

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Вдобавок, из-за того что горение происходит при недостатке воздуха, в дымовом газе полностью отсутствует кислород, но содержатся окиси углерода, водород и метан, что так же проявляет влияние на последующих стадиях производственного процесса.
1.4 Описание конструктивных средств.
1.4.1 Аэрофонтанная топка
Данный аппарат представляет собой вертикальную полую, футерованную внутри камеру, являющуюся как бы расширением воздуховода. В результате выбора соответствующей конфигурации камеры в ней устанавливается многократная внутренняя фонтанообразная циркуляция твёрдой фазы, находящаяся большую часть времени во взвешенном состоянии. Для интенсификации процесса горения полукокса и уменьшения размеров АФТ в центре топки размещён завихритесь
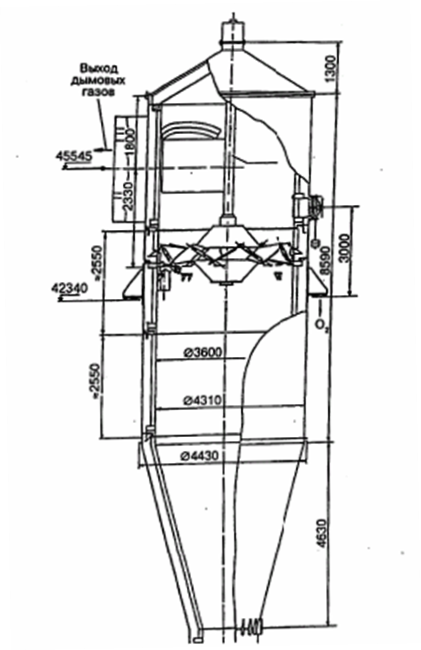
Рисунок 1 Аэрофонтанная топка
1.4.2 Шнеки с герметизирующими пробками
Шнеки с герметизирующими пробками предназначены для передачи материалов из аппаратов, находящимся под относительно низким давлением, в аппараты с болу высоким давлением без перетока газов в обратном направлении. В данном проекте Шибер шнека полукокса охлаждается паром.
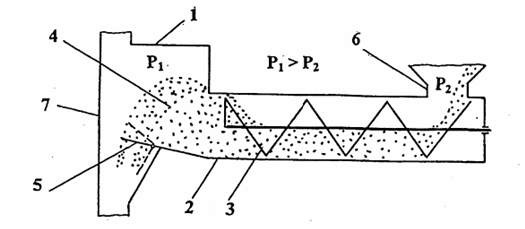
Рисунок 2 Шнек с герметизирующими пробками.
Герметизирующая камера Корпус шнека Шнек Пробка из сыпучего материала Козырёк Патрубок подачи сланца Приемный аппарат (АФТ)Глава 2. Система управления аэрофонтанной топки.
2.1 Постановка задачи управления.
Основной задачей автоматизацией данного производственного процесса является поддержания давления и расход воздуха в стволе разгонного участка АФТ, температуры в топке и на шибере.
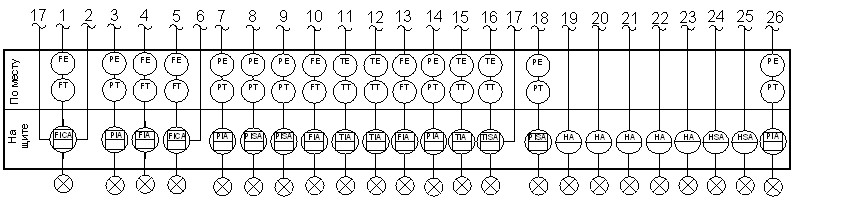
2.1 Основные регулируемые параметры
Регулируемыми показателями в данном проекте являются давление и расход воздух, давление и температура в бункере провала, давление и температура в аэрофонтанной топке.
2.2 Функции системы управления
В данном проекте функциями системы управления является стабилизация регулируемых параметров при заданном задании соответствующему технологическому процессу, а именно поддержание давление в стволе разгонного участка АФТ на уровне 30-35 атм., стабилизация температуры в АФТ в пределе 780-830 оС, данное регулирование осуществляется по отклонению от заданной величины. Так же в функции системы входит обеспечение сигнализации при превышении какого-либо параметра за пределы допустимых. И обеспечения автоматической блокировки при пропадании давления и соответственно потока воздуха в бункере провала.
