

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Математическое моделирование процесса дегидратации этанола в этилен в трубчатом реакторе на алюмооксидном катализаторе в форме кольца
ISSN 1814-119 http://journals. nstu. ru/vestnik | |
Научный вестник НГТУ | Scientific Bulletin of NSTU |
том 69, № Х, 2018, с. ХХ-ХХ | Vol. 69, No. ХХ, 2018, pp. ХХ-ХХ |
химическая технология chemical technology
УДК 66.093; 66.097
Математическое моделирование процесса дегидратации этанола в этилен в трубчатом реакторе на алюмооксидном катализаторе в форме кольца1
Е. А. КАЛУГИНА1, Е. В. ОВЧИННИКОВА2, С. П. БАНЗАРАКЦАЕВА3, В. А. ЧУМАЧЕНКО4
1 630073, РФ, г. Новосибирск, пр. Карла Маркса, 20, Новосибирский государственный технический университет, магистрант. Е-mail: *****@***com
2 630090, РФ, г. Новосибирск, пр. академика Лаврентьева, 5, Институт катализа СО РАН, кандидат технических наук, старший научный сотрудник. Е-mail: *****@***ru
3 630090, РФ, г. Новосибирск, пр. академика Лаврентьева, 5, Институт катализа СО РАН, младший научный сотрудник. Е-mail: *****@***ru
4 630090, РФ, г. Новосибирск, пр. академика Лаврентьева, 5, Институт катализа СО РАН, кандидат технических наук, старший научный сотрудник. Е-mail: *****@***ru
В работе с помощью математической 2D модели трубчатого реактора проведено исследование процесса дегидратации этанола в этилен на алюмооксидном катализаторе в форме кольца. При моделировании варьировались геометрические размеры кольцеобразных зерен, которые определяли величину эквивалентного размера образца (RЭК – отношение объема зерна к его поверхности) и степень использования внутренней поверхности зерна катализатора (η). Предложен метод отнесения зерен с различными геометрическими размерами к четырем структурным группам, в зависимости от способа получения образцов с одинаковым эквивалентным размером RЭК. На основании такого подхода была разработана система критериев для выбора зерен катализатора с наилучшими характеристиками для заданных условий. Определены геометрические размеры зерен и другие параметры, обеспечивающие наибольший выход этилена при наименьших величинах гидравлического сопротивления слоя и времени контакта.
Ключевые слова: математическая модель, трубчатый реактор, дегидратация этанола в этилен, алюмооксидный катализатор, кольцо, степень использования внутренней поверхности катализатора, эквивалентный размер зерна, гидравлическое сопротивление.
ВВЕДЕНИЕ
Математическое моделирование процессов в каталитических реакторах широко используется в мировой практике для решения задач модернизации существующих и разработки новых технологических процессов. Методы математического моделирования позволяют прогнозировать протекание процесса в различных структурных элементах технологических схем и служат главным инструментом при анализе влияния кинетических, физико-химических и гидродинамических факторов на параметры процесса; их применение позволяет также значительно сократить необходимый объем натурных экспериментов и упростить масштабный переход.
Каталитическая дегидратация биоэтанола, который получают из различных видов пищевого и непищевого сырья, в этилен относится к наиболее прогрессивным современным направлениям «зеленой химии» [1-3]. Глубокий теоретический анализ и поиск оптимальных условий протекания процесса получения этилена из биоэтанола на катализаторах различной природы, с учетом особенностей разных каталитических реакторов, представляется фундаментальной задачей, пока не решенной в достаточной степени.
В частности, необходимо исследование влияния форм и размеров зерен катализатора на показатели процесса дегидратации этанола в этилен в трубчатом реакторе [4, 5], где катализатор размещен в трубках, а необходимое тепло подводится теплоносителем, циркулирующим в межтрубном пространстве.
В трубчатых аппаратах даже при умеренных тепловых потоках возможны значительные перепады температуры по радиусу трубки, поэтому для математического описания необходимо применять двумерные математические модели, включающие описание процессов переноса тепла и массы в аксиальном и радиальном направлениях. Двумерные квазигомогенные математические модели хорошо себя зарекомендовали при исследовании, прогнозировании и расчете гетерогенно-каталитических процессов в трубчатых реакторах [6-10]. В таких моделях катализатор и движущийся через него газовый поток представляют в виде непрерывной гомогенной среды, в которой потоки вещества и тепла описываются дифференциальными уравнениями тепло - и массопереноса.
Процесс каталитической дегидратации этанола в этилен в трубчатом реакторе характеризируется высокой параметрической чувствительностью к температуре. Диаметр трубки, форма и размеры зерен катализатора определяют эффективность и параметрическую чувствительность процесса. Геометрические характеристики гранул влияют на степень использования внутренней поверхности зерна катализатора (η), эффективную теплопроводность слоя, интенсивность радиального и аксиального тепло - и массопереноса в неподвижном слое катализатора, а также на гидравлическое сопротивление катализаторного слоя (ΔP). По сравнению со сферическими или цилиндрическими зернами, катализаторы в виде колец и более сложных геометрических форм имеют более развитую поверхность контакта с газовой фазой, меньшую величину насыпной плотности γн (а, следовательно, бульшую порозность слоя), а также меньшую величину эквивалентного (приведенного) радиуса RЭК. Последний фактор играет важную роль в диффузионном массопереносе внутри гранул, т. к. обеспечивает более высокие значения η и наблюдаемых скоростей реакции, а, следовательно, приводит к увеличению активности единицы объема слоя.
