


Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
- оценивания возможного будущего технического состояния диагностируемого элемента, которое предопределяется вариантными траекториями, соответствующими экстраполированному значению показателя сложности (рис. 9).
Вариантные траектории соответствуют различным участкам с одинаковым показателем сложности. Выбор конкретной будущей траектории определяется близостью текущих фактических и экстраполированных значений анализируемой величины.
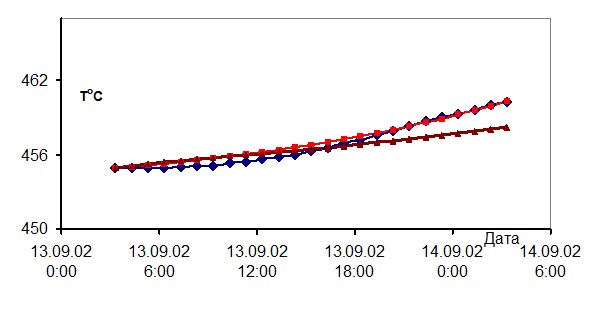
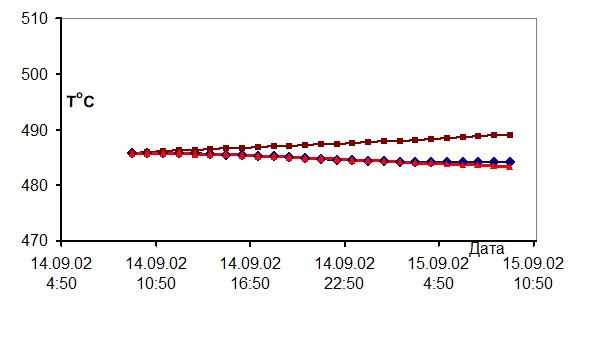
В рассматриваемом случае экстраполирование осуществлялось на период в одни сутки (интервал экстраполирования определялся исходя из особенностей рассматриваемого технологического процесса).
а – участок №7 (горизонт №3 сечение №4); б – участок №8 (горизонт №3 сечение №4); ![]() ,
, ![]() – варианты прогнозируемых рядов данных с одинаковыми показателями сложности.
– варианты прогнозируемых рядов данных с одинаковыми показателями сложности.
Рис. 9. Фактические и вариантные экстраполированные траектории динамики температуры футеровки горна доменной печи
Эффективность предложенного подхода оценивалась путем сравнения по среднемодульному отклонению ошибки экстраполирования значений исходной последовательности с учетом показателя сложности, полиномиальной экстраполяции по всей реализации и по последнему структурно - однородному участку (табл. 1).
Табл. 1. Значения среднемодульного отклонения (СМО).
Горизонт, сечение | № участка | СМО при экстраполировании с использованием | ||
полиномиальной экстраполяции по одному смежному структурно-однородному участку | полиномиальной экстраполяции по всей реализации | показателя сложности “S” | ||
Гориз. 3 сеч. 2 | 7 | 1.21 | 10.25 | 0.30483 |
8 | 1.42 | 21.2 | 1.63618 | |
Гориз. 3 сеч. 4 | 7 | 2.28 | 9.2 | 0.38744 |
8 | 5.46 | 28.8 | 0.50817 |
Проведенные исследования подтвердили эффективность рассматриваемого подхода, ошибка экстраполирования не превысила максимально допустимую погрешность измерения контролируемой величины равной ±4оС.
Глава 3. Совершенствование систем диагностики элементов конструкций металлургических агрегатов
Третья глава состоит их двух разделов, посвященных описанию конкретизированных алгоритмов оценивания технического состояния элементов конструкций металлургических агрегатов, а именно состояния огнеупорной кладки горна доменной печи и продувочной фурмы на установке продувки стали инертным газом.
Модернизация системы диагностики состояния футеровки горна доменной печи
Важнейшие проблемы любого металлургического производства напрямую связаны с обеспечением безопасности работы технического персонала, повышением эксплуатационной надежности, увеличением продолжительности срока службы производственного агрегата. Своевременная и надежная оперативная информация, предоставляемая системами диагностики технологическому персоналу, о внутренних локальных изменениях в конструкции агрегатов способствует более раннему распознаванию возможной аварийной ситуации и предупреждению ее. Одной из задач, решаемых в рамках данной работы, является совершенствование алгоритма действующей системы диагностики состояния кладки горна доменной печи с использованием результатов, полученных в диссертационной работе.
