
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
.
2. ОСНОВНЫЕ ВАРИАНТЫ СТАНКА
2.1 Варианты в зависимости от держателя инструмента (шпиндельной)
– шпиндельная бабка „R“ - стандартное исполнение шпиндельной бабки с выдвижным шпинделем и стандартным крутящим моментом
– шпиндельная бабка „N“ - нестандартное исполнение шпиндельной бабки с высшим крутящим моментом на выдвижном шпинделе, обычно используется для силовой обработки. В результате чего уменьшается максимальное количество оборотов.
– шпиндельная бабка с невыдвижным шпинделем с высоким числом оборотов
– шпиндельная бабка „15“ - шпиндельной головки с вариантом исполнения с диаметром рабочего шпинделя 150 мм
2.2 Варианты в зависимости от держателя заготовки (стола или палеты)
– в соответствии с максимальной грузоподъемностью стола:
- стол для макс. нагрузки на стол 12 000 кг
- стол для макс. нагрузки на стол 25 000 кг
- опцион: стол для макс. нагрузки на стол 16 000 кг
- опцион: стол для макс. нагрузки на стол 18 000 кг
– в зависимости от вида управления вращения стола (необходимо всегда ввести в заявке):
- стол для функции позиционирования с инкрементом 0,001˚. Привод к столу осуществляется одной шестерней
- стол с полностью управляемой координатой В. Привод осуществляется двумя шестернями..
– станок оснащен откидным столом (см. раздел 3.4)
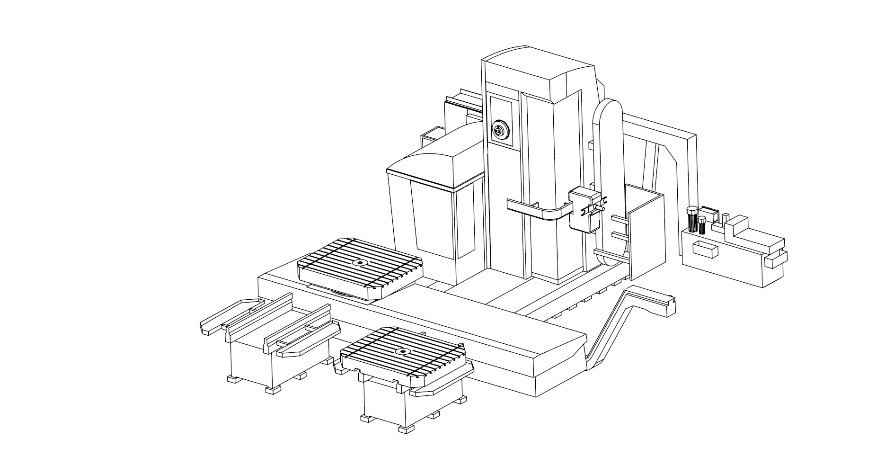
– станок обладает функцией автоматической замены двух поддонов
2.3 Варианты в зависимости от уровню автоматизации рабочего цикла
– WHN 13/15 CNC - основное исполнение
– WHQ 13/15 CNC - исполнение станка с автоматической заменой инструмента (АСИ)
- 40 или 60 инструментов – магазин установлен к стойке станка
- 80 или 120 (меандр) инструментов – магазин установлен отдельно возле станка
– WHN 13/15 MC - означает, что станок поставляется с автоматической сменой паллет
– WHQ 13/15 MC - исполнение станка - характер обрабатывающего центра с автоматической заменой инструмента (АСИ) и с автоматической заменой палет
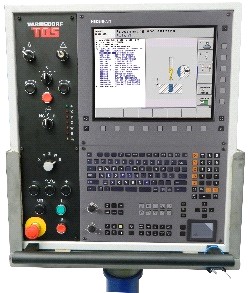
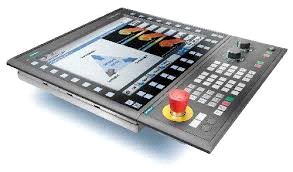
2.4 Вариантное исполнение в зависимости от системы управления

- система управления HEIDENHAIN iTNC 530 HSCI Оба система управления Sinumerik 840 D-SL Оба варианта оснащены приводами Siemens. система управления FANUC 30i/31i Станок оснащен приводами FANUC.
3. ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ПАРАМЕТРЫ
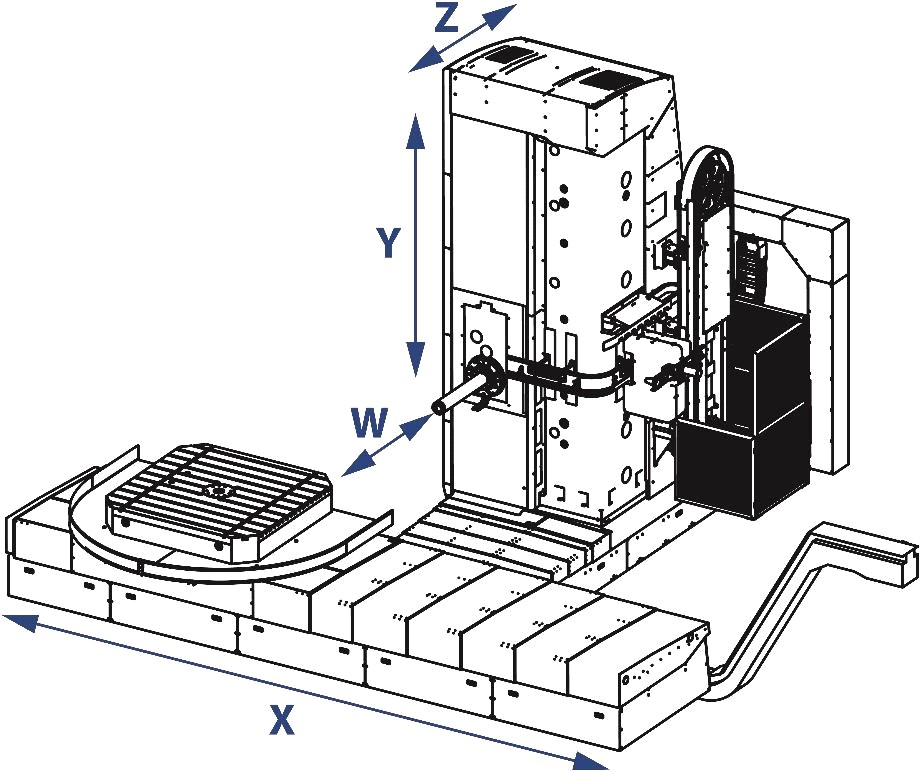
3.1 Рама станка
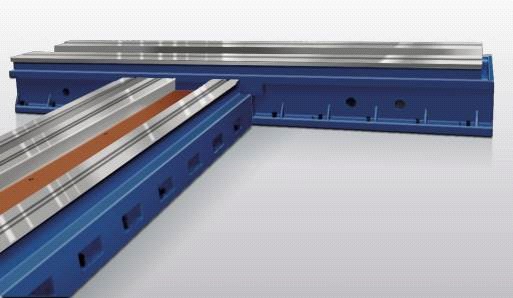
Состоит из продольной и поперечной станины которые расположены между собой в Т-образном виде. По продолной станине перемещаются сани стойки вместе со стойкой (Z), на которой по координате Y в вертикальном направлении перемещается шпиндельная бабка. По поперечной станине перемещаются сани стола (X) с поворотным столом (координата B).
Все детали рамы и шпиндельной бабки состоят из литой жесткой конструкции из серого чугуна.
3.1.1 Параметры - Колонна
вертикальная перестановка шпиндельной головки Y | мм | 2 000, 2 500, 3 000, 3 500 |
мин. высота оси шпинделя над рабочим столом / палета | мм | 0 / -110 |
Продольная перестановка станины Z * | мм | 1 250, 1 600, 2 200, 3 200 |
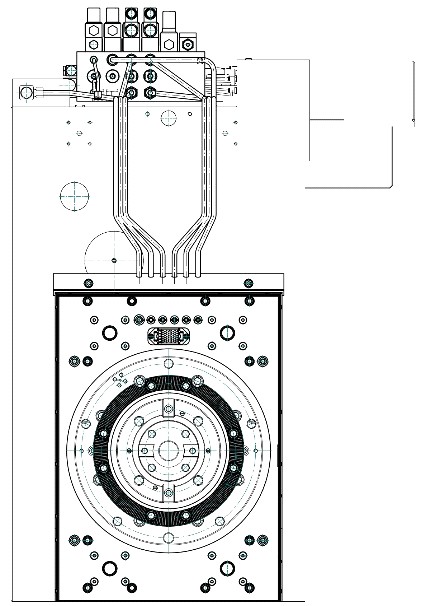
3.1.2 Параметры - Стол
Стандартные варианты | ||
макс. вес обрабатываемой детали | кг | 12 000 / 25 000 |
размеры зажимной поверхности рабочего стола | мм | 1 800 x 1 800, 1 800 x 2 200,1 800 x 2 500 |
Дополнительные варианты | ||
опцион № 1 | кг / мм | 16 000 / 2 500 x 3 000 |
опцион № 2 | кг / мм | 18 000 / 2 000 x 3 000 |
зажимные "T" пазы стола | ||
- размер | мм | 22H8 |
- шаг | мм | 160 |
- количество | 11, 13, 15 | |
диаметр центрирующего отверстия зажимной поверхности поворот. стола | мм | 100H6 |
Продольная перестановка стола X | мм | 2 000, 3 500, 4 000, 5 000, 6 000 |
* В данной комплектации станка обеспеченным дополнительным типом стола необходимо принимать во внимание следующие ограничения передвижения по оси Z (продольная перестановка станины):
опцион № 1: короче на -350мм
опцион № 1: короче на -100мм
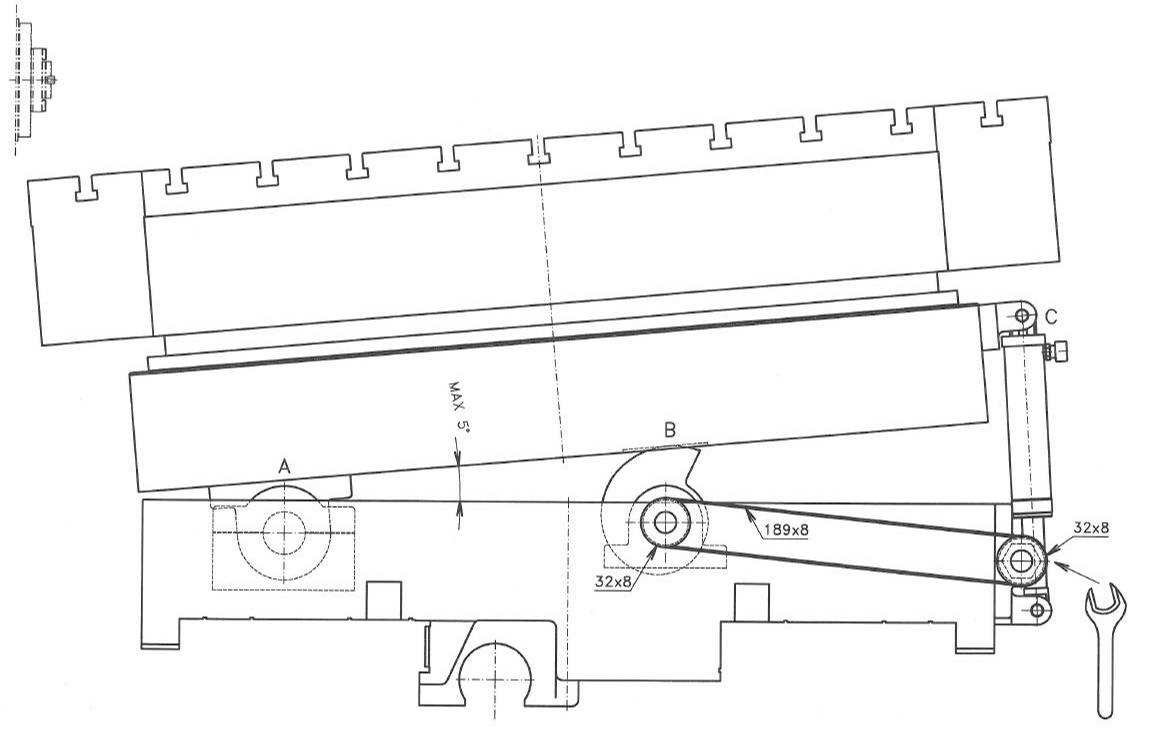