Целью настоящей работы является исследование влияния размеров катализатора в форме кольца на показатели процесса дегидратации этанола в трубчатом реакторе с использованием метода математического моделирования.
ПОСТАНОВКА ЗАДАЧИ
Процесс дегидратации этанола на алюмооксидном катализаторе в форме трилистника с RЭК = 0,28 мм был ранее экспериментально исследован в трубчатом реакторе пилотной установки [5]. Мелкий размер катализатора и относительно высокая степень использования его внутренней поверхности (η=0,79) способствовали получению высоких значений конверсии этанола (Х =94-98%) при массовой нагрузке по 94,5% этанолу 2,21-3,36 ч-1, однако это достигалось при повышенном (до ΔP=0,07 бар) гидравлическом сопротивлении слоя.
Можно ожидать, что применение зерен катализатора с бульшим эффективным диаметром поровых каналов, в частности, зерен в форме колец приведет к снижению величины ΔP. Кольцеобразные гранулы весьма просты в изготовлении и широко применяются в различных промышленных процессах.
В данной работе путем исследования методом математического моделирования процесса дегидратации этанола в этилен в трубчатом реакторе на алюмооксидном катализаторе в форме колец решалась задача определения таких геометрических размеров гранул катализатора, которые при заданных условиях процесса обеспечивают снижение ΔP и достижение конверсии этанола более 94%.
Образцы катализатора для теоретических исследований вначале были выбраны по результатам оценки влияния размера колец на з и ΔP. Затем путем математического моделирования процесса на выбранных образцах катализатора при одинаковых исходных условиях и фиксированной конверсии этанола был определен наилучший образец катализатора, а для выбранных образцов были рассчитаны показатели процесса при равной по массе загрузке катализатора. Катализатор в форме трилистника с указанными выше характеристиками RЭК и η в настоящей работе рассматривается в качестве образца сравнения (далее 0-R28).
Параметры технологических режимов, характеристики алюмооксидного катализатора дегидратации этанола, а также константы скорости реакции 1-го порядка для расчета з были взяты из работы [5]. При анализе влияния размеров зерен катализатора учитывалась возможность их практического изготовления. Для удобства обсуждения, показатели процесса, полученные на зернах катализатора в форме колец, были нормированы к показателям, полученным в тех же условиях на образце сравнения 0-R28.
МАТЕМАТИЧЕСКАЯ МОДЕЛЬ И УСЛОВИЯ РАСЧЕТА
Математическое моделирование каталитического процесса в трубчатом реакторе проведено с использованием квазигомогенной 2D модели процесса.
Математическая модель процесса в трубчатом реакторе с неподвижным зернистым слоем представляет собой систему дифференциальных уравнений материального и теплового баланса и учитывает следующие основные физические и химические факторы [8-9]: 1) химическое превращение реагентов, в виде кинетической модели скоростей реакций процесса дегидратации этанола в этилен; 2) внутридиффузионное сопротивление на зерне катализатора, в виде модели наблюдаемых скоростей реакций на зерне катализатора; 3) теплоперенос по радиусу трубки за счет теплопроводности, тепло - и массоперенос по длине трубки за счет конвекции; 4) изменение линейной скорости газа вследствие протекания реакций с изменением объема, а также в связи с изменением температуры и давления по длине слоя катализатора.
Кинетическая модель каталитического процесса дегидратации этанола на алюмооксидных катализаторах [4] учитывает реакции получения этилена (С2) из этанола (Э) и из диэтилового эфира (ДЭЭ), получения побочных продуктов ацетальдегида (АА) и бутилена (С4); соответствующие скорости образования продуктов реакции (Wi) описываются полуэмпирическими уравнениями в виде степенных функций (1-5):
C2H5OH → C2H4 + H2O, | W1 = k1⋅PЭ, | (1) |
C2H5OH → 0,5 C2H5OC2H5 + 0,5 H2O, | W2 = k2⋅P2Э, | (2) |
C2H5OC2H5 → 2 C2H4 + H2O, | W3 = k3⋅PДЭЭ, | (3) |
C2H5OH → C2H4O + H2, | W4 = k4⋅PЭ, | (4) |
C2H4 → 0,5 C4H8, | W5= k5⋅P2C2, | (5) |
где Pi – парциальное давление компонентов реакционной смеси; ki – кинетические константы.
Приведенные выше математическая и кинетическая модели адекватно описывают каталитический процесс дегидратации этанола в трубчатом реакторе на алюмооксидном катализаторе [4] и позволяют рассчитывать распределение величин температуры и концентраций компонентов реакционной смеси по радиусу и длине слоя катализатора.