2.3 Описание контуров регулирования
Основной контур регулирования находиться между датчиками температуры и давления в аэрофонтанной топке и датчиков расхода воздуха, который регулирует клапан подачи воздуха, остальные являются дополняющими и необходимы для запуска всей установки.
2.4 Система связи полевого и верхнего уровня.
В течение многих лет системы обмена данными строились по традиционной централизованной схеме, в которой имелось одно мощное вычислительное устройство и огромное количество кабелей, посредством которых осуществлялось подключение датчиков и исполнительных механизмов. На сегодняшний день у этого подхода практически не осталось приверженцев. В условиях бурно растущего производства микропроцессорных устройств альтернативным решением стали цифровые промышленные сети. На сегодняшний день на рынке представлено около сотни различных типов промышленных сетей, протоколов и интерфейсов, применяемых в системах автоматизации, среди которых Modbus, PROFIBUS, Interbus, Bitbus, CAN, LON, Foundation Fieldbus, Ethernet и др. Для данного проекта полевой уровень (Fieldbus) осуществляется с помощью PROFIBUS и HART протоколов и соответствующего оборудования, однако для выхода на верхние уровни предпочтительней использовать Ethernet или PROFINET. Так же выбраны соответствующие средства автоматизации для осуществления данных сетей.
2.4.1 HART – протокол
Унифицированный сигнал 4 – 20 мА для передачи аналоговых сигналов известен несколько десятков лет и широко используется при создании АСУ ТП в различных отраслях промышленности. Достоинством данного стандарта является простота его реализации, использование его во множестве приборов, твозможность помехоустойчивой передачи налогового сигнала на относительно большие расстояния. Однако при создании нового поколения интеллектуальных приборов и датчиков потребовалось наряду с аналоговой информацией передавать и цифровые данные, соответствующие их новым расширенным возможностям
Таблица 1 Технические параметры, определяемые стандартом на HART-протокол
Топология | «Точка-точка» (стандартная) или шина |
Максимальное количество устройств | Одно ведомое и два ведущих устройства (стандартный режим) 15 ведомых и 2 ведущих устройств (многоточечный режим с удаленным питанием) |
Тип линии | Экранированная витая пара |
Интерфейс | 4 – 20 мА, токовая петля (аналого- вый) |
Время цикла обнов- ления данных | Около 500 м |
2.4.2 PROFIBUS
Задачи в области промышленной связи часто требуют разных решений. В одном случае необходим обмен сложными, длинными сообщениями со средней скоростью. В другом – требуется быстрый обменкороткими сообщениями с использованием упрощенного протокола обмена, например, с датчиками или исполнительными механизмами. В третьем случае необходима работа во взрыво - и пожароопасных условиях производства. PROFIBUS имеет эффективное решение для любого из этих случаев. PROFIBUS – семейство промышленных сетей, обеспечивающее комплексное решение коммуникационных проблем предприятия.
Протокол PROFIBUS-DP применяется для высокоскоростного обмена данными между программируемым логическим контроллером и распределенными устройствами связи с объектом. Физическая среда передачи – экранированная витая пара стандарта RS-485. Скорость обмена прямо зависит от длины сети и варьируется от 100 кбит/с на расстоянии 1200 м до 12 Мбит/с на дистанции до 100 м. Взаимодействие узлов в сети определяется моделью «Master-Slave» (ведущий-ведомый). Master последовательно опрашивает подключенные узлы и выдает управляющие команды в соответствии с заложенной в него технологической программой. Протокол обмена данными гарантирует определенное время цикла опроса в зависимости от скорости обмена и числа узлов сети, что позволяет применять PROFIBUS в системах реального времени.
2.4.3 Ethernet
На уровне управления производством сети Ethernet уже давно завоевали себе прочное лидирующее место. Решения на базе Ethernet практически вытеснили все остальные из офисных распределенных приложений, и сегодня Ethernet является основным средством обмена в локальных сетях. В последнее время Ethernet стал активно проникать и в комплексы управления производственными процессами. Появился целый ряд аппаратных средств (коммутаторов и концентраторов), выполненных в соответствии с требованиями промышленных условий эксплуатации. Использование Ethernet, как физической среды передачи данных, приводит к использованию хорошо адресуемых логических протоколов. Уже сейчас большинство устройств поддерживают протокол TCP/IP. Это позволяет легко интегрировать локальные системы управления технологическими процессами в сети любого масштаба, включая глобальную сеть Internet.