В качестве прототипа выбрана система контроля разгара горна доменной печи №5 “Футеровка” ОАО “Новокузнецкий металлургический комбинат” (НКМК). В данной системе измерение температур в футеровке производят при помощи датчиков температуры, месторасположение которых определяется номерами поясов (n), радиусов (r), на которые условно разбита футеровка металлоприемника печи и номером (m) установки термодатчика по направлению r-го радиуса. На основании показаний группы датчиков решается обратная задача теплопроводности, однако, точное ее решение для условий горна доменной печи невозможно из-за неопределенности и существенных упрощений относительно ряда технологических характеристик. Далее на экран монитора выводится топология распределения тепловых полей по всему радиусу горна на текущий момент времени. Однако для правильного оценивания развивающейся ситуации технологическому персоналу необходимо наблюдать топологию разгара горна как в предшествующие, так и в будущие моменты времени.
Отличительной особенностью предлагаемого алгоритма является то, что информация с каждого функционирующего термодатчика подвергается проверке на устойчивость считывания и на достоверность, из достоверных данных формируются эффективные временные последовательности, которые затем подвергают структурному анализу с целью выявления локальных изменений с последующим запоминанием их координат. Далее проводится анализ приращений температуры за текущие сутки по mi датчику ![]() , величина которого не должна превышать порог в 2оС, и за текущую неделю по mi датчику:
, величина которого не должна превышать порог в 2оС, и за текущую неделю по mi датчику: ![]() , максимальное изменение которого не должно превышать 15оС (пороговые величины в 2оС и 15оС приняты из расчета максимально допустимого изменения температуры футеровки горна доменной печи на 50оС за месяц), по результатам которого осуществляется представление информации технологическому персоналу о текущем изменении температурного поля футеровки горна доменной печи с выделением областей футеровки горна, в которых отмечены резкие структурные изменения сигналов термодатчиков. Затем в алгоритме осуществляется оценивание возможного будущего состояния огнеупорной кладки горна доменной печи. Визуализация обобщенного таким образом изменения температурного поля футеровки горна доменной печи (рис. 10) укажет на начинающийся разгар огнеупорной футеровки.
, максимальное изменение которого не должно превышать 15оС (пороговые величины в 2оС и 15оС приняты из расчета максимально допустимого изменения температуры футеровки горна доменной печи на 50оС за месяц), по результатам которого осуществляется представление информации технологическому персоналу о текущем изменении температурного поля футеровки горна доменной печи с выделением областей футеровки горна, в которых отмечены резкие структурные изменения сигналов термодатчиков. Затем в алгоритме осуществляется оценивание возможного будущего состояния огнеупорной кладки горна доменной печи. Визуализация обобщенного таким образом изменения температурного поля футеровки горна доменной печи (рис. 10) укажет на начинающийся разгар огнеупорной футеровки.
