
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
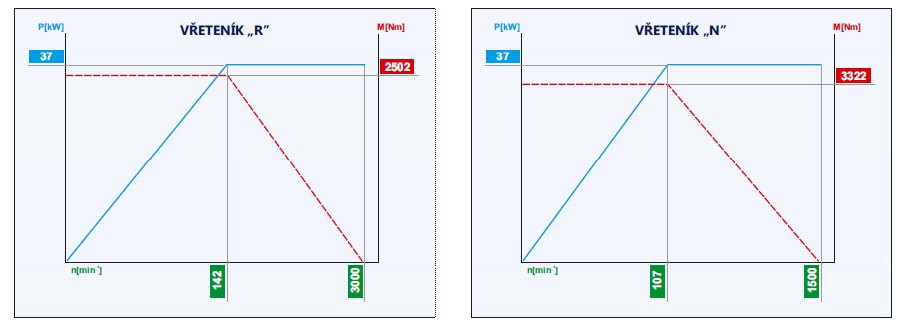
Шпиндельные бабка | „R“ | „N“ | |
диаметр рабочего шпинделя | мм | 130 | 130 |
коническая полость рабочего шпинделя | ISO 50 / ISO 50 BIG+ | ||
исполнение зажимного хвостовикаинструмента | без АСИ | ИSN 22 0430DIN 2080 | |
с/без АСИ | ИSN 22 0432ИSN 22 0434DIN 69871 ABT 50 MAS 403-1982CAT B5.50-1985 | ||
диапазон оборотов рабочего шпинделя | 1/мин | 10 – 3 000 | 10 – 1 500 |
мощность главного двигателя: | 37 | ||
номинальная(при постоянной эксплуатации S1) | кВт | 37 | 46 |
макс. (при работе S6-60% времени эксплуатации) | кВт | 46 | 106 |
номинальные обороты рабочего шпинделя | 1/мин | 141 | 3 322 |
номинальная крутящий момент при постоянной нагрюзке (S1) | Нм | 2 502 | 4 132 |
макс. момент кручения на шпинделе(S6 – 60%) | Нм | 3 111 |
Прим. По желанию заказчика машина может быть оборудована холодильником компрессор VN HYDRAULIC, или SCHIMPKE.
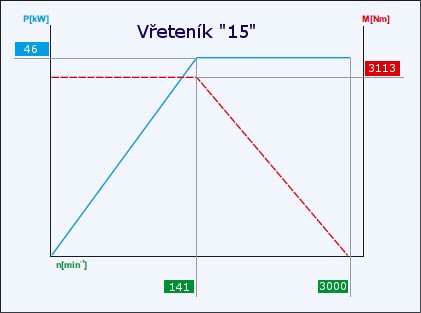
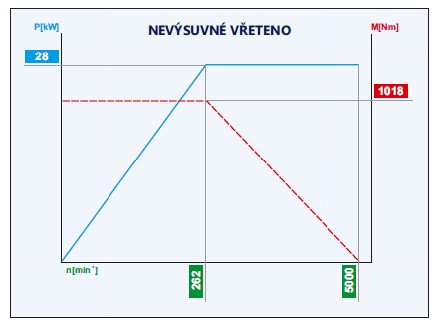
3.2.2 Параметры - Шпиндельная бабка с невыдвижным шпинделем + бабки „15“
Шпиндельные бабка | невыдвижным | „15“ | |
диаметр рабочего шпинделя | мм | 130 | 150 |
коническая полость рабочего шпинделя | ISO 50 / ISO 50 BIG+ | ||
исполнение зажимного хвостовикаинструмента | без АСИ | ИSN 22 0430DIN 2080 | |
с/без АСИ | ИSN 22 0432ИSN 22 0434DIN 69871 ABT 50 MAS 403-1982CAT B5.50-1985 | ||
диапазон оборотов рабочего шпинделя | 1/мин | 10 – 5 000 | 10 – 3 000 |
мощность главного двигателя: | 28 | 46 | |
номинальная(при постоянной эксплуатации S1) | кВт | 35 | 55 |
макс. (при работе S6-60% времени эксплуатации) | кВт | 262 | 141 |
номинальные обороты рабочего шпинделя | 1/мин | 1 018 | 3 100 |
номинальная крутящий момент при постоянной нагрюзке (S1) | Нм | 1 265 | 3 720 |
выдвиг рабочего шпинделя W | мм | 0 | 900 |
Прим. Машина всегдам должен быть оборудована холодильником компрессор

