

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Посредством надлежащего исполнения сварочно-технических работ должна обеспечиваться защита от коррозии, например, посредством полного проплавления. Не полностью проваренные или прерывистые сварные швы должны получить достаточную защиту от коррозии.
Место для нанесения на деталь клейма контролёра качества должно быть указано на чертеже.
Чтобы ограничить коробление и деформацию, необходимо располагать сварные швы вдоль оси симметрии конструктивной группы или симметрично ее оси симметрии.
Конструктивная группа должна быть выполнена таким образом, чтобы обеспечивалась хорошая доступность для сварки и контроля.
Скопления сварных швов необходимо избегать. При необходимости можно использовать кованые или литые детали.
Приварки поперечными швами второстепенных деталей к поясам, работающим на растяжение, необходимо избегать.
Падение прочности в зоне термического влияния для холодноупрочненных сталей, алюминия и алюминиевых сплавов должно учитываться при расчете.
Смешанных типов соединений из сварных и винтовых или заклепочных соединений необходимо избегать.
Требования к контактной точечной сварке приведены в Приложении F.
7.2 Сварка в холоднодеформированных областях
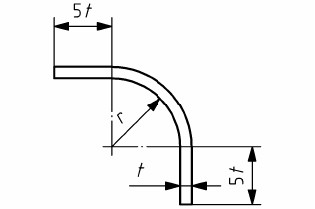
В холоднодеформированных областях (включая прилегающую площадь 5 Ч t) для металлов групп материалов 1.1, 1.2 и 1.4 согласно CEN ISO/TR 15608 сварка может производиться только на конструкциях ступени сертификации CL 3. На конструкциях ступеней сертификации CL 1 и CL 2 сварка может производиться только в том случае, если:
- после гибки и перед сваркой была проведена тепловая обработка (нормализация), или
- соблюдаются условия таблицы 9 (соотношение радиуса гибки к толщине листа).
Таблица 9 – Сварка в холоднодеформированных областях (для стали)
min, r/t | max, t |
|
10 | 50 | |
3 | 24 | |
2 | 12 | |
1,5 | 8 | |
1 | 4а | |
а Допустимо до 6 мм для материала S235J2 согласно EN 10025-2. |
7.3 Предписания по изготовлению
7.3.1 Коробчатая балка
Приварка стенки односторонним угловым сварным швом в нагруженной на изгиб коробчатой балке не допускается, если расчеты показали, что жесткость стенки такова, что уровень нагрузки в корне сварного шва меньше допустимого значения. На рисунке 1 показан пример коробчатой балки с высокой нагрузкой в растянутом поясе.

1 - Коробчатая балка; 2 - Сжатый пояс; 3 - Растянутый пояс
Рисунок 1 – Пример коробчатой балки с высокой нагрузкой в растянутом поясе
7.3.2 Стыковые швы деталей разной толщины
Для деталей разной толщины переход между различными областями должен производиться постепенно с уклоном, не превышающим значение, заданное на рисунке 2. Если сварной шов не имеет достаточной толщины, чтобы заполнить переход, то деталь большей толщины должна быть соответствующим образом скошена.
Размеры в миллиметрах

1:1 для CP C3 и CP D
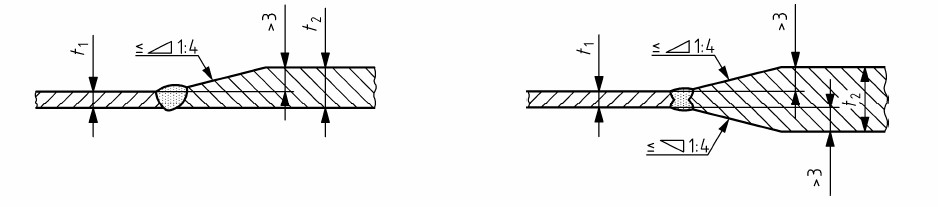
Примечание - Уклон 1: 4 для сварных соединений CP A, CP B, CP C1 и CP C2. Разделка кромок показана на чертеже.
Уклон < 1: 1 соответствует углу < 45°, уклон <1: 4 соответствует углу < 14°.
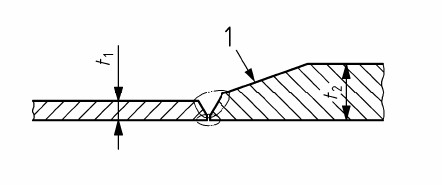
1 - Уклон
Требуется дополнительная точность положения фаски. Наружная форма сварного шва должна соответствовать уклону.
Рисунок 2 – Стыковые швы деталей разной толщины
7.3.3 Пробочные и прорезные швы
Пробочные и прорезные швы допустимы только для классов эксплуатации сварного шва CP C2, CP C3 или CP D, если в сварном шве не появляется напряжение сдвига.
Размеры цилиндрических или прямоугольных отверстий должны обеспечивать доступ электрода или сварочной горелки под углом 45°. Для тонких листов это требование выполняется, если диаметр отверстия больше или равен четырехкратной толщине листа детали и если общая длина прямоугольного отверстия больше или равна утроенному диаметру отверстия.
Для выполнения угловых швов в цилиндрических или продольных отверстиях необходимо учитывать следующие условия:
- диаметр отверстия должен быть d > (3 до 4)Чt2 или
- ширина продольного отверстия должна составлять c > 3Чt2.