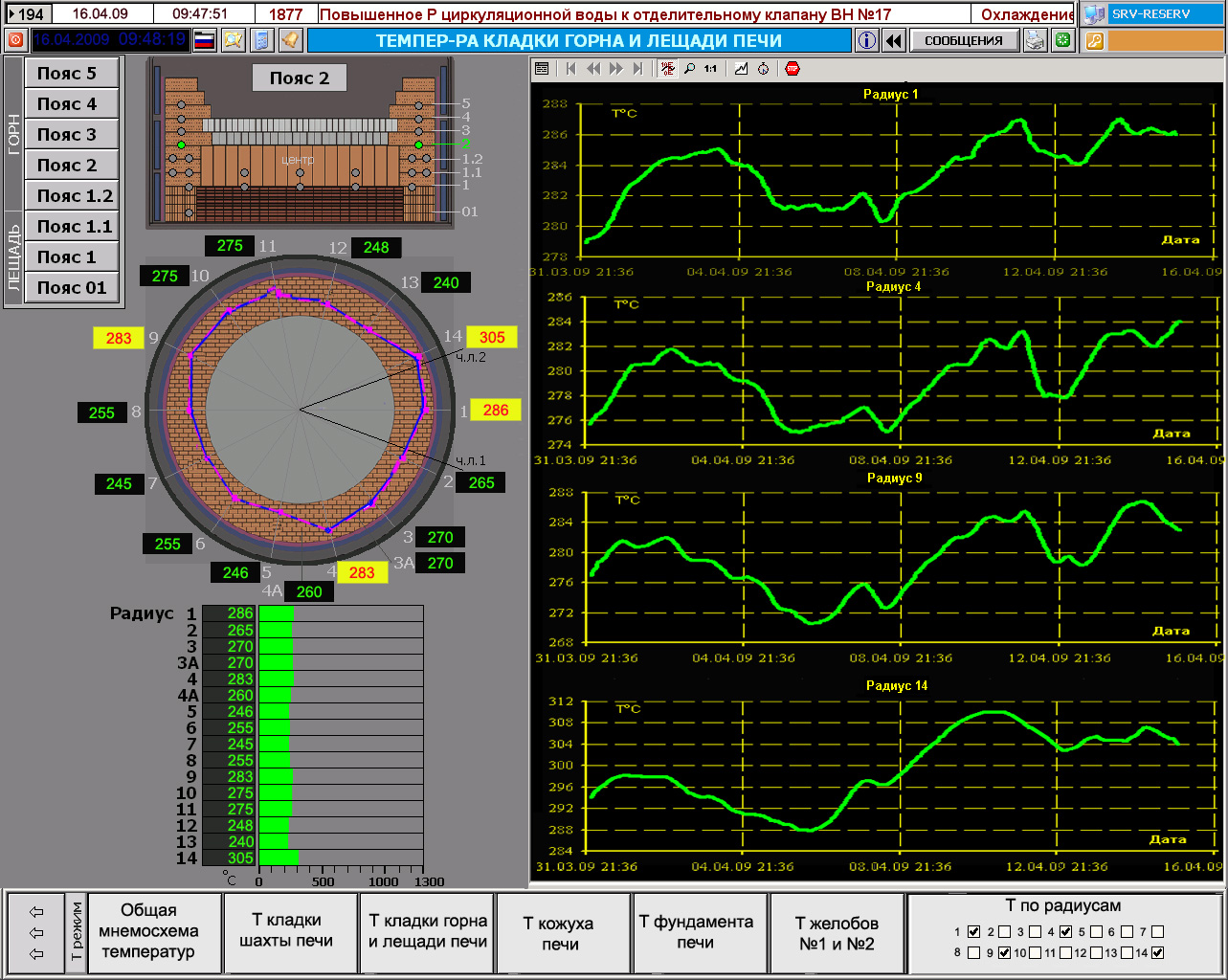
Рис. 10. Отображение изменения температурного поля футеровки горна доменной печи
Предлагаемый подход позволяет обнаружить локальные изменения рабочего пространства (разгар футеровки, “зарастание” горна) металлоприемника доменной печи на ранней стадии и предоставлять информацию об изменениях в температурном режиме горна в динамике. Например, по данным о температуре футеровки горна доменной печи №5
за август 2006 года, начинающийся интенсивный разгар огнеупорной кладки с использованием предлагаемого подхода обнаружен на 7-10 дней раньше, чем фактически зафиксированный разгар.
Система диагностики состояния продувочной фурмы на установке продувки стали газом. Другим объектом исследования является установка продувки стали газом, применительно к которой совершенствуется алгоритм системы диагностики состояния продувочной фурмы. Основными недостатками данной системы диагностики состояния продувочного устройства являются: функциональная ограниченность (возможность диагностировать наличие дефектов только в верхнем продувочном устройстве); значительный объем дополнительных расчетов; отсутствие современного интерфейса, понятного технологическому персоналу.
Структура модернизированной системы технической диагностики состояния продувочных устройств на АКОС представлена на рис. 11.

