

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Геометрию листа в инструменте определяет минимум энергии деформации листа (W) по этим степеням свободы в области возможных значений параметров:
 (9)
(9)
где ![]() и
и ![]() - эффективные напряжение и деформация заданной точки листа, а s – общая длина листа в инструменте. Для каждого из наборов значений степеней свободы определялась энергия деформации (9), а затем выбиралось ее наименьшее значение и соответствующие оптимальные значения степеней свободы.
- эффективные напряжение и деформация заданной точки листа, а s – общая длина листа в инструменте. Для каждого из наборов значений степеней свободы определялась энергия деформации (9), а затем выбиралось ее наименьшее значение и соответствующие оптимальные значения степеней свободы.
Найдены параметры, минимизирующие энергию деформации, при описании протяжки через простой захват (рис.6).
|
Рисунок 6. Схема протяжки через простой захват |
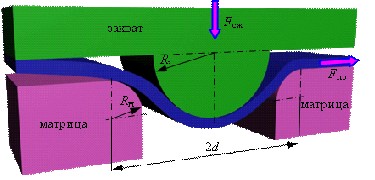

Параметры экспериментов представлены в таблице 3.
Таблица 3
Параметры эксперимента по протяжке через простой захват
Радиус матрицы Rм, мм | Радиус захвата, Rз, мм | Расстояние между матрицами 2d, мм | Скорость протяжки v, м/с | Ширина полос b, мм | Длина полос, мм |
3 | 6 | 14,9 | 5*10-3 | 20 | 310 |
Исследован диапазон перемещений 50-290мм от момента нажатия (когда произошел выход на стационарный режим). Для экспериментов использовались три стали: Сталь 10, 20ХГ и 08Х14АН4МДБ. В качестве смазочного вещества для Стали 10 использовалось масло QUAKER 6130, а для остальных сталей – масло FUCHS V14.
На рис.7 представлена зависимость силы протяжки Fпрот от силы сжатия инструмента Fсж для этих трех сталей. Все три кривые имеют s-образный вид, имеющий линейную асимптоту при больших значениях силы сжатия. Наклон этой асимптоты равен коэффициенту трения между автолистом и инструментом. Так как для сталей 20ХГ и 08Х14АН4МДБ и Стали 10 использовались разные смазочные материалы, то наклон у них разный. При малых силах сжатия сила протяжки максимальна для более мягкой Стали 10, так как лист больше облегает инструмент. При больших силах сжатия наибольшую силу протяжки имеет наиболее твердая сталь с ПНП-эффектом, так как работа по ее деформированию является максимальная. Таким образом, при протяжке листа из материала с большим коэффициентом K в степенном законе упрочнения требуется большая сила протяжки.
|
Рисунок 7. Зависимость силы протяжки через простой захват от сжимающей силы |
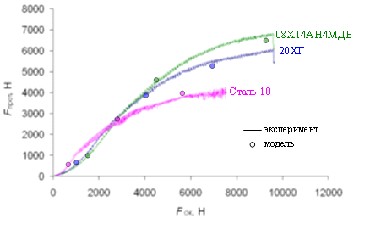

Результаты численного моделирования сходятся с экспериментальными данными на рис.7.
В четвертой главе рассматривается влияние механических свойств материала на потерю устойчивости пластического течения. В качестве критерия этого свойства рассматривается один глобальный параметр процесса – предельный коэффициент вытяжки (ПКВ) и одна характеристика материала – предельная кривая формования (ПКФ).
Предельный коэффициент вытяжки
|
Рисунок 8. Процесс штамповки стакана |
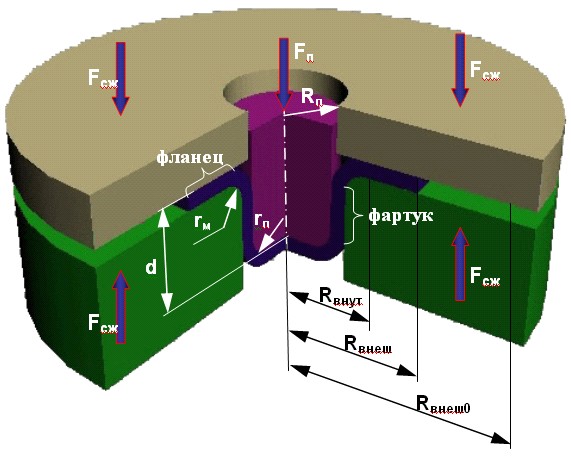

