
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
ТЕХНИЧЕСКОЕ ПРЕДЛОЖЕНИЕ ИЗДЕЛИЯ
Горизонтальный обрабатывающий центр
ГРС 180Т ЧПУ АСИ
ТЕХНИЧЕСКОЕ ПРЕДЛОЖЕНИЕ ИЗДЕЛИЯ
Горизонтальный обрабатывающий центр
ПРЕДСТАВЛЕНИЕ ПРОИЗВОДИТЕЛЯ
АО «ГРС Урал» это современное российское предприятие по производству
горизонтально-расточных станков и горизонтальных обрабатывающих центров.
Учредители: TOS VARNSDORF a. s. (Чешская Республика) и Групп» (Российская Федерация).
TOS VARNSDORF a. s. основан в 1903 г.
Групп» основан в 2006 г.
Производство расположено в г. Екатеринбург, Свердловской области.
Продукция АО ГРС Урал отличается высокой производительностью, современным техническим решением и надежностью.
Дополнительные услуги:
Ввод оборудования в эксплуатацию, гарантийное и послегарантийное обслуживание
Обучение программированию
Обучение обслуживающего персонала
Поставка запасных частей (склад расположен в г. Екатеринбурге)

СОДЕРЖАНИЕ:
1. ХАРАКТЕРИСТИКА ИЗДЕЛИЯ 5
1.1 Гидростатические горизонтально-расточные станки ГРС 180Т ЧПУ 5
1.2 Основная концепция станка 5
2. КОНСТРУКЦИОННОЕ ИСПОЛНЕНИЕ УЗЛОВ СТАНКА 6
2.1 Рама станка 6
2.1.1 Параметры - Колонна 6
2.2 Шпиндельная бабка 6
2.2.1 Параметры – Шпиндельные бабка 7
2.2.2 Компенсация веса шпиндельной бабки: 8
2.2.3 Компенсация деформации формы стойки: 8
2.2.4 Компенсация температурного расширения: 8
2.2.5 Компенсация деформации прогиба и наклона ползуна: 8
2.3 Направление переставных групп 9
2.4 Приводы сдвига и запрепления 10
2.4.1 Параметры – Подачи 10
2.5 Смазка станка 10
2.6 Гидравлический агрегат и функция со сжатым воздухом 11
2.7 Система управления и управление станком 11
2.8 Измерения 11
2.9 Площадки для обслуживающего персонала 12
2.10 Автоматическая смена инструменто 12
2.10.1 Параметры - Автоматическая смена инструментов 12
2.11 Энергетические источники и агрегаты 12
2.12 Параметры - Дальнейшие параметры 13
3. ТОЧНОСТЬ И ИСПЫТАНИЯ СТАНКА 14
3.1. Геометрическая точность станка 14
3.2. Точность позиционирования групп станка 14
3.3. Рабочая точность станка 14
3.4. Остальные испытания при выходном контроле: 15
4. БЕЗОПАСНОСТЬ И ЭКСПЛУАТАЦИЯ СТАНКА 15
5. ПОСТАВКА И ПРИЕМ, ЭКСПЛУАТАЦИЯ СТАНКА 16
6. УПАКОВКА, ТРАНСПОРТИРОВКА, СКЛАДИРОВАНИЕ 17
7. ПРИНАДЛЕЖНОСТИ 18
7.1 Нормальные принадлежности 18
