
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Стойка станка представляет собой двухстенную отливку из серого чугуна. Диаметр стойки для всех направляющих Y одинаковый.
2.1.1 Параметры - Колонна
вертикальная перестановка шпиндельной головки Y | мм | 3 000 – 6 000(шаг по 500 мм) |
Поперечная перестановка станины X | мм | 5 000 – 29 000(шаг по 2 000 мм) |
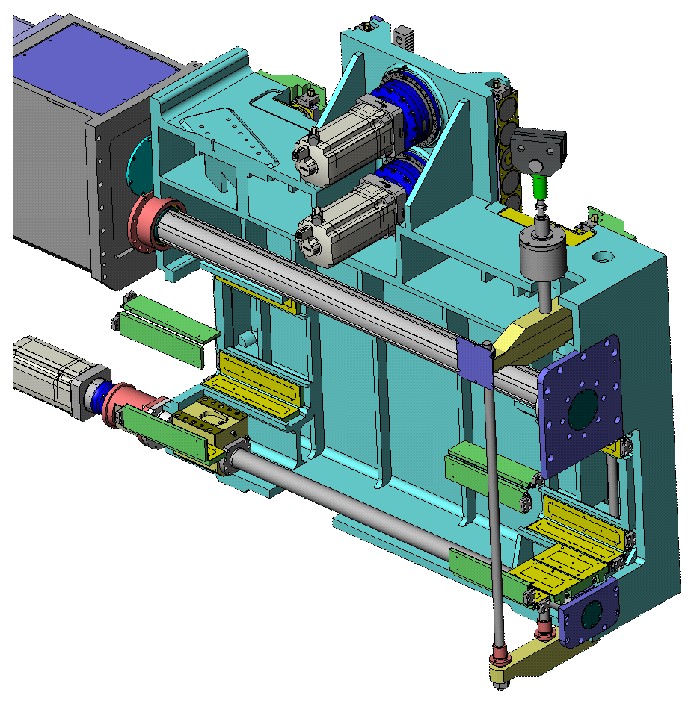
2.2 Шпиндельная бабка
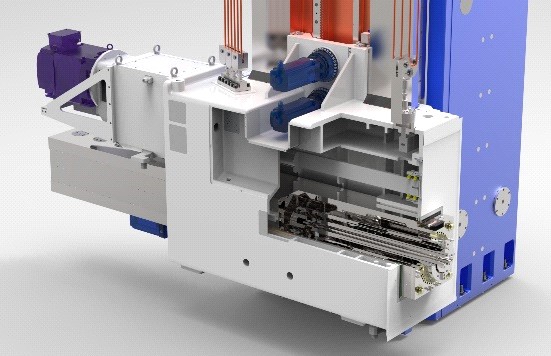
Корпус шпиндельной бабки образует закрытая, жесткая отливка из качественного серого чугуна, связанная с другими узлами станка. Внутри отливки проходит горизонтальный четырехгранный тоннель с точно ограненными плоскостями для направляющих ползуна.
Ползун представляет собой брусковый отлиток из сверхпрочного чугуна с полостью для посадки шпинделя станка в оси. Общий поперечный размер ползуна составляет 550х550 мм.
Полый шпиндель осажден на трех группах специальных шарикоподшипников с косоугольным контактом.
Привод рабочего шпинделя выполнен от мощного электрического регулирующего привода через робастную коробку передач. Включение трех механических передач КП автоматическое — гидравлически управляемым переключателем. Привод от коробки передач на полый вал рабочего шпинделя выполнен посредством шестерен.