Рис. 11. Структура предлагаемой системы технической диагностики состояния продувочного устройства на агрегате комплексной обработки стали
Отличительной особенностью данной системы диагностики является совместный структурный анализ взаимосвязанных контролируемых технологических характеристик (давление и расход газа, положение продувочной фурмы), осуществляющийся в подсистеме “Диагностика по совокупности сигналов”. О появлении дефекта продувочной фурмы свидетельствует обнаружение изменений структуры одного или двух любых учитываемых сигналов.
Для апробации разработанного алгоритма использовались натурные данные ОАО “Новокузнецкий металлургический комбинат”. Результаты диагностирования продувочного устройства представлены на рис. 12. Так, например, в ситуации, когда наблюдается рост значений вейвлет-свертки анализируемых сигналов о расходе газа и положении фурмы, а значения вейвлет-свертки сигнала о давлении газа изменяются незначительно и не превышают установленный диапазон, можно говорить об образовании в продувочной фурме свища.
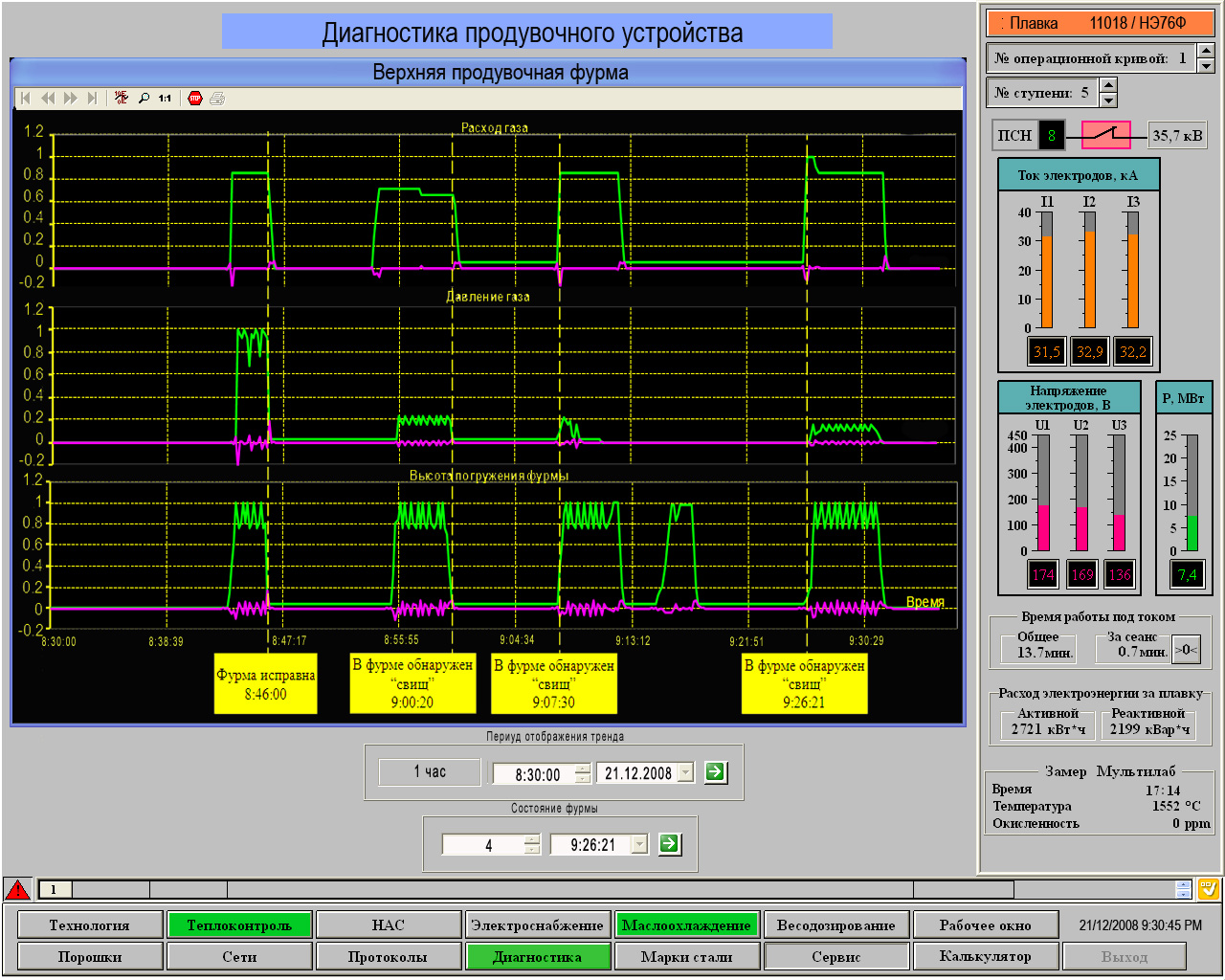
Рис. 12. Реализации фактических значений контролируемых величин процесса выплавки стали с возможным дефектом фурмы.
