
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
2. ОСНОВНЫЕ ВАРИАНТЫ СТАНКА
2.1 Варианты в зависимости от держателя инструмента (шпиндельной)
- шпиндельная бабка „N“ – пригодная, прежде всего для выполнения силового резания.
Макс. оборомты позволяют осушествлять чистовые операции.
- шпиндельная бабка „N/R“ – выстроходное исполнение шпиндельной головки, предназначенное, прежде всего, для точного силового резания с высокими скоростями.
2.2 Варианты в зависимости от держателя заготовки (стола или палеты)
- станок, оснащенный поворачивающимся зажимным столом с управляемой осью координат B
- станок обладает функцией автоматической замены двух поддонов.
2.3 Варианты в зависимости от уровню автоматизации рабочего цикла
- WHN 130 - основное исполнение
- WHN 130 Q - исполнение станка с автоматической заменой инструмента (АСИ)
- WHN 130 MC - исполнение станка - характер обрабатывающего центра с автоматической заменой инструмента (Ази) и с автоматической заменой палет
2.4 Вариантное исполнение в зависимости от системы управления
- система управления HEIDENHAIN iTNC 530 HSCI
- система управления Sinumerik 840D-SL
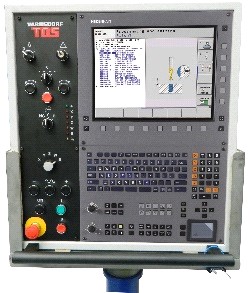
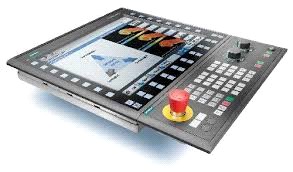

- система управления FANUC 30i /31i
3. ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ПАРАМЕТРЫ
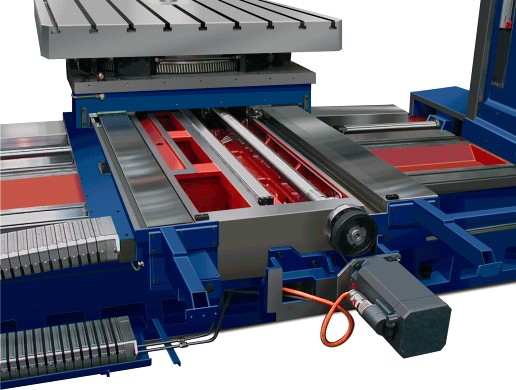
3.1 Рама станка
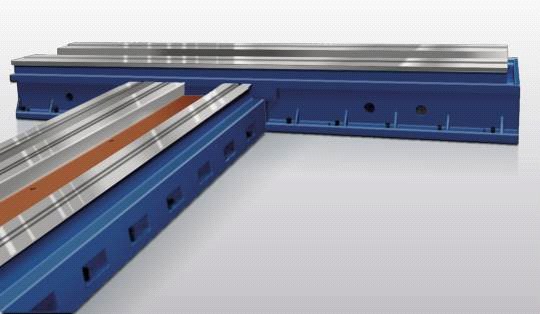
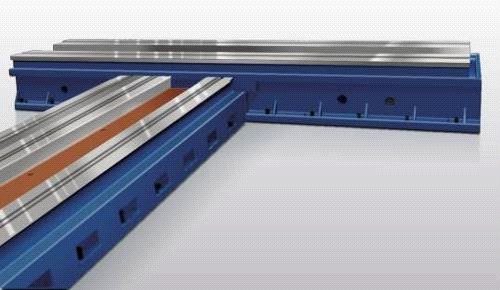
Состоит из продольной и поперечной станины которые расположены между собой в Т-образном виде. По продолной станине перемещаются сани стойки вместе со стойкой (Z), на которой по координате Y в вертикальном направлении перемещается шпиндельная бабка. По поперечной станине перемещаются сани стола (X) с поворотным столом (координата B) или с технологической паллетой. Основные части рамы, в том числе ее передвижные части, являются оптимально назначенными размерами отливок из серого чугуна.
3.1.1 Параметры – Колонна
вертикальная перестановка шпиндельной головки Y- исполнение с обыкновенным рабочим столом- исполнение с технологическим поддоном | мм | 1 600, 2 000, 2 5001 400, 1 800, 2 240 |
мин. высота оси шпинделя над рабочим столом | мм | 50 |
Продольная перестановка станины Z | мм | 1 000, 1 250, 1 600, 2 000 |
3.1.2 Параметры – Стол
макс. вес обрабатываемой детали | кг | 12 000 |
размеры зажимной поверхности рабочего стола | мм | 1 600 x 1 800, 1 800 x 2 240 |
зажимные "T" пазы стола | ||
- размер | мм | 22H8 |
- шаг | мм | 160 |
- количество | 9, 11 | |
диаметр центрирующего отверстия зажимной поверхности поворот. стола | мм | 100H6 |
Продольная перестановка стола X | мм | 2 000, 2 500, 3 000, 3 500, 4 000 |
3.2 Шпиндельная бабка