В качестве основных технологических показателей каталитического процесса в трубчатом реакторе приняты: конверсия этанола Х, селективность по продуктам (Si), выход этилена (Y), массовое время контакта по этанолу τG. Эти величины рассчитывались по формулам (6-9).
| (6) |
| (7) |
| (8) |
| (9) |
 ,
,где ![]() и
и ![]() – концентрации этанола на входе и выходе из реактора, мол. доли;
– концентрации этанола на входе и выходе из реактора, мол. доли; ![]() – коэффициент изменения объема реакционной смеси;
– коэффициент изменения объема реакционной смеси;![]() – концентрация продуктов реакции на выходе из реактора, мол. доли;
– концентрация продуктов реакции на выходе из реактора, мол. доли; ![]() – стехиометрические коэффициенты; GКАТ - масса катализатора, кг ; WЭ - массовый расход 94,5% этанола на входе в реактор, кг/ч.
– стехиометрические коэффициенты; GКАТ - масса катализатора, кг ; WЭ - массовый расход 94,5% этанола на входе в реактор, кг/ч.
При расчете числа Тиле, определяющего величину з, эквивалентный размер зерна RЭК рассчитывался как отношение геометрического объема зерна к его геометрической поверхности; эффективный коэффициент диффузии включал кнудсеновский и молекулярный коэффициенты диффузии, а также эмпирический коэффициент проницаемости, учитывающий факторы формы, пористости, шероховатости и извилистости пористой структуры зерна [11]; молекулярный коэффициент диффузии был рассчитан для многокомпонентной смеси этилен-этанол-диэтиловый эфир-вода-азот по методу Уилки [12]. Удельное гидравлическое сопротивление ΔP/L рассчитывалось по формулам для зерен сложной формы [13].
Расчеты процесса дегидратации этанола в этилен в трубчатом реакторе проведены для следующих условий: фиксированные параметры - состав исходной парогазовой смеси [Э]:[H2O] = 87,05:12,9%мол., внутренний диаметр трубки dТ = 27,3 мм; варьируемые параметры – линейная скорость потока U = 0,35…0,95 м/с, температура теплоносителя TW = 370…420°C, высота слоя катализатора H = 0,85…3,5 м; размеры зерен катализатора – диаметр наружный DOUT = 4…9 мм, диаметр внутренний DIN = 2…7 мм, высота h = 1,3…7 мм.
ПРЕДВАРИТЕЛЬНЫЙ ОТБОР ЗЕРЕН КАТАЛИЗАТОРА
С целью предварительного выбора образцов катализатора для математического моделирования процесса в трубчатом реакторе проведена оценка влияния эквивалентного радиуса RЭ на степень использования внутренней поверхности зерна η и удельное гидравлическое сопротивление слоя катализатора ΔP/L. Характеристики з, ΔP/L и γн для зерен в форме колец были нормированы к величинам этих же характеристик для зерен в форме трилистника (0-R28).
На зернах в форме кольца и трилистника с одинаковым эквивалентным размером RЭК = 0,28мм нормированные величины η были близки к 1, но увеличение RЭК выше 0,43 мм приводит к значительному, более чем на 30%, уменьшению η относительно трилистника (рис.1). Снижение величины η означает переход процесса на зерне из кинетической области в область внутридиффузионного торможения, что приводит к снижению наблюдаемой скорости реакции. Поэтому увеличение размеров кольца выше RЭК=0,43мм нецелесообразно. Вариации геометрических характеристик колец с учетом принятых ограничений приведены в табл.1.
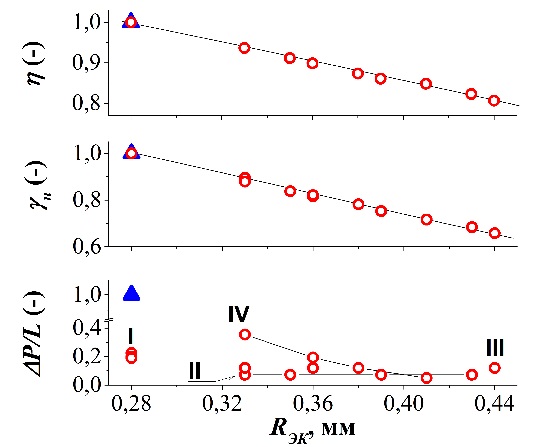
Рис.1. Зависимость нормированных показателей степени использования з, насыпной плотности катализатора γн и гидравлического сопротивления ΔP/L от размеров зерен катализатора Rэк. I-IV – номера групп образцов катализаторов в табл.1.  - кольца,
- кольца,  - трилистник 0-R28.
- трилистник 0-R28.
Размеры колец задавали, варьируя толщину стенки кольца д, внутренний диаметр DIN, внешний диаметр DOUT и высоту колец h при фиксированном значении одного из них (табл.1).