3.1.3 Параметры - Наклонный стол (см. отдельное техническое предложение)
макс. вес обрабатываемой детали | кг | 16 000 |
установка наклона стола | 0 – 5° | |
размеры зажимной поверхности рабочего стола | мм | 1 800 x 1 800, 1 800 x 2 200,1 800 x 2 500 |
зажимные "T" пазы стола | ||
- размер | мм | 22H8 |
- шаг | мм | 160 |
- количество | 11 | |
диаметр центрирующего отверстия зажимной поверхности поворот. стола | мм | 100H6 |
Продольная перестановка стола X | мм | 2 000, 3 500, 4 000, 5 000, 6 000 |

3.2 Шпиндельная бабка
Содержит узлы и механизмы основной укладки шпинделя, привода шпинделя и продольного выдвижения шпинделя (W) и механизма крепления инструмента. Основная посадка шпинделя состоит из полого шпинделя и рабочего шпинделя. Полый шпиндель (пиноль) уложен в точных шариковых подшипниках с наклонной посадкой с предварительным натяжением. Вращение шпинделя осуществляется с помощью двух механических передач управляемых автоматически с помощью гидравлической системы. Рабочий шпиндель, прошедший термическую обработку (азотирования и закалки), устанавливается в полый шпиндель с минимальным зазором.

Вес шпиндельной бабки уравновешивается с помощью противовеса, завешенного на стальном тросе, веденные по стойке.
крепление инструмента осуществляется рычажным захватом за инструментальный штревель, который в свою очередь закручен в инструмент. Инструментальный штревель изготовлен по внутренней норме ТОС ВАРНСДОРФ. Крепящее усилие создают тарельчатые пружины, ослабление которых осуществляется с помощью гидравлики. Заказчик может так же востребовать систему крепления инструментов BIG-PLUS. на протяжении исполнения автоматической смены инструмента конусная полость шпинделя очищается с помощью сжатого воздуха.
3.2.1 Параметры - бабки „R“ a „N“

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 |