2.2.1 Параметры – Шпиндельные бабка
тип: ГРС 180Т ЧПУ | O 180 mm | O mm | O 200 mm | |
диаметр рабочего шпинделя | мм | 180 | 180 | 200 |
Размеры ползуна | мм | 550 x 550 | ||
коническая полость рабочего шпинделя | ISO 50 / ISO 50 BIG+ | |||
исполнение зажимного хвостовикаинструмента | без АСИ | CSN 22 0430DIN 2080 | ||
с/без АСИ | CSN 22 0432CSN 22 0434DIN 69871/A (без охлажд. по оси шпинделя)DIN 69871/AD (охлажд. по оси шпинделя)BT 50 MAS 403-1982CAT ANSI/ASME B5 | |||
Зажимное усилие инструмента | кН | 35 | ||
Внешний диаметр фланца шпинделя | мм | 335 | ||
диапазон оборотов рабочего шпинделя | 1/мин | 10 – 3 000 | 10 – 2 500 | 10 – 2 000 |
номинальная(при постоянной эксплуатации S1) | кВт | 74 / 101 | ||
номинальные обороты рабочего шпинделя | 1/мин | 103 | 86 | 69 |
номинальная крутящий момент при постоянной нагрюзке (S1) | Нм | 6 820 | 11 165 | 13 927 |
Выдвиг ползуна Z | мм | 1 600 | ||
выдвиг рабочего шпинделя W | мм | 1 200 |
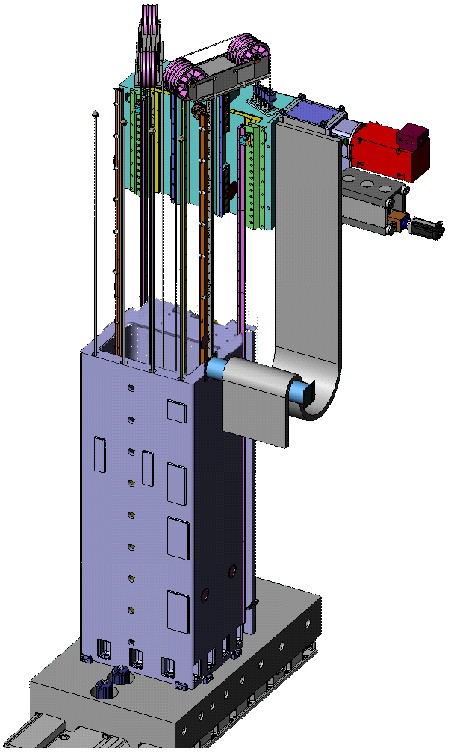
2.2.2 Компенсация веса шпиндельной бабки:
Шпиндельную бабку с противовесом соединяют две подвески. Передняя подвеска состоит из четырех профилей стального троса Herkules, а задняя из шести профилей того же. Натяжение тросов регулируется с помощью натяжных винтов.
2.2.3 Компенсация деформации формы стойки:
Через заднюю стену стойки проходят четыре тяги, которыми можно регулировать статическую деформацию направляющих поверхностей противолежащей стороны стойки, возникшую от шпиндельной бабки и противовеса.
2.2.4 Компенсация температурного расширения:
- Полый шпиндель уложен в трех группах специальных шарикоподшипников с косоугольным контактом серии по каталогу, смазываемых минимальным количеством масла, уносимым воздухом из смазочного устройства Woerner. Специальная посадка и охлаждение подшипников оптимизирует их предварительный натяг, минимизирует количество выработанного тепла и позволяет его быстрое отведение от ползуна. Низкий нагрев ползуна позволяет быструю температурную стабилизацию и небольшое расширение, которое можно дополнительно корректировать. Движение оси Z измеряется абсолютной линейной измерительной системой Heidenhain. Линейка закреплена внутри корпуса шпиндельной бабки, бегунок соединен с торцем ползуна инварным стержнем, компенсирующим температурное расширение ползуна.
2.2.5 Компенсация деформации прогиба и наклона ползуна:
На точность станка значительным образом влияет точность ползуна, его стабильная форма и горизонтальность движения торца ползуна с инструментом при выдвижении. Деформации прогиба ползуна от собственного веса препятствуют 4 преднапряженные стержни в его углах. В верхних углах ползуна в продольных прорезях вставлены два тяговые стержни, в прорезях в нижних углах два толкающие. Стержни погоняются с помощью гидравлических цилиндров, управляемых пропорциональным клапаном в зависимости от положения ползуна.
Силовые пары стержней во всех поперечных прорезях устраняют прогиб ползуна от собственного веса в вертикальной плоскости. Наклону ползуна препятствует пара усилий передней и задней подвесок шпиндельной бабки. Гидравлический цилиндр вставленный в передней подвеске натягивает тросы в зависимости от выдвижения ползуна. Таким способом компенсируется опрокидывающий момент и препятствует опусканию и наклону ползуна.