Таблица 1. Вариация геометрических характеристик кольца
Обозначения образцов катализаторов | Размеры, мм | DIN, мм | RЭК, мм | |||
DOUT | h | д | ||||
I-R28 | I группа | 6,0 | 1,3 | 1,00 | 4 | 0,28 |
I-R28 | 5,8 | 1,5 | 0,90 | |||
I-R28 | 5,7 | 1,6 | 0,85 | |||
II-R33 | II группа | 5,5 | 5,5 | 0,75 | 4 | 0,33 |
II - R35 | 5,6 | 5,6 | 0,80 | 0,35 | ||
II-R39 | 5,8 | 5,8 | 0,90 | 0,39 | ||
II-R43 | 6,0 | 6,0 | 1,00 | 0,43 | ||
III-R33 | III группа | 5,7 | 2,85 | 0,85 | 4 | 0,33 |
III-R36 | 5,9 | 2,95 | 0,95 | 0,36 | ||
III-R38 | 6,0 | 3,0 | 1,00 | 0,38 | ||
III-R44 | 6,4 | 3,2 | 1,20 | 0,44 | ||
IV-R33 | IV группа | 4,0 | 2,0 | 1 | 2 | 0,33 |
IV-R36 | 5,0 | 2,5 | 3 | 0,36 | ||
IV-R38 | 6,0 | 3,0 | 4 | 0,38 |
Зависимости нормированных показателей η, γН и ΔP/L от эквивалентного радиуса RЭК для образцов I-IV групп приведены на рис.1. В группах I-III эквивалентный радиус варьировали главным образом за счет изменения толщины стенки д, в то время как внешний диаметр DOUT менялся мало (табл.1). Такое изменение размеров заметно влияло на величины η и γН, но практически не изменяло удельное гидравлическое сопротивление слоя ΔP/L. В группе IV (при фиксированной толщине стенки д и варьировании DIN и DOUT) с увеличением RЭК величины η и ΔP/L снижались, причем на образцах этой группы ΔP/L было выше, чем на кольцах из групп I-III, но примерно в три раза ниже, чем на катализаторе сравнения в форме трилистника.
Зерна алюмооксидного катализатора в форме колец с толщиной стенки д менее 0,8мм или с высотой h меньше 0,5DOUT имеют недостаточную механическую прочность и на практике не используются. Современные методы формовки катализаторов позволяют получить зерно катализатора в форме колец эквивалентного размера RЭК не менее 0,33 мм. Поэтому можно полагать, что зерна III-R33, IV-R33 и II-R35 с эквивалентным размером 0,33-0,35 мм – это зерна наименьшего размера из доступных на практике. Они обеспечивают высокую наблюдаемую скорость реакции, благодаря умеренному внутридиффузионному торможению, и в то же время имеют достаточную механическую прочность и низкое гидравлическое сопротивление для использования в трубчатом реакторе.
Далее было проведено математическое моделирование процесса дегидратации этанола в трубчатом реакторе с использованием всех образцов, представленных в табл.1.
СРАВНИТЕЛЬНЫЙ АНАЛИЗ ПРОЦЕССА НА КАТАЛИЗАТОРАХ РАЗЛИЧНОГО ЗЕРНЕНИЯ ПРИ ОДИНАКОВОЙ КОНВЕРСИИ ЭТАНОЛА
Результаты сравнительного исследования показателей процесса на катализаторе в форме колец различного зернения выполнены при одинаковых исходных параметрах процесса, фиксированной конверсии этанола Х=98% и при вариации времени контакта фG, необходимого для достижения заданной Х. Показатели процесса, полученные на зернах катализатора в форме колец, были нормированы к показателям, полученным на образце сравнения 0-R28.
Расчетные аксиальные и радиальные профили концентраций и температур в слое колец катализатора различного зернения приведены на рис.2.А-Г. В слое зерен в форме колец, по сравнению с образцом 0-R28, профили температур и концентраций реагентов как в аксиальном, так и в радиальном направлениях имеют более пологий характер, а температуры в реакторе в среднем выше на ~12°С. Повышенные температуры в слое колец можно объяснить меньшей активностью единицы объема слоя (вследствие бульшей порозности), что в случае эндотермических реакций вызывает и меньшую интенсивность поглощения тепла. Увеличение температуры в реакторе может иметь как позитивный эффект – рост активности и снижение необходимого времени контакта для достижения заданной конверсии, так и негативный эффект – рост селективности по побочным продуктам.
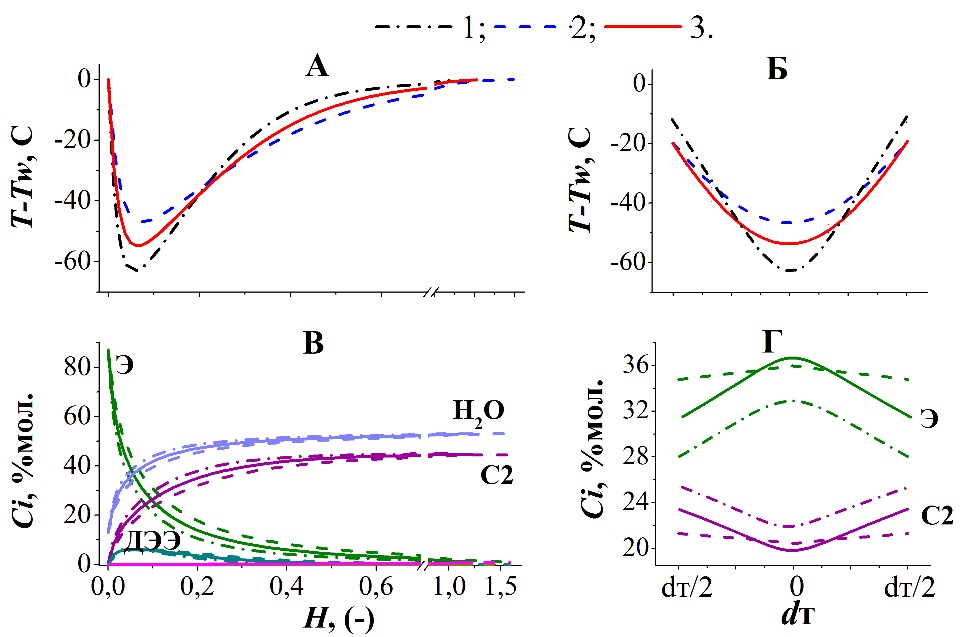 Рис.2. Аксиальные (А, В) и радиальные (Б, Г) профили температур и концентраций в трубчатом реакторе для зерен в форме трилистника 0-R28 (1) и колец II-R43 (2), III-R33 (3). Условия процесса: Х=98%, Tw = 420°C, U = 0,65 м/с. Т-Tw – разность между температурой в реакторе и температурой теплоносителя.
