

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
 (2а)
(2а)
 (2б)
(2б)
где
![]() (3а)
(3а)
![]() (3б)
(3б)
являются соответственно первым и вторым интегралами закона упрочнения у1(е1). В уравнениях (2а, б) и далее круглые скобки используются только для показания зависимости от параметра, а в фигурные скобки заключены выражения.
Для области 2 связь между приращениями деформаций и приращениями усилий выглядит следующим образом:
![]() (4а)
(4а)
 (4б)
(4б)
где символы
![]() (5а)
(5а)
![]() (5б)
(5б)
в качестве функции f может выступать либо закон упрочнения, либо его интегралы.
И для области 8 связь между приращениями деформаций и приращениями усилий:
![]() (6а)
(6а)
![]() (6б)
(6б)
Зная конечную деформацию автолиста, финальные значения усилий при этом состоянии получаются при интегрировании формул (2), (4), (6).
При разгрузке происходит возврат точки состояния усилий в начальное положение (hN=0,M=0). Если все деформации при релаксации напряжений были упругими, то финальное деформационное состояние определяется при применении линейной связи между приращениями усилий и приращениями деформаций (1а, б), что в свою очередь задает геометрию автолиста после упругого возврата.
Представленная аналитическая модель является наиболее общим аналитическим подходом для вычисления упругого возврата автолистов. Опубликованные ранее теории могут быть выведены из нее как частные случаи. В качестве примера показан вывод широко известной формулы Гардинера для упругого возврата листа из упругого-абсолютно пластичного материала при чистом изгибе.
Для апробации предложенной в этой главе модели, а также моделей, описанных в других главах, использовались эталонные операции по формованию четырех сталей:
- однофазная ферритная, легированная титаном, сталь с низким содержанием углерода (сталь 06Т) с размером зерна около 15 мкм; ферритная сталь с небольшим количеством перлита (Сталь 10) с размером зерна 8 мкм; двухфазная феррито-бейнитная сталь (сталь 20ХГ); аустенитно-мартенситная сталь с интенсивным мартенситным превращением и возможной реализацией ПНП-эффекта (сталь 08Х14АН4МДБ).
Химический состав исследуемых сталей приведен в табл. 1.
Таблица 1.
Химический состав исследуемых материалов, масс. %
Обозначение | Марка | Si | Mn | Cr | Ni | Ti | Cu | V | Mo | [O] | [N] | [C] | [S] |
A | 06Т | 0,04 | 0,07 | 0 | 0,01 | 0,23 | 0,08 | 0 | 0 | 0,0088 | 0,0038 | 0,067 | 0 |
Б | Сталь 10 | 0,04 | 0,14 | 0,02 | 0,03 | 0 | 0,08 | 0 | 0 | 0,0092 | 0,0047 | 0,099 | 0 |
В | 20ХГ | 0,35 | 1,13 | 0,68 | 0,06 | 0 | 0,09 | 0 | 0 | 0,0068 | 0,0044 | 0,23 | 0 |
Г | 08Х14АН4МДБ | 0,22 | 1,05 | 14,6 | 4,68 | 0 | 0,41 | 0 | 1,89 | 0 | 0,091 | 0,117 | 0,007 |
Во всех случаях речь идет о холоднокатанном листовом материале. Механические свойства сталей представлены в табл. 2.
Параметры степенного закона упрочнения у=Kеn для истинных деформаций е=ln(lкон/l0) определены в диапазоне е=8-20% для 06Т, е=2-14% для Стали 10, е=4-16% для 20ХГ, е=2-22% для 08Х14АН4МДБ.
Коэффициент Ланкфорда r=ln(b/b0)/ln(h/h0) определен из измерений ширины и толщины образца при е=10% на образцах шириной b=20мм.
Таблица 2.
Механические характеристики исследованных материалов.
Сталь | Толщина листа h0, мм | Механические свойства | Параметры закона σ = Kεn | Коэффициент Ланкфорда r | |||
σ02, МПа | σВ, МПа | δ, % | K, МПа | n | |||
А | 0,739 | 128 | 290 | 24 | 540 | 0,256 | 2,64 |
Б | 1,010 | 390 | 449 | 16 | 715 | 0,163 | 1,14 |
В | 0,997 | 351 | 671 | 16 | 1100 | 0,178 | 1,11 |
Г | 0,997 | 546 | 832 | 22,5 | 1412,6 | 0,207 | 1,31 |
Предложенная модель применена к описанию упругого возврата в тесте «омега» для трех различных сталей (Сталь 10, сталь 20ХГ, сталь 08Х14АН).
|
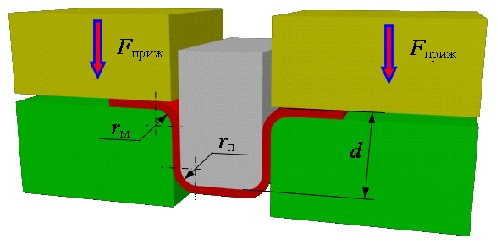
Рисунок 2. Штамповка прямоугольного U-образного профиля |

