
Рисунок 7- Примеры расположения обозначения шероховатости
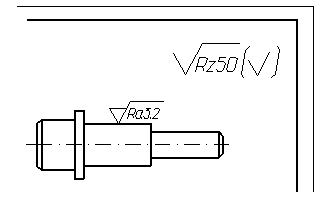
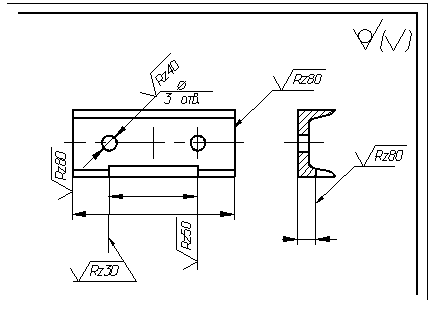
Рисунок 8-Указание шероховатости Рисунок 9- Указание одинаковой для части поверхностей изделия шероховатости, когда большая
часть поверхностей не
обрабатывается по данному
чертежу
Просмотр видеофильма (5 мин.)
Задание для студентов (15 мин.)
В соответствии с размерами по варианту выполнить чертёж втулки (данные смотреть по таблице 1).
В зависимости от степени точности формы определить и проставить на чертеже знаки условных обозначений допусков формы и расположения поверхностей (смотри таблицу 2).
ХОД РАБОТЫ:
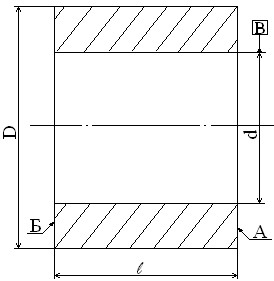
Степень точности формы ____ по ГОСТ 24643 – 81. Шероховатость поверхности __ по __ классу шероховатости, а поверхности ___ по ___классу шероховатости. Базовая длина для проверки шероховатости поверхности ___ ℓ = мм, а поверхности ___ ℓ = мм.
3. Допуск перпендикулярности торцевой поверхности Б относительно оси поверхности d = мм Т = мм.
5. Допуск параллельности торцевых поверхностей А и Б Т = мм.
6. Поверхность _____ - обработать.
7. Для заданных классов шероховатости и размеров двух поверхностей должны быть нанесены знаки условных обозначений: числовые параметры Ra, Rz и направления неровностей.
Таблица 1
Вариант | 1 | 2 | 3 | 4 |
D, мм | 80 | 70 | 150 | 40 |
d, мм | 40 | 50 | 90 | 20 |
ℓ, мм | 30 | 60 | 20 | 40 |
Степень точности формы | 8 | 7 | 9 | 10 |
Таблица 2
Вариант | 1 | 2 | 3 | 4 | ||||
Класс шероховатости | 4 | 10 | 5 | 9 | 6 | 8 | 7 | 4 |
Поверхность | d | D | d | Б | D | d | A | d |
Базовая длина | 2,5 | 0,25 | 2,5 | 0,25 | 0,8 | 0,8 | 0,8 | 2,5 |
Вид обработки поверхности | - | П | - | Х | - | Ш | Ш | - |
Направление неровности | Назначает студент |
Х – хонинговать; П – полировать; Ш – шлифовать
По таблице 3 находим допуски: радиального биения, параллельности и перпендикулярности, круглости цилиндрической поверхности. Смотрим свой диаметр (D или d) и степень точности, на пересечении получаем значение допуска (в таблице значения допусков даны в мкм, не забываем переводить в мм).
Таблица 3
Интервалы номинальных размеров ( мм) | СТЕПЕНИ ТОЧНОСТИ ФОРМЫ, мкм | |||||||||
1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | |
Предельные отклонения от плоскостности и прямолинейности | ||||||||||
До 10 | 0,25 | 0,4 | 0,6 | 1,0 | 1,6 | 2,5 | 4 | 6 | 10 | 16 |
Св. 10 до 25 | 0,10 | 0,6 | 1,0 | 1,6 | 2,5 | 4 | 6 | 10 | 16 | 25 |
Св. 60 до 160 | 0,60 | 1,0 | 1,6 | 2,6 | 4 | 6 | 10 | 16 | 25 | 40 |
Св. 160 до 180 | 1,0 | 1,6 | 2,5 | 4,0 | 6 | 10 | 16 | 26 | 40 | 60 |
Предельные отклонения формы цилиндрических поверхностей | ||||||||||
До 6 | 0,3 | 0,6 | 0,8 | 1,2 | 2 | 3 | 5 | 8 | 12 | 20 |
Св. 6 до 18 | 0,5 | 0,8 | 1,2 | 2,0 | 3,0 | 5 | 8 | 12 | 20 | 30 |
Св. 18 до 50 | 0,6 | 1,0 | 1,6 | 2,5 | 4 | 6 | 10 | 16 | 25 | 40 |
Св. 50 до 120 | 0,8 | 1,2 | 2,0 | 3,0 | 5 | 8 | 12 | 20 | 30 | 50 |
Св. 120 до 180 | 1,0 | 1,6 | 2,5 | 4,0 | 6 | 10 | 16 | 25 | 40 | 60 |
Предельные отклонения от параллельности и перпендикулярности и торцевого биения | ||||||||||
До 10 | 0, | 0,6 | 1,0 | 1,6 | 2,5 | 4 | 6 | 10 | 16 | 25 |
Св. 10 до 25 | 0,6 | 1,0 | 1,6 | 2,5 | 4,0 | 6 | 10 | 16 | 25 | 40 |
Св. 25 до 60 | 1,0 | 1,6 | 2,5 | 4,0 | 6,0 | 10 | 16 | 25 | 40 | 60 |
Св. 60 до 160 | 1,6 | 2,5 | 4,0 | 6,0 | 10,0 | 16 | 25 | 40 | 60 | 100 |
Св. 160 до 180 | 2,5 | 4,0 | 6,0 | 10,0 | 16 | 25 | 40 | 60 | 100 | 160 |
Предельные отклонения радиального биения | ||||||||||
До 6 | - | - | 3 | 5 | 8 | 12 | 20 | 30 | 50 | 80 |
Св. 6 до 18 | 1,6 | 2,5 | 4 | 6 | 10 | 16 | 25 | 40 | 60 | 100 |
Св. 18 до 50 | 2 | 3 | 5 | 8 | 12 | 20 | 30 | 50 | 80 | 120 |
Св. 50 до 120 | 2,5 | 4 | 6 | 10 | 16 | 25 | 40 | 60 | 100 | 160 |
Св. 120 до 180 | 3 | 5 | 8 | 12 | 20 | 30 | 50 | 80 | 120 | 200 |
Условные обозначения числовых параметров Ra, Rz и направления неровностей находим по таблице 4 (смотри по классу точности для каждой поверхности).
Таблица 4 – Классы шероховатости поверхности
Класс шероховатости | Среднее арифметическое отклонение профиля Ra, мкм | Высота неровностей поверхности Rz, мкм | Базовая длина l, мм |
Н е б о л е е | |||
1 | 80 320 40 160 20 80 | 8 | |
2 | |||
3 | |||
4 | 10 40 5 20 | 2,5 | |
5 | |||
6 | 2,5 1,25 0,63 | 0,8 | |
7 | |||
8 | |||
9 | 0,32 0,16 0,08 0,04 | 0,25 | |
10 | |||
11 | |||
12 | |||
13 | 0,1 0,05 | 0,08 | |
14 |

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 |