Рис.2. Аксиальные (А, В) и радиальные (Б, Г) профили температур и концентраций в трубчатом реакторе для зерен в форме трилистника 0-R28 (1) и колец II-R43 (2), III-R33 (3). Условия процесса: Х=98%, Tw = 420°C, U = 0,65 м/с. Т-Tw – разность между температурой в реакторе и температурой теплоносителя.
Величины селективности по основным и побочным продуктам для всех выбранных колец и для образца 0-R28 представлены в табл.2, а зависимость селективности от конверсии этанола в трубчатом реакторе для некоторых зерен показана на рис.3. Селективность по побочным продуктам на кольцах выше и увеличивается с увеличением RЭК (табл.2). В диапазоне конверсий этанола 94-96% селективность по этилену максимальна и достигает 97,5-98%, а при дальнейшем увеличении конверсии до 98% она снижается, из-за димеризации этилена с образованием бутилена согласно уравнению (5). Однако выход этилена Y и при конверсии свыше 94-96% продолжает расти (рис.3).
Таблица 2. Селективности по продуктам при дегидратации этанола в трубчатом реакторе на алюмооксидном катализаторе в форме колец. Условия процесса: Х=98%, Tw = 420°C, U = 0,65 м/с. (Обозначение образцов см. табл.1)
Обозначение | Селективность, %мол. | ||
SC2+ SДЭЭ | SАА | SС4 | |
0-R28 | 97,59 | 0,20 | 2,27 |
I-R28 | 97,19 | 0,21 | 2,60 |
II-R33 | 96,78 | 0,22 | 3,00 |
II-R35 | 96,61 | 0,22 | 3,16 |
II-R39 | 96,28 | 0,23 | 3,49 |
II-R43 | 95,95 | 0,24 | 3,81 |
III-R33 | 96,80 | 0,22 | 2,97 |
III-R36 | 96,53 | 0,23 | 3,24 |
III-R38 | 96,40 | 0,23 | 3,37 |
IV - R33 | 96,75 | 0,22 | 3,03 |
IV - R36 | 96,54 | 0,23 | 3,23 |
IV-R38 | 96,40 | 0,23 | 3,37 |
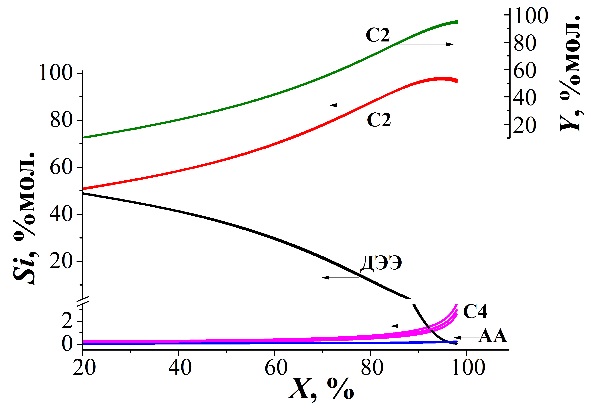
Рис.3. Зависимость выхода этилена и селективности по продуктам от конверсии этанола в трубчатом реакторе на катализаторе в форме кольца для зерен II-R39, II-R35 и III-R33 при Tw = 420°C, U = 0,65 м/с.
Влияние размеров колец на показатели процесса в трубчатом реакторе показано на рис.4.А-Г. В сравнении с образцом 0-R28, на всех кольцах выход этилена несколько ниже, а требуемые высота слоя катализатора и время контакта выше. Однако гидравлическое сопротивление слоя на всех кольцах, кроме IV-R33 и IV-R36, примерно в два раза ниже, что играет важную роль при выборе катализатора.