7.2 Специальные принадлежности 19
7.2.1 HPR 50 Вертикальная фрезерная головка 19
7.2.2 HUR 50 - Головка фрезерная универсальная ручная 20
7.2.3 HUI 50 - Универсальная фрезерная 21
7.2.4 HUF 50 - Головка фрезерная универсальная 22
7.2.5 HOIL 50 - Двухосевая фрезерная головка ортогональная 23
7.2.6 HOIT 50 ТяжелаяДвухосевая фрезерная головка ортогональная 24
7.2.7 HOF 50 - Двухосевая фрезерная головка ортогональная 25
7.2.8 HOI 50 – Oртогональная двухосевая фрезерная 26
7.2.9 HPI 50 - 1- Осевая вертикальная Фрезерная головка 27
7.2.10 HV/V - Фрезерная головка 28
7.2.11 UDT – Зажимня доскa UDT 29
7.2.12 Поворотные столы 30
7.2.13 CHZ 180 - Оборудование для охлаждения инструментов 31
7.2.14 CHOV - Оборудование для охлаждения инструментов 31
7.2.15 Транспортировочная лента 32
7.2.16 Зажимный кубик UK 500 - UK 3000 32
7.2.17 Зажимные угольники UU 800 – UU 4500 33
7.3 Стойка особых принадлежностей (PICK-UP) 35
8 СПИСОК ОСНОВНЫХ ЧАСТЕЙ, ПРИОБРЕТЕННЫХ 39
8.1 Компоненты Станки ГРС 180Т ЧПУ 39
1. ХАРАКТЕРИСТИКА ИЗДЕЛИЯ
1.1 Гидростатические горизонтально-расточные станки ГРС 180Т ЧПУ
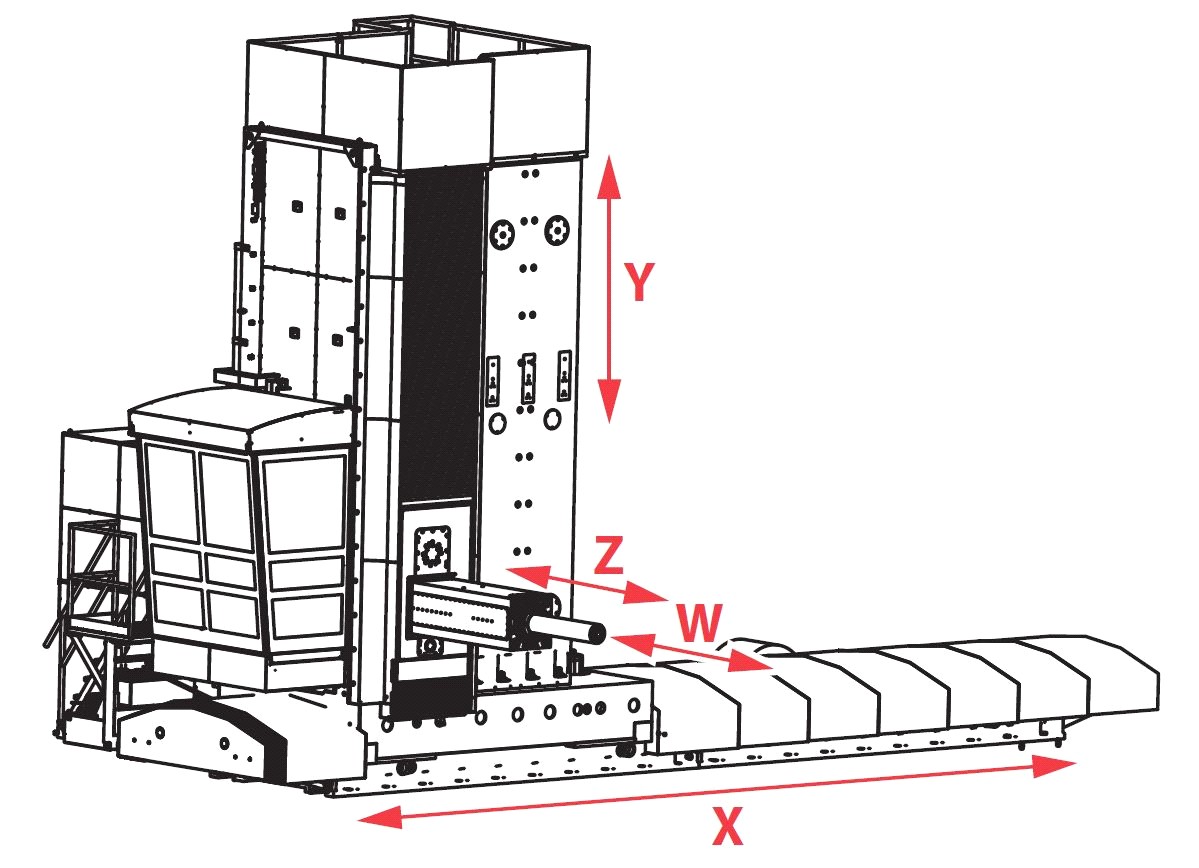
предназначены для точного координатного сверления, расточки, фрезеровки и нарезки резьбы. Они пригодны для обработки корпусных, плитообразных и трехмерных изделий из чугуна, литейной стали и других материалов, обрабатываемых резанием, путем металлорежущей обработки, особенно для деталей крупных и самых крупных размеров и веса. Станки могут быть укомплектованы дополнительным столом или, по необходимости, двумя вращающимися столами и зажимным полем, составленным из зажимных/крепежных плит. Станки хорошо подходят для серийного производства и для решения сложных технологических задач. Непрерывное управление проводится по четырем координатам (X, Y, Z, W), позиционно взаимосвязанным, при помощи системы непрерывного управления. Данные станки можно дополнить большим ассортиментом технологических принадлежностей, которые существенно расширяют технологические возможности станка.
1.2 Основная концепция станка