2.3 Направление переставных групп
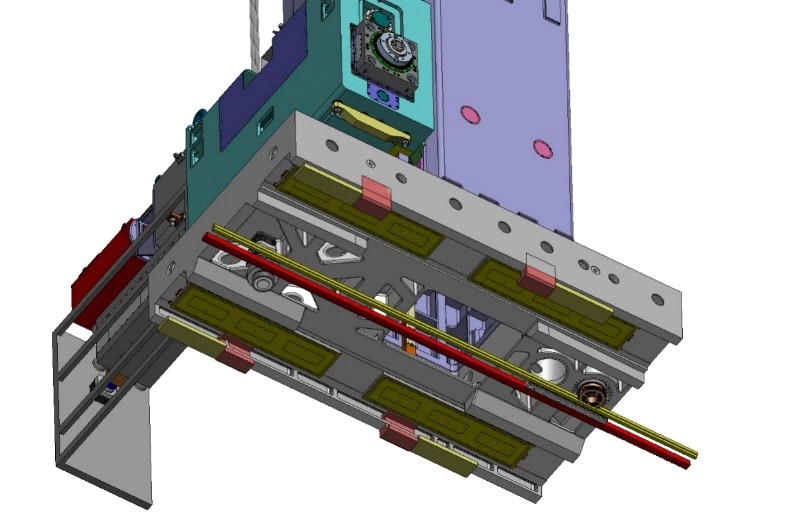
Главные несущие направляющие (ось X) состоят из четырех реек, вставленных между станину и каретки. На каждой из направляющих находится 9 замкнутых гидростатических опор, упорядоченных в две секции с отдельным питанием. Всего станок несет 36 опор, давление в которых от 10 до 15 бар согласно высоте, или весу станка.
Критерии для регулировки давления в опорах является приподнятие станка над несущие направляющие поверхности станины. Боковые направляющие станка выполнены также в гидростатических рейках, примкнутых к плоскостям боковых направляющих станины (две параллельные и две противоположные клиновидные — позволяют регулировку оптимального зазора в боковых направляющих). Нижние „направляющие“ каретки выполнены четырью рейками, размещенными напротив нижних направляющих поверхностей станины.
Горизонтально выдвижной ползун установлен в корпусе шпиндельной бабки на шестнадцати рейках, оснащенных гидростатическими опорами.
Направляющие поверхности передних, боковых и задних направляющих (оси Y) имеют точную шлифовку. Направляющие поверхности корпуса шпиндельной бабки образованы двумя рядами классических гидростатических опор с независимой подачей напорного масла, боковые направляющие поверхности в клиновых рейках с закрытыми гидростатическими опорами и одинаковые рейки образуют также задние направляющие шпиндельной бабки в присоединенных робастных рейках. Клиновые рейки позволяют не только точное регулирование направляющих, но также настройку перпендикулярности движения ползуна. Все направляющие поверхности шпиндельной бабки обработаны Бипластом.
Направляющие поверхности ползуна (ось Z) состоят из шестнадцати реек обработанных Бипластом с гидростатическими опорами. Рейки с верхней и передней сторон ползуна клиновые и позволяют точное регулирование направляющих.
2.4 Приводы сдвига и закрепления
Все 4 оси (X, Y, Z, W) оснащены самостоятельными электрическими регулирующими сервоприводами. Привод осей Y, Z, W осуществляется с помощью двух электрических серводвигателей с редукторами. Предварительная нагрузка шестерен на выходе редукторов по отношению к зубчатой рейке определяется электрически подключением приводов с помощью функции «Master-Slave» (нуждается в двух управляемых осях).Привод прямолинейного движения осей W и Z реализован с помощью ШВП. Первичная ступень приводов по осям Z и W решена с помощью зубчатыми колёсами.
2.4.1 Параметры – Подачи
диапазон рабочих подач – X, Y, Z, W | мм/мин | 1 – 12 000 |
ускоренная подача – X, Y, Z, W | мм/мин | 20 000 |
Макс. усилие перемещения в осях X, Y, Z, W | кН | 50 |
2.5 Смазка станка
Напорное масло поступает в гидростатический контур осей X и Y от агрегата гидростатики, размещенного на заднем боку каретки. Выходное давление насоса регулируется для достижения достаточного давления в гидростатических камерах с учетом потерь давления в проводке, причем позволяет распределение масла через пластиковые трубы Tecalan.
Давление масла в контурах для оси X регулируется с помощью токовых клапанов непосредственно в агрегате, для оси Y с помощью капиллярных труб в распределительных блоках на шпиндельной бабке. Масло из гидростатического контура оси X отводится из закрытых гидростатических опор через сливной трубопровод обратно прямо в бак агрегата, масло от просачивания из опор и дополнительной смазки рамок около секций опор несущих направляющих отводится вовнутрь станины и оттуда в перекачивающий агрегат, установленный в фундаменте станка. Это масло фильтруется и перекачивается в бак агрегата гидростатики осей X и Y.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 |