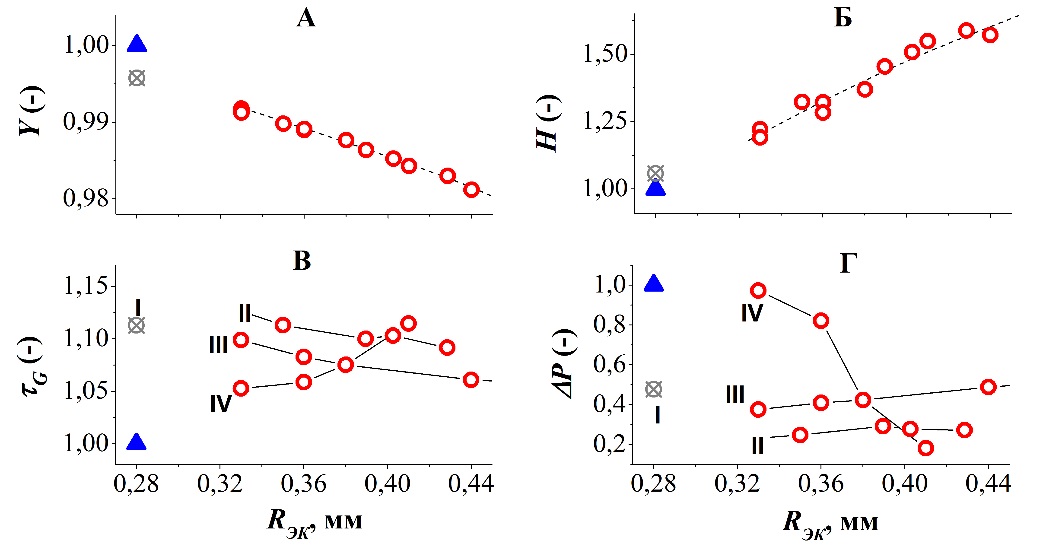
Рис.4. Сравнение нормированных показателей процесса в трубчатом реакторе на зернах в форме трилистника 0-R28 ( ) и колец (
) и колец ( )при вариации RЭК: выход этилена (А), высота слоя катализатора (Б), время контакта (В) и гидравлическое сопротивление (Г).
)при вариации RЭК: выход этилена (А), высота слоя катализатора (Б), время контакта (В) и гидравлическое сопротивление (Г).
Условия: Х=98%, Tw=420°С, U=0,65м/с. I-IV - номера групп катализаторов в табл.1. Символом  обозначены показатели для кольца I-R28.
обозначены показатели для кольца I-R28.
Высота слоя катализатора в форме колец, необходимая для получения Х=98%, в 1,2-1,7 раз больше, чем для образца 0-R28, главным образом, из-за большей величины γН (рис.4.Б). В расчете же на массу катализатора эти различия менее значительны, и в терминах величин времени контакта составляют 5-10% (рис.4.В).
С ростом эквивалентного размера зерен увеличивается необходимое время контакта фG, по причине снижения скоростей каталитической дегидратации этанола из-за более сильного диффузионного торможения. Увеличенное время контакта и повышенная температура в реакторе могут приводить к более высокой селективности по побочному продукту – бутилену (табл.2), что снижает выход целевого продукта – этилена (рис.4.А). Наименьший выход этилена наблюдается на зернах наибольшего размера II-R43 и III-R44.
Вне зависимости от того, каким способом варьировали геометрические размеры кольца для получения равных эквивалентных размеров RЭК в группах I-IV (табл.1), выход этилена (рис.4.А) и высота слоя катализатора (рис.4.Б) менялись мало, в пределах 1% отн. Более значительно, при одинаковом эквивалентном размере, различались величины времен контакта фG (рис.4.В) и гидравлического сопротивления слоя (рис.4.Г) для разных групп. В группах II и III варьировалась толщина стенки зерен. На зернах группы III (h= 0,5DOUT) достигается более высокая активность единицы объема слоя, что требует меньшего времени контакта фG. На зернах группы II (h=DOUT) достигается более низкое гидравлическое сопротивление ΔP, однако требуется примерно на 3-5% бульшее, по сравнению с группой III, время контакта фG. В группе IV, где варьировался DIN при фиксированной толщине стенки δ=1мм и h=0,5DOUT, зерна с эквивалентным радиусом RЭК =0,37-0,40 мм обеспечивают приемлемые показатели активности и гидравлического сопротивления только в очень узком интервале геометрических размеров (DOUT = 5,5…6,0мм, h = 2,75…3,0мм, DIN = 3,8…4,0мм).
В целом, на зернах из групп II и III с индексами R33...R43 были получены высокие значения выхода этилена Y, при достаточно низких величинах ΔP и фG. Наилучшее сочетание наибольшего выхода этилена, наименьшего времени контакта и наименьшего гидравлического сопротивления было получено для зерна III-R33. Таким образом, на катализаторах в форме колец с эквивалентным размером 0,33-0,43 мм можно получить соизмеримый с образцом сравнения 0-R28 выход этилена Y, но при значительно меньших величинах ΔР; в целях практического использования могут быть рекомендованы кольца с геометрическими размерами в диапазоне: внешний диаметр DOUT = 5,6…6,0 мм, высота кольца h = 2,85…6,0 мм, внутренний диаметр DIN = 3,8…4,0 мм.
ЗАКЛЮЧЕНИЕ
С использованием двумерной математической модели проведен численный анализ каталитического процесса дегидратации этанола в этилен в трубчатом реакторе на зернах катализатора кольцеобразной формы. Предложен метод отнесения зерен с различными геометрическими размерами к четырем структурным группам, в зависимости от способа получения зерен с одинаковым эквивалентным размером. На основании такого подхода была разработана 2-ступенчатая система критериев для выбора зерен катализатора с наилучшими характеристиками для заданных условий. Вначале отбор производился на основании сравнения величин степени использования внутренней поверхности катализатора и удельного гидравлического сопротивления на единицу длины слоя. Затем проводился сравнительный анализ показателей процесса на катализаторах разного размера при одинаковой величине конверсии этанола.