Предлагаемый метод позволяет выявлять дефекты в автоматическом режиме, а также фиксировать в протоколе продувки наличие дефекта фурмы, выдать “тревожную” информацию технологическому персоналу или даже аварийно остановить продувку.
Заключения и выводы
- Совершенствование систем диагностики элементов конструкций диагностируемых объектов возможно посредством включения в их состав алгоритмического модуля, основной задачей которого является обнаружение локальных структурных изменений в измерительных сигналах, свидетельствующих о происходящих изменениях в техническом состоянии диагностируемого объекта. Разработанная методика обнаружения дефектов технического состояния элементов конструкций металлургических агрегатов, отличающаяся оперативным выявлением локальных изменений контролируемых сигналов, характеризующих состояние диагностируемых элементов (на основе вейвлет-анализа), может быть использована в системах оперативной диагностики технического состояния элементов конструкций и других технологических агрегатов, например, электродуговой сталеплавильной печи. Развиты теоретические основы математического аппарата вейвлет-анализа, применительно к задаче распознавания локальных директив конструкций высокотемпературных объектов черной и цветной металлургии. Выявлены предпосылки, достоинства и недостатки классического математического аппарата вейвлет-анализа. Предложен метод коррекции процедуры вейвлет-анализа устраняющий неопределенность концевых зон вейвлет-спектрограмм с использованием типовых функций, сокращающий объем вычислений при построении вейвлет - спектрограмм в 2-4 раза, а так же предложена рекуррентная форма вычисления вейвлет-свертки, уменьшающая временные затраты на 19-23% по сравнению с классической формой расчета вейвлет-свертки. Предложена структура распараллеленного алгоритма вейвлет-анализа измерительных сигналов с использованием рекуррентного определения вейвлет-свертки, применение которой уменьшает временные затраты в 2 и более раз. Разработан алгоритм оценивания возможного будущего технического состояния элементов конструкций объектов управления, отличающийся одновременным получением нескольких вариантных оценок технического состояния диагностируемого объекта. Представленные алгоритмы обнаружения дефектов технического состояния элементов конструкций металлургических агрегатов непрерывного и циклического действия, которые, в отличие от используемых, в действующих системах диагностики осуществляют структурный анализ временных рядов данных с целью раннего выявления предаварийных ситуаций, конкретизированы для диагностирования состояния футеровки горна доменной печи и продувочной фурмы на установке продувки стали инертным газом.
Труды по теме диссертации
Научные журналы и издания, рекомендованные ВАК.
Кошелев, диагностики состояния элементов конструкций металлургических агрегатов в составе АСУ ТП / ,, // Доклады Томского государственного университета систем управления и радиоэлектроники. - 2008. - 2(18), ч. 2 - С. 110-116. Кошелев, анализ измерительных сигналов в доменном и сталеплавильном производствах / , ,
// Известия вузов. Черная металлургия. – 2006. - №12. – С. 43-47.
Материалы международных и всероссийских научно-технических и научно-практических конференций.