Рисунок 3 – Свариваемость и доступность для пробочных и прорезных швов
Размеры в миллиметрах
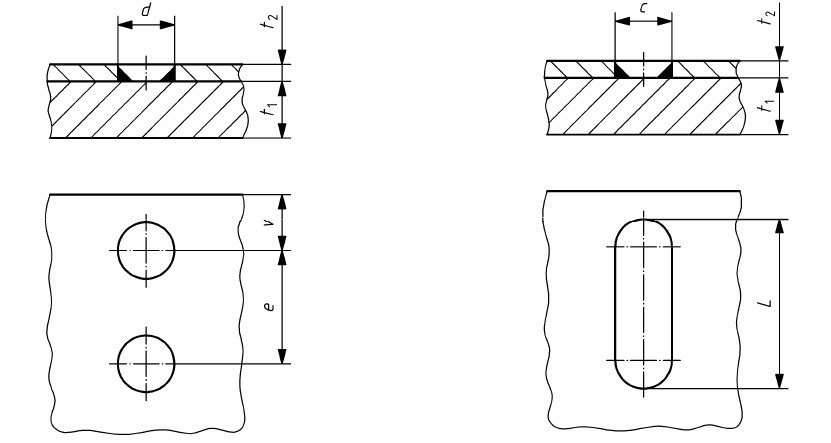
Угловой шов в цилиндрическом отверстии Угловой шов в продольном отверстии
d минимум 12; c минимум 12; v ≥ d; 3 Ч d ≤ е ≤ 4 Ч d; l ≥ 2 c
Рисунок 4 – Размеры для пробочных и прорезных швов
7.3.4 Расстояние между двумя сварными швами
Сварные швы необходимо располагать таким образом, чтобы зоны термического влияния не накладывались друг на друга. Наложение зон термического влияния допускается, если при конструировании учитываются зоны, подвергнутые воздействию термического влияния или закалке (например, внутренние напряжения, падение прочности, падение твердости).
Чтобы уменьшить угловую усадку и повышение напряжения, минимальное расстояние между двумя сварными швами определяется в зависимости от толщины соединяемых деталей и зажимных приспособлений, используемых для фиксации конструктивной группы.
Для толщины менее 20 мм и особенно для алюминия и высокопрочных сталей рекомендуется соблюдать минимальное расстояние в 50 мм между расплавленными областями, смотри рисунок 5.
Размеры в миллиметрах
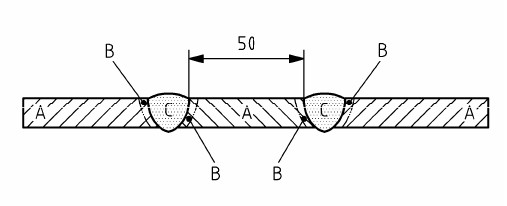
Рисунок 5 – Минимальное расстояние между расплавленными областями
7.3.5 Элементы жесткости под прямым углом к продольному шву
При пересечении стыковых или угловых швов необходимо избегать отверстий. Выпуклость шва в зоне пересечения должна быть сошлифована, чтобы швы могли пересечься без прерывания.
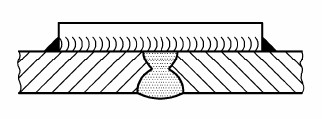
Рисунок 6 – Элементы жесткости, установленные под прямым углом к продольному шву
7.3.6 Вырезы
Вырезов необходимо избегать. В случае если они необходимы, эти отверстия должны быть достаточно большими для обработки их по периметру плотным швом не вызывая при этом повышения напряжения в зоне термического влияния выполняемого сварного шва.