Исследованы зависимости основных технологических характеристик процесса: мольного выхода этилена Y, времени контакта ф, необходимого для достижения заданной величины конверсии этанола X=98%, гидравлического сопротивления слоя катализатора ДР в трубчатом реакторе от эквивалентного размера зерна катализатора.
В результате моделирования были определены геометрические размеры зерен и другие параметры, обеспечивающие при заданной конверсии этанола 98% наибольший выход этилена при наименьших величинах гидравлического сопротивления слоя и времени контакта. Установлено, что таким критериям удовлетворяют катализаторы в форме колец с эквивалентным радиусом 0,33-0,43 мм. С учетом технических возможностей изготовления, для процесса дегидратации этанола в трубчатом реакторе могут быть рекомендованы кольца с внешним диаметром 5,6…6 мм, высотой 2,85…6 мм и толщиной стенки 0,8…1 мм.
БЛАГОДАРНОСТИ
Авторы благодарят сотрудников ИК СО РАН - ведущего инженера за выполнение части расчетов и старшего научного сотрудника к. т.н. за экспериментальное измерение механической прочности алюмооксидных катализаторов в форме колец разных размеров и консультирование по возможностям их практического приготовления.
СПИСОК ЛИТЕРАТУРЫ
Morschbaker A. Bio-ethanol based ethylene // Macromolecular Science. – 2009. – vol. 49. – P. 79-84. doi:10.1080/15583720902834791 , , Получение этилена из биоэтанола – альтернативный путь производства углеводородного сырья для нефтехимических процессов // Башкирский химический журнал. – 2011. – №3 (18). – С. 132-135. https://cyberleninka. ru/article/n/poluchenie-etilena-iz-bioetanola-alternativnyy-put-proizvodstva-uglevodorodnogo-syrya-dlya-neftehimicheskih-protsessov (дата обращения: 05.03.2018). , , Каталитическая дегидратация биоэтанола в этилен // Катализ в промышленности. – 2016. – №1 (16). – C. 57-73. doi: 10.18412/1816-0387-2016-1-57-73 Kagyrmanova A. P., Chumachenko V. A., Korotkikh V. N., Kashkin V. N., Noskov A. S. Catalytic dehydration of bioethanol to ethylene: Pilot-scale studies and process simulation // Chemical Engineering Journal. – 2011. – vol. 176-177. – P. 188-194. doi:10.1016/j. cej.2011.06.049 , , Процесс каталитической дегидратации этанола в этилен в трубчатом реакторе пилотной установки на алюмооксидных катализаторах разного зернения// Журнал прикладной химии. – 2017. – №2 (90). – С. 146-155. , , Моделирование реакторов с неподвижным слоем катализатора // Химическая промышленность. – 1980. – № 11. – C. 22-41. Моделирование химических реакторов. – Новосибирск: Наука, 1968. – 95 с. , , Моделирование процесса паровой конверсии природного газа с использованием катализатора сложной формы // Теоретические основы химической технологии. – 2006. – №2 (40). – С. 171-183. Kagyrmanova A. P., Zolotarskii I. A., Smirnov E. I., Vernikovskaya N. V. Optimum dimensions of shaped steam reforming catalysts // Chemical Engineering Journal. – 2007. – vol. 134. – P. 228-234. doi:10.1016/j. cej.2007.03.035 Vernikovskaya N. V. An equation-oriented approach to modeling heterogeneous catalytic reactors // Chemical Engineering Journal. – 2017. – vol. 329. – P. 15-24. http://dx. doi. org/10.1016/j. cej.2017.05.095 , , Моделирование каталитических процессов на пористых зернах. – Новосибирск: Наука, СО РАН, 1975. – 268 с. Праусниц Дж., войства газов и жидкостей. Справочное пособие. Пер. с англ. под ред. . 3-е изд., перераб. и доп. – Л.: Химия, 1982. – 592 с. , , Аппараты со стационарным зернистым слоем. Гидравлические и тепловые основы работы. – Л.: Химия, 1979. – 176 с., магистрант кафедры материаловедения в машиностроении Новосибирского государственного технического университета. Основное направление научных исследований – процессы и аппараты, композиционные материалы. Имеет три публикации. E-mail: *****@***com
, кандидат технических наук, старший научный сотрудник группы комплексных технологических проектов Института катализа Сибирского отделения Российской академии наук. Основное направление научных исследований – каталитические технологии, математическое моделирование каталитических реакторов. Имеет более 85 публикаций. E-mail: *****@***ru
, младший научный сотрудник группы комплексных технологических проектов Института катализа Сибирского отделения Российской академии наук. Основное направление научных исследований – каталитические технологии, математическое моделирование каталитических реакторов. Имеет более 20 публикаций. E-mail: *****@***ru
, младший научный сотрудник группы комплексных технологических проектов Института катализа Сибирского отделения Российской академии наук. Основное направление научных исследований – каталитические технологии каталитические технологии, математическое моделирование каталитических реакторов. Имеет более 100 публикаций. E-mail: *****@***ru
Mathematical modeling of the process of ethanol to ethylene dehydration in a tubular reactor over ring-shaped alumina catalyst *
In the paper, we have investigated the process of ethanol to ethylene dehydration over ring-shaped alumina catalyst using 2D mathematical model of a tubular reactor. In the course of the modeling, geometric sizes of the catalyst grain varied, which determine the value of the equivalent radius of the ring REQ (that is the ratio of its volume to outer surface) and the value of the effectiveness factor з (which specifies the efficiency of the internal catalytic surface using). We have proposed the classifying grains principle with different geometric dimensions by four structural groups, depending on the method of obtaining samples with the same equivalent REQ value. Based on this approach, we have developed a system of criteria for the selection of the catalyst grains with the best characteristics under the present conditions. The geometric dimensions of grains and other process parameters that provide the highest ethylene yield at the lowest values of the pressure drop along the catalyst bed and of the residence time were determined.
