регулировка времени выравнивания выполняется посредством регулировки времени на лицевой стороне ящика с электроаппаратурой. Для определения необходимого времени выравнивания, нужно выполнять склепывание в течение достаточно долгого времени на нижней мертвой точке, не создавая большого перегрева (до заклинивания) обжимки. |
Центровка и сопротивление | Центровка между осью шпинделя и осью заклепки должна быть меньше 0.1 мм. Сопротивление должно быть достаточно сильным относительно усилия склепывания. |
Стандартное гидравлическое основание GUILLEMIN | Регулировка скорости опускания Регулировка общего давления Регулировка давления опускания |
Способы склепывания

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 |