r согласно EN 1708-2, но не менее 30 мм; d ≥ 20 мм
Рисунок 7 – Вырезы
7.3.7 Концы консолей и деталей из листового металла для повышения жёсткости
На рисунке 8 и рисунке 9 показаны примеры конструктивного исполнения концов консолей и деталей из листового металла для повышения жёсткости. Чтобы сделать возможным выполнение сварного шва по периметру, концы консолей и деталей из листового металла для повышения жёсткости должны быть выполнены так, как это изображено на рисунке 8.
Размеры в миллиметрах
r согласно EN 1708-2, но не менее 30 мм
Рисунок 8 – Выполнение концов консолей и деталей из листового металла для повышения жёсткости
В конструктивных группах с высокой нагрузкой консоли должны быть приварены по периметру.
7.3.8 Форма консолей
Наиболее распространенный отказ деталей, находящихся под воздействием динамических нагрузок (напряжение усталости), связан с формой детали, которая способствует плохому распределению напряжений и приводит к возникновению пиков напряжения.
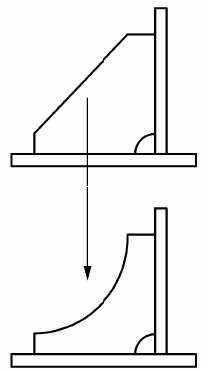
Рисунок 9 – Форма консолей
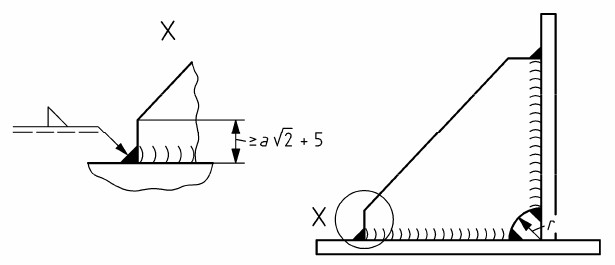
7.3.9 Обварка
Концы листов необходимо приваривать по периметру, если возможно, без прерываний, на длину l, которая должна соответствовать удвоенной толщине листа 2t:
а) в основном для предотвращения коррозии на конце листа, независимо от класса эксплуатации сварного шва;
b) в местах с высокой нагрузкой;
с) для сварных швов с классами эксплуатации сварного шва CP C3 или CP D обварка не является обязательной.
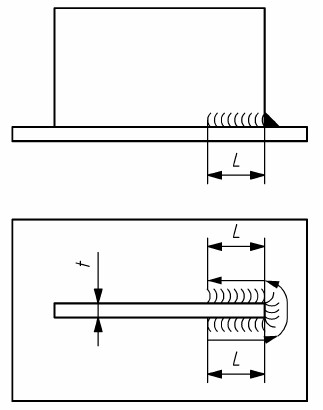
l ≥ 2 t, при этом lmin = 10 мм; t - толщина листа; l- длина непрерывного сварного шва
Рисунок 10 –Обварка
Обварка должна производиться по возможности без прерываний.
7.3.10 Угловые швы
При конструировании угловых швов должны учитываться следующие требования. Обычно угловые швы должны иметь одинаковые катеты. По конструктивным причинам или если требуется улучшенный силовой поток, дополнительно к толщине углового шва а на чертеже указывают катет углового шва z. Толщина углового шва а не должна превышать величину, определенную в результате расчета. Однако для толщины углового шва необходимо учитывать, в том числе и технологические аспекты сварки.
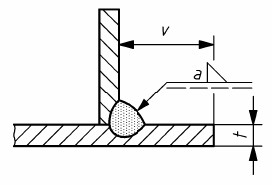
Расстояние от края v должно составлять: v ≥ 1,5a +t.
Рисунок 11 – Расстояние от края для угловых швов
Для толщины менее 20 мм и, особенно для алюминия и высокопрочных сталей рекомендуется соблюдать минимальное расстояние в 50 мм между расплавленными областями, смотри рисунок 12.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 |