В шпиндельную головку входят комплексные узлы и механизмы установки и привода шпинделей (координата C) и продольного выдвига рабочего шпинделя (координата W), в том числе зажим инструмента. На торец шпиндельной головки можно установить отъемные особые технологические принадлежности типа направляющей опоры (только в исполнении N), планшайбы, фрезерной головки итп. – смотри самостоятельные технические предложения.
Установка шпинделя осуществлена:
- шпиндель исполнения N в точных радиальный двухрядных роликовых подшипниках с ограничением зазора, которые укомплектованные двухсторонним аксиальным шариковым подшипником с предварительной нагрузкой
- шпиндель исполнения R в точных шпиндельных шариковых подшипниках в кратной компоновке с предварительной нагрузкой.
Привод шпинделя основан на зубчатой передаче с 2 механическими степенями, которые включаются гидромеханически. Тяжесть шпиндельной головки компенсирована противовесом, установленным в полости станины.
3.2.1 Параметры - Шпиндельная бабка „R“ и „N/R“
Шпиндельные бабка | „N“ | „N/R“ | |
диаметр рабочего шпинделя | мм | 130 | 130 |
коническая полость рабочего шпинделя | ISO 50 / ISO 50 BIG+ | ||
исполнение зажимного хвостовикаинструмента | без АСИ | ИSN 22 0430DIN 2080 | |
с/без АСИ | ИSN 22 0432ИSN 22 0434DIN 69871 A (AD)BT 50 MAS 403-1982CAT B5.50-1985 | ||
диапазон оборотов рабочего шпинделя | 1/мин | 10 – 2 500 | 10 – 3 300 |
мощность главного двигателя: | |||
номинальная(при постоянной эксплуатации S1) | кВт | 37 | 37 |
макс. (при работе S6-60% времени эксплуатации) | кВт | 46 | 46 |
номинальные обороты рабочего шпинделя | 1/мин | 150 | 218 |
номинальная крутящий момент при постоянной нагрюзке (S1) | Нм | 2 480 | 1 622 |
макс. момент кручения на шпинделе(S6 – 60%) | Нм | 3 083 | 2 017 |
Прим. Исполнение станка с шпиндельной головкой R надо постоянно оснастить охлаждением масла шпиндельной головки VN HYDRAULIC, или SCHIMPKE.
3.3 Направление переставных групп

Направляющие, или же установка регулируемых узлов станка в CNC-координатах, исполнены нижеуказанным способом:
- комбинированные с ограничением зазоров, или же легкой предварительной нагрузкой, на основе подшипников качения в сочетании с поверхностями с массой скольжения – направляющие кареток станины, шпиндельной головки и кареток стола
- комбинированные с ограничением зазоров с горизонтальными поверхностями с массой скольжения и посадкой с трением качения центра– направляющие и установка поворотного стола
- скользящее отвержденное с мин. зазором - толкающая установка рабочего шпинделя в полом шпинделе.
Основные направляющие поверхности облицованы отвержденными планками. Передвижные узлы в CNC-координатах в положении покоя механически не стабилизированы, за исключением поворотного стола (координата B).
Направляющие передвижных узлов и механизмы приводов, установки, итп. капотированы и защищены от влияния рабочей среды.
3.4 Приводы сдвига и закрепления
Механическая часть приводов подач в CNC-координатах исполнена как жесткая с ограничением зазоров и предварительной нагрузкой, основанная на выходной передаче, которая состоит из:
- шарикового винта и гайки - подача кареток стола, подача кареток станины, подача шпиндельной головки, выдвиг рабочего шпинделя

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 |