Keywords: mathematical model, tubular reactor, dehydration of ethanol to ethylene, alumina catalyst, ring-shaped catalyst, effectiveness factor, equivalent radius of grain, pressure drop
REFERENCES
Morschbaker A. Bio-ethanol based ethylene. Macromolecular Science, 2009, vol. 49, pp. 79-84. doi:10.1080/15583720902834791 Vildanov F. Sh., Latypova F. N., Chanyshev R. R., Nikolaeva S. V. Poluchenie etilena iz bioetanola - al'ternativnyi put' proizvodstva uglevodorodnogo syr'ia dlia neftekhimicheskikh protsessov [Reception of ethylene from bioethanol as an alternative way of manufacture of hydrocarbonic raw materials for petrochemical processes]. Bashkirskii khimicheskii zhurnal – Bashkir chemical journal, 2011, vol. 3, no. 18, pp. 132-135. https://cyberleninka. ru/article/n/poluchenie-etilena-iz-bioetanola-alternativnyy-put-proizvodstva-uglevodorodnogo-syrya-dlya-neftehimicheskih-protsessov (дата обращения: 05.03.2018). (in Russian) Yakovleva I. S., Banzaraktsaeva S. P., Ovchinnikova E. V., Chumachenko V. A., Isupova L. A. Catalytic dehydration of bioethanol to ethylene. Catalysis in Indusrty, 2016, vol. 8, no. 2, pp. 152-167. doi: 10.1134/S2070050416020148 Kagyrmanova A. P., Chumachenko V. A., Korotkikh V. N., Kashkin V. N., Noskov A. S. Catalytic dehydration of bioethanol to ethylene: Pilot-scale studies and process simulation. Chemical Engineering Journal, 2011, vol. 176-177, pp. 188-194. doi:10.1016/j. cej.2011.06.049 Banzaraktsaeva S. P., Ovchinnikova E. V., Isupova L. A., Chumachenko V. A. Catalytic Dehydration of Ethanol into Ethylene in a Tubular Reactor of the Pilot Installation on Alumina Catalysts with Varied Grain Size. Journal of Applied Chemistry, 2017, vol. 90, no.2, pp. 169-178. doi: 10.1134/S1070427217020021 Slin'ko M. G., Dil'man V. V., Markeev B. M., Kronberg A. E. Modelirovanie reaktorov s nepodvizhnym sloem katalizatora [Modeling of fixed bed catalytic reactors]. Khimicheskaia promyshlennost' – Soviet Chemical Industry, 1980, no. 11, pp. 22-41. (in Russian) Slin'ko M. G. Modelirovanie khimicheskikh reaktorov [Modeling of chemical reactors]. Novosibirsk, Nauka Publ., 1968, 95 p. (in Russian) Kagyrmanova A. P., Zolotarskii I. A., Vernikovskaya N. V., Smirnov E. I., Kuz’min V. A., Chumakova N. A. Modeling of steam reforming of natural gas using catalysts with grains of complex shapes. Theoretical Foundations of Chemical Engineering, 2006, vol. 40, no. 2, pp. 155-167. doi: 10.1134/S0040579506020084 Kagyrmanova A. P., Zolotarskii I. A., Smirnov E. I., Vernikovskaya N. V. Optimum dimensions of shaped steam reforming catalysts. Chemical Engineering Journal, 2007, vol. 134, no. 1-3, pp. 228-234. doi:10.1016/j. cej.2007.03.035 Vernikovskaya N. V. An equation-oriented approach to modeling heterogeneous catalytic reactors. Chemical Engineering Journal, 2017, vol. 329, pp. 15-24. http://dx. doi. org/10.1016/j. cej.2017.05.095 Malinovskaia O. A., Beskov V. S., Slin'ko M. G. Modelirovanie kataliticheskikh protsessov na poristykh zernakh [Modeling of catalytic processes on porous grains]. Novosibirsk, Nauka, SO RAN Publ., 1975, 268 p. (in Russian) Reid R. C., Prausnitz J. M., Sherwood T. K. The Properties of Gases and Liquids. New York, McGraw-Hill Book Comp., 1977, 688 p. Aerov M. E., Todes O. M. Narinskii D. A. Apparaty so stacionarnym zernistym sloem. Gidravlicheskie i teplovye osnovy raboty. [Apparatuses with Fixed Granular Beds. Hydraulic and Thermal Principles of Operation]. Leningrad, Khimiya, 1979, 176 p. (in Russian).1 Статья получена 5 марта 2018 г.
Работа выполнена в рамках государственного задания Института катализа СО РАН (проект АААА-А17-117041710076-7).
*Manuscript received on March 5, 2018.
This work was conducted within the framework of the budget project АААА-А17-117041710076-7 for Boreskov Institute of Catalysis