|
Рисунок 3. Геометрические характеристики профиля «омега» |
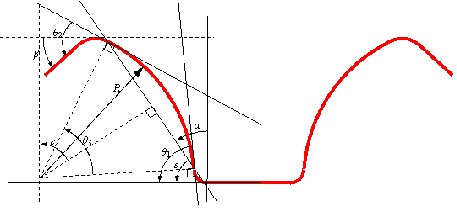

На первом этапе этого теста происходит штамповка прямоугольного U-образного профиля (рис. 2). После выдавливания вынутый из инструмента образец деформируется из-за упругого возврата, в результате чего профиль становится похожим на перевернутую букву Щ (рис.3).
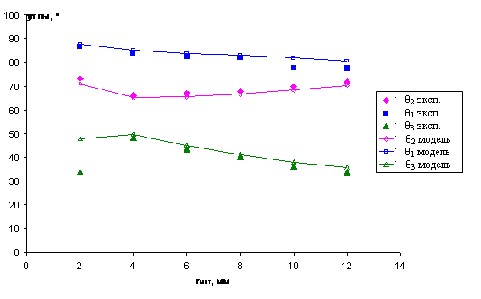
Изучено влияние различных технологических параметров (радиуса закругления матрицы, прижимной силы, зазора между пуансоном и матрицей) на величину упругого возврата образцов (определяемое при помощи трех углов и1, и2, и3 на рис.3). В качестве примера на рис. 4 представлено влияние радиуса закругления матрицы.
|
Рисунок 4. Зависимость параметров упругого возврата от радиуса закругления матрицы |
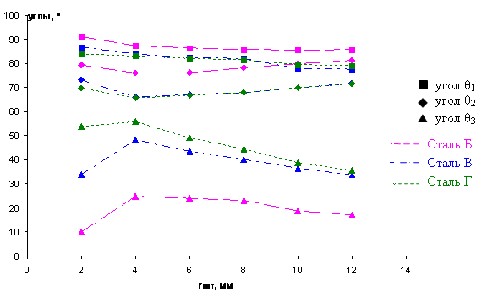

Согласно теоретической модели углы и1, и3 должны расти при уменьшении радиуса закругления матрицы, а угол и2 - падать. При радиусе закругления равном 3,7мм (для стали 20ХГ) происходит смена зоны пластификации (из зоны 1 происходит переход в зону 2 (рис.1)), поэтому характер изменения углов при меньших радиусах закругления матрицы меняется. К тому же при разгрузке имеется повторная пластификация сечения листа, что объясняет несовпадение результатов модели и эксперимента (рис.5).
|
Рисунок 5. Зависимость параметров упругого возврата от радиуса закругления матрицы для 20ХГ |

В третьей главе предложена обобщенная модель стационарных процессов формования. В этих процессах лист протягивается через формовочный инструмент. Каждая часть листа имеет одинаковую деформационную историю.
Состояние деформаций и напряжений исследуемого сечения, отстоящего от предыдущего на расстояние ds (в наших расчетах ds=1мм), рассчитывается исходя из предыдущего состояния деформаций и напряжений и усилий (N, M) в данном сечении. При этом каждый раз решается система двух интегральных уравнений:
 (7а)
(7а)
 (7б)
(7б)
для определения деформационных параметров (е10,k).
Состояние усилий определяется из уравнения равновесия и усилий, действующих на сечение предыдущего элемента. Вся геометрия автолиста в инструменте может быть разделена на три типа областей отличающихся уравнениями равновесия – это свободные участки, зоны точечного и зоны распределенного контакта.
Лист, протягиваемый через инструмент, является системой с несколькими степенями свободы, их количество:
![]() (8)
(8)
где q0=1 степень свободы, связанная с неопределенностью первого контакта, qр=2 количество степеней свободы, связанных с распределенным контактом, а nр – количество распределенных контактов. Минимум равняется q=1 – это неопределенность положения первого контакта.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 |
