

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Разрушение для Стали 10 начинается при е2=0,25, для стали 20ХГ – при е2=0,3, а для стали 06Т – при более высокой деформации е2=0,55. При этом теоретическая ПКФ дает немного завышенные значения деформации разрушения для Стали 10 и немного заниженные – для сталей 06Т и 20ХГ.
Фрактографии разломов в местах наибольшей концентрации напряжений для трех сталей представлены на рис.16.
|
Рисунок 16. Фрактографии в местах наибольшей концентрации напряжений образца 3го типа для разных сталей |
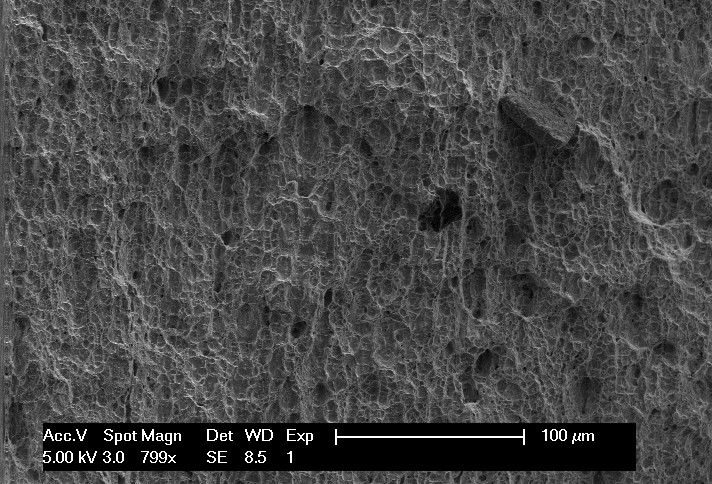
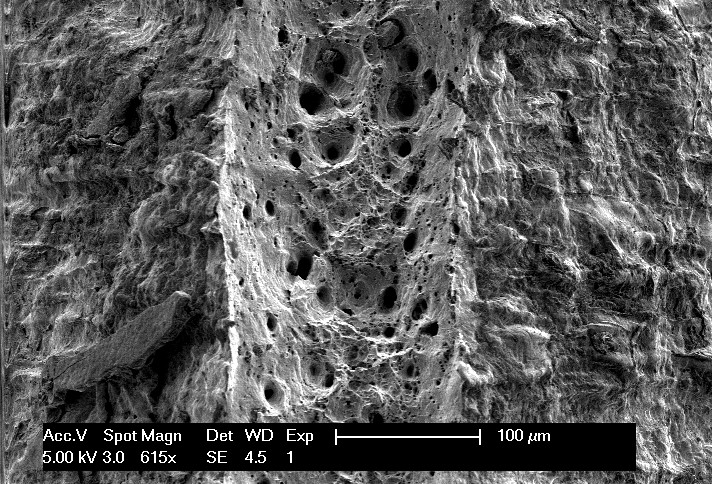
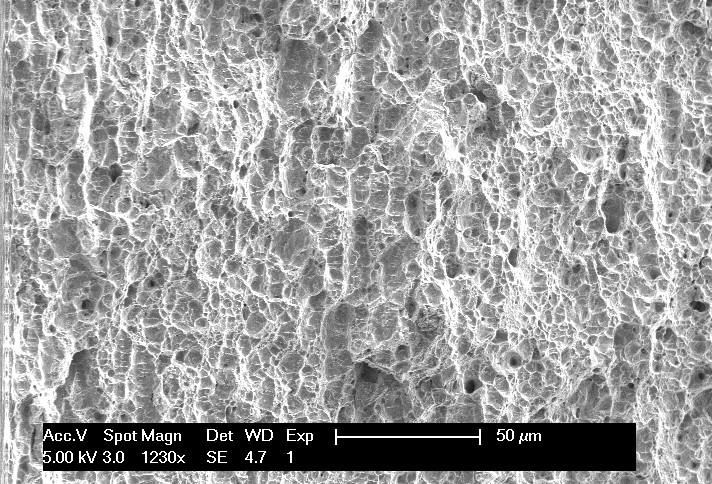

Для всех трех сталей характерен вязкий тип разрушения. При этом поры наибольшей глубины встречаются на образцах из стали 06Т, а также они крайне неоднородны по размеру. На фрактографиях Стали 10 и стали 20ХГ видна полосчатость структуры вдоль плоскости листа.
Из экспериментов с образцами разной толщины можно сделать вывод о том, что толстый образец больше утоняется перед разрушением, чем тонкий.
выводы
Предложена модель расчета упругого возврата деформируемого листа в зависимости от механических свойств материала. Установлены границы применимости новой модели. На различных по химическому и фазовому составу сталях (однофазная ферритная с низким содержанием углерода 06Т, ферритная Сталь 10, двухфазная феррито-бейнитная сталь 20ХГ, аустенитно-мартенситная с возможностью ПНП-эффекта сталь 08Х14АН4МДБ) подтверждено согласие модели упругого возврата с экспериментальными результатами теста одномерного формования профиля «омега». Получена наиболее общая модель двумерного стационарного процесса формования при инструменте любой формы, в том числе учитывающая эффект Баушингера и эффект поперечного упрочнения. Изучено влияние механических свойств сталей на зависимость усилия протяжки от силы прижатия при описании стационарной протяжки через простой захват. В экспериментах показано хорошее согласие модели. Предложен расчет интегрального параметра потери устойчивости пластического течения – предельного коэффициента вытяжки. Результаты хорошо согласуются с экспериментами по штамповке стакана из сталей разных типов. Изучены зависимости усилия штамповки стакана от перемещения пуансона и начального диаметра заготовки. Начальные диаграммы совпадают, но максимальная сила выше для более прочных сталей. Получена математическая модель предельной кривой формования листа в зависимости от его анизотропии. Описано влияние кривизны листа. Понижение предельной кривой формования зависит от обоих компонент кривизны. Влияние возникающих при искривлении напряжений по толщине листа намного ниже. С повышением показателя упрочнения материала диаграмма формования сдвигается в область больших значений деформаций. Предложен метод измерения полей больших перемещений и исследована эволюция профиля шейки в образцах с концентраторами напряжений. У концентратора меньшего диаметра шейка более глубокая. Поэтому образец большей толщины удлиняется и утоняется при разрушении больше, чем тонкий.
Содержание диссертации изложено в следующих публикациях:

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 |