Для определения ПКВ необходимо получить модель, описывающую эталонный тест – штамповку стакана (рис.8). Процесс получения стакана проходит в два этапа. Во время первого круговая листовая заготовка прижимается к матрице при помощи верхней плиты с определенной силой Fсж. На втором этапе пуансон выдавливает автолист в матрицу до получения цилиндрического стакана.
Успех этой операции зависит от материала автолиста, геометрии инструмента, условий трения, прижимной силы. Существует предельное значение соотношения начального диаметра круговой заготовки к диаметру пуансона «предельный коэффициент вытяжки (ПКВ)», выше которого формование стакана без разрушения невозможно.
Построена математическая модель, позволяющая определять поля напряжений и деформаций в каждой точке автолиста и в каждый момент времени. Для этого мгновенная геометрия образца разбивалась на 5 зон (фланец, 1ое закругление, фартук, 2ое закругление и низ стакана), в каждой из которых существовали свои уравнения равновесия и граничные условия. Поля напряжений и деформаций во всех зонах определялись из решения нелинейного уравнения относительно одной из компонент тензора напряжений:
![]() (10)
(10)
где R – параметр упрочнения материала, задаваемый законом упрочнения, а ![]() - эффективное напряжение, определяемое критерием пластичности. Отсутствие решения уравнения (10) рассматривалось как потеря устойчивости пластического течения в данной точке стакана. Остальные компоненты напряжений и деформаций определялись из текущей геометрии листа, а также при помощи закона текучести:
- эффективное напряжение, определяемое критерием пластичности. Отсутствие решения уравнения (10) рассматривалось как потеря устойчивости пластического течения в данной точке стакана. Остальные компоненты напряжений и деформаций определялись из текущей геометрии листа, а также при помощи закона текучести:
![]() (11)
(11)
Эти состояния определялись в сечениях, отстоящих друг от друга на расстояние ds (в данной работе первоначальное разбиение задавалось ds0=1мм). На выходе модели получаются поля напряжений и деформаций в каждой точке листа в каждый момент времени, а также изменение силы пуансона от времени.
Выдаваемые моделью зависимости силы от перемещения пуансона сравнены с экспериментальными данными для трех сталей: Сталь 10 толщиной 1,5 мм, сталь 20ХГ толщиной 2 мм и сталь 08Х14АН4МДБ толщиной 1,5 мм. Параметры эксперимента по штамповке стакана приведены в таблице 4.
Таблица 4.
Параметры эксперимента по штамповке стакана
Параметр | Значение | Параметр | Значение |
Диаметр пуансона, 2Rп | 75 мм | Начальный диаметр заготовки, 2Rвнеш0 | 142,5 мм |
Радиус закругления пуансона, rп | 7 мм | Максимальная скорость перемещения пуансона, v | 2000 мм/с |
Радиус закругления матрицы, rм | 7 мм | Коэффициент трения, м | 0,12 |
На рис.9 представлены зависимости силы пуансона от его перемещения для разных типов сталей.
|
Рисунок 9. Сила пуансона в зависимости от его перемещения |
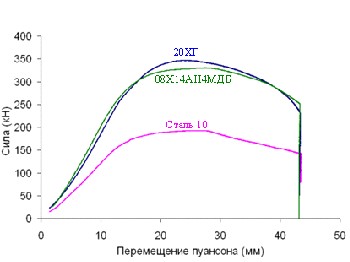

Обычно для получения наибольшего ПКВ, используется наименьшая из прижимных сил, не допускающих волнистости фланца. Ее значения: для Стали 10 – 180 кН, для стали 20ХГ – 30 кН, а для стали 08Х14АН4МДБ - 480 кН.
Все три кривые имеют s-образный вид с максимумом. Ниже остальных находится кривая для самой мягкой однофазной ферритной стали.
На рис.10 представлена сила в зависимости от перемещения пуансона для разных начальных диаметров.
|
Рисунок 10. Сила пуансона для разных начальных диаметров круговой заготовки |
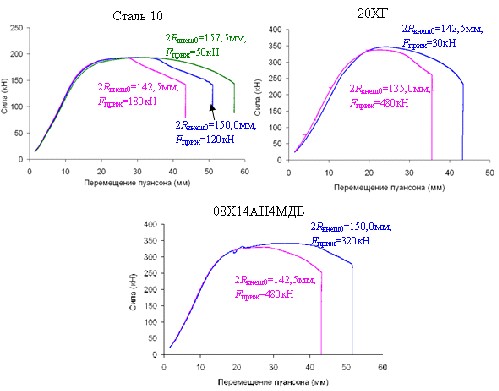

При большем начальном диаметре заготовки необходимо и большее перемещение пуансона для окончательного формования стакана. Вне зависимости от начального диаметра заготовки все кривые для одной стали практически совпадают, до значений, близких к максимальным.
Теоретические зависимости адекватны эксперименту по значениям максимальной силы пуансона. Также теоретическим методом было получены ПКВ для всех трех сталей. Для этого проводилось увеличение начального диаметра заготовки до момента, когда в одном из сечений отсутствовало решение уравнения (10), то есть имело место разрушение образца. Для Стали 10 найденное значение ПКВ равнялось 2,35, для 20ХГ – ПКВ равнялось 2,47, а для 08Х14АН4МДБ – 2,51.
Предельные кривые формования
Предельные кривые формования представляют собой границу в пространстве деформаций (е1,е2) за которой происходит разрыв вследствие потери устойчивости пластического течения и образования шейки.
В четвертой главе исследовано влияния закона упрочнения, а также пластической анизотропии, на предельную кривую формования как в пространстве деформаций, так и в пространстве напряжений. Для этого вначале проводилось аналитическое построение ПКФ плоского листа из анизотропного материала. Обобщение влияния механических свойств материала (степенного коэффициента в законе упрочнения (n) и коэффициента нормальной анизотропии – коэффициента Ланкфорда (r)) приведено на рис.11.
|
Рисунок 11. Влияние материала на ПКФ |
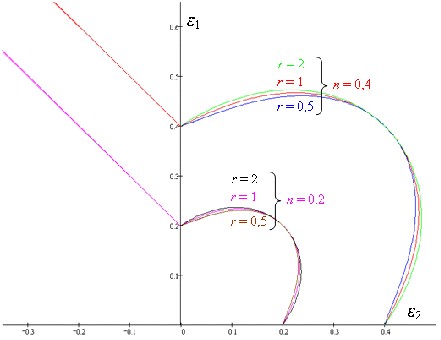

При увеличении степенного коэффициента в законе упрочнения поднимается соответствующая ПКФ. Левая часть ПКФ испытывает при этом обычное трансляционное перемещение, в то время как правая – всестороннее расширение относительно начала координат. При изменении коэффициента нормальной анизотропии, левая часть ПКФ не изменяется (так как она не зависит от формы упругой поверхности материала), а правая часть – немного меняется. При этом правая часть ПКФ для большего значения коэффициента нормальной анизотропии лежит выше, чем кривая для меньшего значения этого же коэффициента.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 |