2.4.4 Топологическая схема промышленной сети

Рисунок 3 Топологическая схема промышленной сети
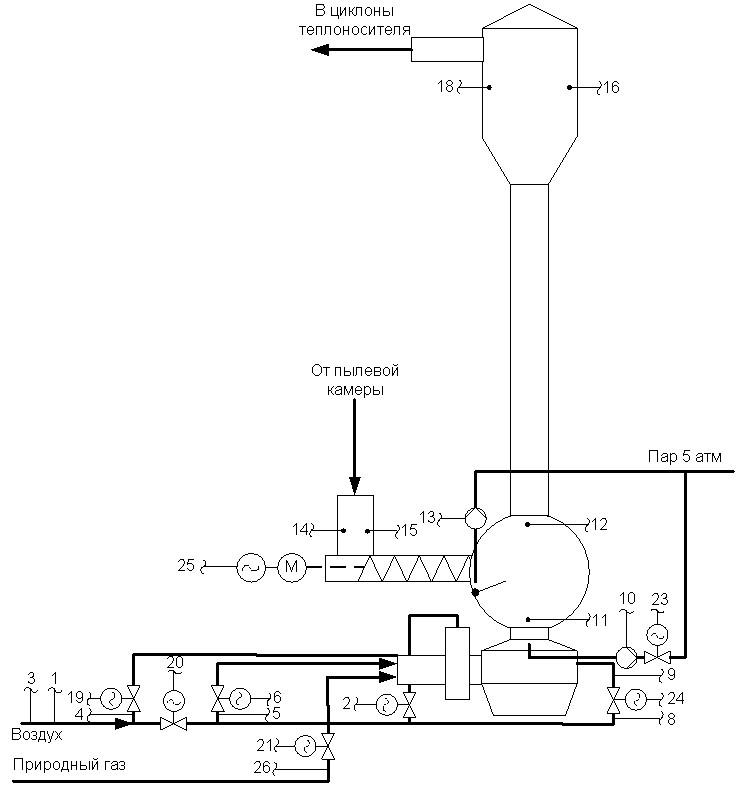
2.5 Функциональная схема технологического процесса.
2.6 Экран оператора
Данная SCADA система разработана в бесплатно распространяемой среде Trace Mode и дизайн может меняться в зависимости от требований заказчика.

Рисунок 4 SCADA система
Глава 3. Технические средства автоматизации
3.1 Краткое описание необходимых средств.
Автоматизированная система управления технологическим процессов состоит из средств автоматизации, размещенная на трёх уровнях.
К первому уровню относятся средства контроля и регулирования, расположенные по месту и для данного проекта необходимы следующие компоненты: датчики расхода, датчики давления, термопары, регулирующие заслонки расхода воздуха на горение, система включения и отключения электродвигателями (частотный преобразователь).
Ко второму уровню АСУТП относятся устройства для преобразования сигналов и программируемые контроллеры.
К третьему уровню относятся промышленный компьютер, расположенный на пульте управления, на который поступает информация о текущих значениях параметров технологического процесса, визуализация информации на мониторах компьютеров, дающее наглядное представление о состоянии процесса. С компьютера задаётся решим работы контроллеров и устанавливается задание для контроллеров на регулирование, так же осуществляется переключение между автоматическим и ручным режимом и осуществляется ручное воздействие на различные задвижки при запуске установки. Так же производится сбор и хранение архивной информации.
3.2 Средства автоматики первого уровня.
3.2.1 Расходомеры.
3.2.1.1 Ультразвуковой расходомер для измерения расхода воздуха или дымовых газов D-FL 200

Рисунок 5 Ультразвуковой расходомер для измерения расхода воздуха или дымовых газов D-FL 200
Датчик фирмы ppm-systems предоставляет ультразвуковой расходомер для измерения расхода воздуха или дымовых газов.
3.2.1.1.1 Принцип измерения.
Расходомер D-FL 200 работает по принципу разности времени прохождения акустического сигнала через поток. Ультразвуковые преобразователи расходомера взаимно излучают и получают короткие импульсы по и против газового потока, что влияет на время прохождения сигнала. Объемный расход среды рассчитывается расходомером по разности времени прохождения сигнала.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 |