Криволапова, Л. И. О применении вейвлет – анализа в автоматизированной системе контроля состояния футеровки горна доменной печи /, // Системы автоматизации в образовании, науке и производстве: Материалы 4 – ой Всероссийской научно-практической конференции. – Новокузнецк: СибГИУ, 2003. - С 377-379. Кошелев, остаточной толщины футеровки горна доменной печи / , // Технолого-экономическое образование в XXI веке: Материалы Всероссийской конференции – Новокузнецк: КузГПА, 2004. – С 115-119. Кошелев, вейвлет-анализа для диагностики состояния продувочной фурмы при внепечной обработке стали / ,
// Технолого-экономическое образование в XXI веке: Материалы Всероссийской конференции – Новокузнецк: КузГПА, 2004. - С 90-95. Кошелев, нестационарных рядов данных с применением показателя их сложности / , , // Технолого–экономическое образование в XXI веке: Материалы 2-й Международной научно-практической конференции в 4-х томах. Том 4. – Новокузнецк: Изд-во КузГПА, 2005. – С. 77–83. Кошелев, вейвлет-анализа в задаче диагностики металлургических агрегатов / , // Системы автоматизации в образовании, науке и производстве: Материалы 5–й Всероссийской научно–практической конференции – Новокузнецк: СибГИУ, 2005. – С 212-213. Криволапова, показателя сложности измерительных сигналов в системах управления технологическими процессами /
, // Моделирование, программное обеспечение и наукоемкие технологии в металлургии: Материалы 2–й Всероссийской научно–практической конференции – Новокузнецк: СибГИУ, 2006. – С 370-374. Кошелев, вейвлет – спектрограммы с использованием параллельных вычислений / , ,
// Технолого–экономическое образование в XXI веке: Материалы 3-й Международной научно-практической конференции в 4-х томах. Том 2. – Новокузнецк: Изд-во КузГПА, 2006. – С. 74–78. Криволапова, система по управлению тепловым состоянием доменной печи / , ,
, // Технолого–экономическое образование в XXI веке: Материалы 3-й Международной научно-практической конференции в 4-х томах. Том 2. – Новокузнецк: Изд-во КузГПА, 2006. – С. 91–95. Криволапова, автоматизированной системы диагностики состояния футеровки горна доменной печи /
, // Металлургия: новые технологии, управление инновации и качество: Материалы Всероссийской научно-практической конференции. – Новокузнецк: Изд-во СибГИУ, 2006. – С. 214-218. Кошелев, представление технической диагностики состояния элементов конструкций металлургических агрегатов / , , // Электронные средства и системы управления: опыт инновационного развития. Материалы 4-й международной научно-практической конференции в 2-х частях. Часть 2. – Томск: Изд-во В-Спектр, 2007. – С. 50-53. Кошелев, оценки сложности измерительных сигналов в системах диагностики состояния объектов управления / ,
, // Электронные средства и системы управления: опыт инновационного развития. Материалы 4-й международной научно-практической конференции в 2-х частях. Часть 2. – Томск: Изд-во В-Спектр, 2007. – С. 53-56. Кошелев, АСУ внепечной обработки стали /
, , // Металлургия: новые технологии, управление инновации и качество. Материалы Всероссийской научно-практической конференции. – Новокузнецк: Изд-во СибГИУ, 2008. – С. 284-289.
Патенты на изобретение Российской Федерации.
Патент РФ № 000 С2. МПК С 21 В 7/24. Способ контроля состояния футеровки горна доменной печи / , ,. – Опубл. 27.05.2007, Бюл. изобр. №15. – С. 554-555. Патент РФ № 000 С2. МПК С 21 С 7/072, С 21 С 5/30 Способ контроля состояния фурмы при продувке расплава в ковше / ,
, . – Опубл. 27.05.2007, Бюл. изобр. №15. – С. 557.
Алгоритмизация систем диагностики состояния
элементов конструкций металлургических агрегатов
Автореферат
диссертации на соискание ученой степени
кандидата технических наук
Подписано в печать 15.05.2009 г.
Формат бумаги 60*84 1/16. Бумага писчая. Печать офетная.
Усл. печ. Л 1,0. Уч.-изд. л. 1,1. Тираж 100 экз. Заказ № 000.
ГОУ ВПО “Сибирский государственный индустриальный университет”
654007, 2
Издательский центр ГОУ ВПО “СибГИУ”

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 |