3.3 Направление переставных групп
Направляющие всех движущихся узлов скользящие. Ведущие направляющие обработаны лазерным закаливанием. Каленые стальные рельсы на ведущих поверхностях устанавливаются под пошипники качение в местах максимальной нагрузки. Противоположные поверхности подлиты скользящим материалом с низким коефициентом трения. Сани стола приподняты с помощью четырех роликовых танкеток. Направляющие на станинах защищены телескопическими кожухами от загрязнений, направляющие поверхности стойки защищены мехом со стальными пластинами. Стол посажен на внешнем направляющим скользящим диске а в центре закреплен к подшипнику качения.
3.4 Приводы сдвига и закрепления

Привода линейных осей исполнены с помощью отдельных АС – цифровых сервоприводов с передачей от шарико винтовой пары по зубчатой ременной передаче.
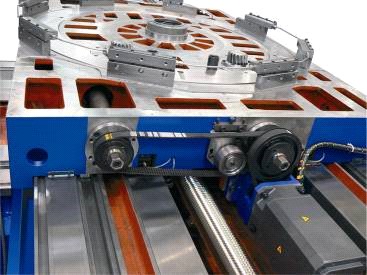
Для избежания зазора гайка шарико-винтовой пары изготовлена с предварительным натяжением. Привод поворота стола с позиционированной установкой обеспечивается с помощью одной ведущей шестерни и ведомого зубчатого венца. Привод поворота стола с полностью управляемым поворотом стола обеспечивается с помощью двух ведущих шестерней с предварительным натяжением и ведомого зубчатого венца. Линейные оси X, Y,Z, W после достижения целевой позиции удерживаются в связи по положению. Ось В (поворот стола) после установки в автоматическом режиме гидравлически закрепляется. Для стола грузоподъемностью 25 т. привод поворота оси В передается по более сильной шарико-винтовой пары.
3.4.1 Параметры - Подачи
диапазон рабочих подач – X, Y, Z | мм/мин | 4 – 5 000 (8 000)* |
диапазон рабочих подач – W | мм/мин | 4 – 5 000 |
диапазон рабочих подач – B | 1/мин | 0,003 – 1,5 |
ускоренная подача – Y, Z | мм/мин | 10 000 (12 000)* |
ускоренная подача – W | мм/мин | 10 000 |
– X = 2 000, 3 500 мм (12 000 кг) | мм/мин | 10 000 (12 000)* |
– X = 2 000, 3 500 мм (другие) | мм/мин | 8 000 |
– X = 4 000, 5 000, 6 000 мм | мм/мин | 8 000 |
– B 12 000 кг / другие | 1/мин | 2 / 1,5 |
мин. программируемый инкремент установки координат | ||
- в координатах X, Y, Z, W | мм | 0,001 |
- в координат B | град | 0,001 |
- в координат C | град | 0,1 |
максимальное усилие подачи | ||
- в осях X, Y, W | кН | 30 |
- в оси Z | кН | 40 |
несущая способность стабилизации осиB на R= 1 м | кН | 25 |
макс. крутящий момент оси B (оси B управляемую) | кН | 15 |
* опцион (консультировть с производителем)
3.5 Смазка станка
Смазка подвижных групп и механизмов станка проводится следующими способами:
- постоянным смазочным наполнителем: подшипники основной укладки шпиндельного узла и подшипники шарико-винтовой пары.

- автоматическая циркуляционная смазка с отдельным смазочным округом с вмонтированным воздушным охладителем обеспечивает смазку зубчатых передач привода шпинделя в шпиндельной бабки. Цепь смазки можно так же оснастить дополнительной принадлежностью – компрессорным охладителем масла узла шпиндельной бабки.
- автоматическая смазка избыточным маслом из центрального смазочного агрегата поступающего через дозаторы в направлющие поверхности скольжения передвижных узлов и в шариковые гайки в приводах подачи.
3.6 Управление станком

Управление станком осуществляется из центрального пульта управления, размещенного на площадке оператора. Основной пульт управления стандартно оснащен переносным вспомагательным пультом управления для ручного управления движениями станка и включает в себя маховичек.
Установка для автоматической смены иснтрумента оснащена вспомагательным пультом для управления отдельными движениями для укладки инструментов в магазин.
3.7 Системы управления
Ситема управляет станком в 4-х полностью управляемых координатах и 5-тую ось В можно выбрать как позиционируемую или полностью управляемую. Так же есть возможность углового управляемого поворота шпинделя по 0,1˚. Координаты программируются с инкрементом 0,001 мм или 0,001˚ у поворотного стола.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 |
