
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Ответ: килограмм полотна вырабатывается за 59,8 сек.
Примечание:
При расчете производительности к/в машин, вырабатывающих плюшевые переплетения необходимо учитывать, что масса петли определяется по формуле:
lT = l гр Tгр + l плT пл
вырабатывающих футерованное переплетение:
lT = l гр Tгр + l футT фут
А число систем, необходимых для выработки № ряда плюшевого, платированного, футерованного переплетения равно 1, т. е. z = 1.
При выработке таких полотен переплетений, как двуластик, производная гладь, фанг, полуфанг, двухцветный жаккард, репс, число петлеобразующих систем, участвующих в образовании 1 ряда переплетения равно 2, т. е. . z = 2.
2 Производительность кругловязальных машин при вязании купонов
Производительность к/в машин при вязании купонов определяется числом изделий (купонов), выработанных в единицу времени (час, смену) и зависит от скорости вязания, числа петлеобразующих систем, вида применяемого переплетения, линейной плотности перерабатываемой пряжи (нитей), плотности вязания, размера и модели изделия.
Чтобы определить теоретическую производительность машины при выработке полурегулярных изделий (купонов), нужно сначала рассчитать машинное время одного изделия, состоящего из нескольких купонов. Купоны в зависимости от модели, размера изделия и применяемой раскладки лекал собирают в комплект, который состоит из определенного числа изделий.
Машинное время вязания одного изделия рассчитывают по формуле:
tм изд = ![]() ,
,
где tм изд – машинное время вязания одного изделия, с;
tм1, tм2, tм3 – машинное время вязания 1 –го, 2-го, 3-го купона, входящего в комплект;
В – число изделий, входящих в комплект.
Машинное время вязания одного купона tм определяется как сумма времени изготовления отдельных его участков по формуле:
tм =  ·
· ![]() ,
,
где tм – машинное время вязания купона, сек;
R 1, R 2, R3 – число петельный рядов на участках купона;
z 1, z 2 ,z 3 – число петлеобразующих систем, участвующих в вязании одного петельного ряда участка;
z = 1 – для переплетений ластик любого сочетания, ажурное переплетение, рисунчатое, прессовое);
z = 1 – для переплетений сдвоенная гладь, фанг, полуфанг, 2хцв. жаккард, репс, двухизнаночная гладь;
n1, n2, n3 – частота вращения игольного цилиндра машины при вязании 1, 2, 3 участка купона, мин -1.
nб/х = ![]() nт/х =
nт/х = ![]() ;
;
где nб/х, nт/х – частота вращения игольного цилиндра на быстром и тихом ходу, мин -1
![]()
![]() - линейная скорость игольного цилиндра на быстром и тихом ходу, м/сек;
- линейная скорость игольного цилиндра на быстром и тихом ходу, м/сек;
? = 3,14
Д – диаметр игольного цилиндра, м;
m – число петлеобразующих систем на машине.
Теоретическую производительность машины при вязании полурегулярных изделий (купонов) определяют по формуле, изд/см, куп/см:
Ат = ![]()
ПРИМЕР 1
Рассчитайте машинное время вязания купона на к/в двухфонтурной машине, если дано: заправка ПрШрс, линейная плотность 31 текс, переплетение основное – 2хцветный полный жаккард, переплетение учасков заработки и отработки – ластик 1+1, общая длина купона без участка отработки 620 мм, высота участка заработки – 20 мм, число рядов участка отработки 12, диаметр игольного цилиндра – 750 мм, число петлеобразующих систем на машине 10, линейная скорость игольного цилиндра при вязании участка заработки и отработки – 0,4 м/сек, при основном вязании -0,7 м/сек.
Дано: Д – 750 мм m - 10 ?осн – 0,7 м/сек ?зар, отр – 0,4 м/сек Т – 31 текс, ПрШрс Н куп – 620 мм Уч. осн. переп. – 2хцв. Уч. зараб. – Л1+1, Н 3 – 20 мм Уч. отраб. – Л1+1, R = 12 | Решение: tм = nосн = Н – Нзар = 620 – 20 = 600 мм Rз = В л1+1 = СА, А = 4d, d = d = А = 4d = 4·0,238 = 0, 95 мм ВЛ1+1 = 0,7А = 0,7·0,95=0,666 Rзар = В2хцв жак = 5d = 5·0,238=1,19 Rосн = n т/х = nб/х = tм = |
 ·
·  =
=  ·
·t м - ?
Ответ: время вязания купона 364,5 сек
ПРИМЕР 2
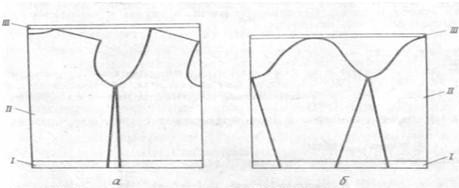
Определите фактическую производительность в изделиях за 8 часов работы к/в двухфонтурной машины при вязании мужского жакета из купона, если дано: переплетение и число рядов вязания на участках купонов. Купон стана: участок 1 – ластик 1+1, 24 пет. ряда, участок 2 – фанг, 400 рядов на лицевой стороне; участок отработки – Л1+1 12 пет. рядов. Купон рукава: участок 1 – ластик 1+1, 24 пет. ряда, участок 2 – фанг, 360 рядов на лицевой стороне; участок отработки – Л1+1 12 пет. рядов. Число петлеобразующих систем – 24, частота вращения игольного цилиндра на быстром ходу – 16 мин-1, на замедленном ходу – 10 мин-1 (вязание отработки), Кпв – 0,8. Раскладка лекал на рис.1.
Рис. 1 Раскладка лекал
Дано: tсм = 8ч Купон стана 1 уч. Л1+1, R1= 24 2 уч. фанг, R2 = 400 3 уч. Л1+1, R3 = 12 Купон рукава 1 уч. Л1+1, R1= 24 2 уч. фанг, R2 = 360 3 уч. Л1+1, R3 = 12 m - 24 ?тх – 10 мин-1 ?бх – 16 мин-1 Кпв – 0,8 | Решение: Ат = tм изд = Комплектовка: 3 купона стана+2 купона рукава = 3 изделия а 1=3 а 2=2 В = 3 tм к. ст. = tм к. ст. = tм к. рук = tм изд = Ат = |
 ·
·  ·
· ·
·Ат - ? изд/см
Купон стана Купон рукава
Ответ: теоретическая производительность равна 100 изд/см
3 Производительность чулочно-носочных автоматов
Круглочулочные автоматы отличаются от большинства производительностью, высокой степенью автоматизации, широкими ассортиментными возможностями и удобством обслуживания. Два основных фактора определили рост производительности машин – увеличение скорости вращения цилиндра и числа систем.
Производительность круглочулочного автомата измеряется количеством десятков пар чулок (носков), выработанных за 1 час или смену. Поскольку продукция – штучные изделия, расчет теоретической производительности начинается с определения машинного времени на одно изделие и десяток пар. Машинное время вязания тем меньше и теоретическая производительность машины тем больше, чем выше средняя частота вращения цилиндра, чем больше систем участвуют в вязании отдельных участков чулочно-носочного изделия, чем меньше рядов в самом изделии. Машинное время вязания чулочно-носочного изделия рассчитывается по формуле:

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 |