Станки ГРС 180Т ЧПУ – это Гидростатические горизонтально-расточные станки в левом исполнении, с выдвижным ползуном (пинолью), выдвижным рабочим шпинделем и передвижной в поперечном направлении станиной (координата Х). По направляющей станины вертикально перемещается шпиндельная головка (координата Y) с горизонтально выдвижным ползуном квадратного сечения (координата Z) и выдвижным рабочим шпинделем (координата W).
Основные варианты исполнения станков определены уровнем автоматизации рабочего цикла:
- основное исполнение без автоматической заменой инструмента (без АСИ)
- исполнение станка с автоматической заменой инструмента (АСИ)
Станки имеют полностью управляемые четыре координаты (Х - поперечное перемещение стойки, Y - вертикальное перемещение шпиндельной бабки, Z - продольное перемещение ползуна, W - продольное перемещение шпинделя).
Для управления станка можно выбрать систему управления HEIDENHAIN iTNC 530 HSCI, Sinumerik 840D-SL. С левой стороны шпиндельной головки к салазкам станины присоединена самостоятельно перемещаемая в вертикальном и горизонтальном направлениях платформа для обслуживающего персонала с главным щитом управления станком.

2. КОНСТРУКЦИОННОЕ ИСПОЛНЕНИЕ УЗЛОВ СТАНКА
2.1 Рама станка
Рама станка состоит из поперечной станины (постели), по которой перемещаются салазки стойки по оси X.
Постель изготовлена из серого чугуна. В зависимости от длины направляющих состоит из двух и более частей (из модулей 4000 и 5000 мм). С верхней стороны постели находятся два точно обработанные ходовые пути несущих направляющих станка, по которым перемещается каретка станка со стойкой. Боковые направляющие образованы двумя противолежащими параллельными полосами, соединенными горизонтальной плитой с монтажными отверстиями для доступа к внутренним рядам анкерных болтов. Отверстия уплотнены крышками.
Корпус каретки выполен в виде плоской отливки из серого чугуна. На верхней плоскости каретки поставлена, сбалансирована и закреплена стойка станка. На этой плоскости также находятся отжимные сухари, позволяющие поворачивание стойки для регулировки перпендикулярности движения ползуна по отношению к оси X. Нижняя плоскость каретки обработана для направляющей поверхности главных несущих направляющих, которые выполнены в промежуточных рейках обработанных Бипластом, в котором установлены замкнутые кольцевые гидростатические опоры, прилегающие к направляющим поверхностьям каретки.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 |
