

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
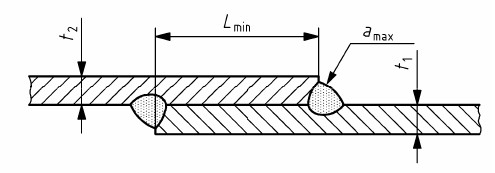
t2 ≤ t1
lmin = 3 x t2 (мин. 50 мм для 5 мм ≤ t2 ≤ 20 мм)
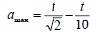
Рисунок 12 – Минимальный нахлест для швов внахлестку
Обозначенная а область должна быть равна или меньше рассчитанной аmax.
7.3.11 Стыковые швы
Для сварных швов классов эксплуатации CP A и CP B необходимо использовать входные и выходные планки в начале и в конце сварного шва, смотри пример на рисунке 13. Для других видов стыковых швов входные и выходные планки могут использоваться как подкладки, чтобы предотвратить недостаточный провар в начале и в конце сварного шва (смотри EN 15085-4:2007, 5.2.1). Их следует изображать на чертеже.
Входные и выходные планки необходимо располагать таким образом, чтобы было возможным начать и закончить шов за пределами кромок деталей, разделанных под сварку.
Если эти планки интегрированы в конструкцию или устанавливаются в виде небольших пластин на свариваемые детали, их следует обрабатывать таким же способом.
Разделка кромок этих планок должна производиться тем же способом, что и для кромок сварного шва.
Чтобы приварить планки, их необходимо удерживать механическими или магнитными инструментами.
После выполнения сварного шва входные и выходные планки можно удалить механическим путем или с помощью газовой или плазменной резки.
Продольное шлифование следует производить после удаления планок.
Отбивание входных и выходных планок недопустимо.
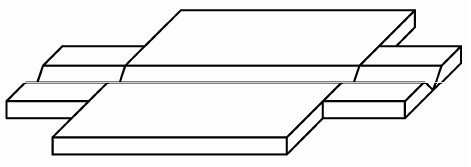
Рисунок 13 – Пример использования входных и выходных планок для стыковых швов
7.3.12 Сварные швы с внутренними напряжениями, вызванными перекосами
Холодные и горячие трещины часто вызывают отказы деталей. Конструкторы должны знать, что сварные швы с внутренними напряжениями, вызванными перекосами, облегчают развитие обеих видов трещин (внутренние напряжения). Сварные соединения с высокими внутренними напряжениями, которые вызваны перекосами, могут привести к образованию холодных и горячих трещин.
Некоторых ситуаций при монтаже необходимо избегать, так как внутренние напряжения могут привести к появлению таких дефектов:
- во время приварки полностью круглого стержня или толстостенной трубы к толстой плите сварной шов не может свободно давать усадку (смотри рисунок 14 а));
- при приварке тонкой детали к толстой плите толстая плита сохраняет форму (смотри рисунок 14b));
- при приварке ребра к толстостенной плите толстостенная труба сохраняет форму (рисунок 14 с));
- во время приварки деталей, которые дополнительно соединены с двумя жесткими конструкциями, при этом жесткие конструкции сохраняют свою форму.
Рисунок 14 – Сварные швы с внутренними напряжениями, вызванными перекосами
Чтобы ограничить опасность образования трещин угловые швы должны иметь минимальное поперечное сечение в зависимости от толщины соединяемых листов.
7.3.13 Смешанные типы соединений
Такого рода соединений необходимо избегать, так как при этом нагружается только один вид соединений.
Сварные и винтовые соединения не пригодны для совместной передачи силового воздействия или уменьшения усадочных напряжений.
В этом случае нагружается только сварной шов. В дальнейшем именно сварочный шов является причиной возникновения усталостных трещин в смешанном соединении при динамической нагрузке. Поэтому расчеты проводятся только для сварных швов.
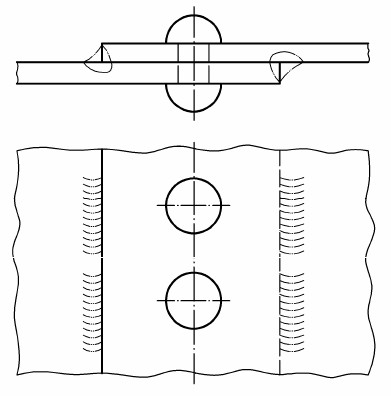
Рисунок 15 – Смешанные типы соединений
Гайки с подтвержденной пригодностью к сварке могут быть приварены для предотвращения проворачивания.
7.3.14 Предотвращение проблемы коррозии
Если необходимо, то для предотвращения проблемы коррозии производитель должен обеспечить герметичность оборотной стороны сварного шва обваркой и/или подварочным швом или посредством использования уплотнителей или герметиков.
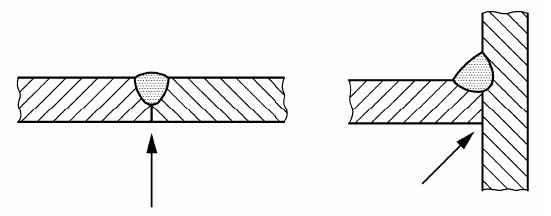
Рисунок 16 – Места возникновения коррозии
7.3.15 Зона перехода сварного шва в основной металл – улучшение формы сварного шва
Обработка сварного шва после сварки служит для улучшения усталостных характеристик сварного соединения.
Это улучшение может заключаться в удлинении срока службы (для заданного уровня напряжения) или в повышении предела усталости (для заданного срока службы).
Уменьшение пиков напряжения достигается снижением концентрации напряжений (влияние надреза) в геометрических дефектах сварных шов.
Самый большой эффект достигается обработкой зоны перехода сварного шва в основной металл.
Работы по улучшению зоны перехода сварного шва в основной металл, которые проводятся на сварном шве, должны быть изложены в инструкции к используемому методу сварки, а увеличение допустимого напряжения, которое достигается благодаря последующей обработке шва, должно быть подтверждено конструктором.
В случае шлифования зоны перехода сварного шва в основной металл глубина должна составлять k ≤ 0,3 мм, радиус r ≥ 3 мм, смотри рисунок 17.
Направление шлифовальных канавок должно соответствовать направлению главных напряжений.
Стыковое сварное соединение

Тавровое сварное соединение
Рисунок 17 – Улучшение зоны перехода сварного шва в основной металл
7.3.16 Обработка для уменьшения внутренних напряжений
7.3.16.1 Общая информация
Для снижения внутренних напряжений можно провести дополнительную обработку для создания напряжений сжатия, например, дробеструйную обработку, или добиться снижения напряжений посредством тепловой обработки.
7.3.16.2 Параметры и характеристики дробеструйной обработки для получения поверхностных напряжений сжатия.
Параметры и характеристики дробеструйной обработки должны быть согласованы с требованиями покупателя.
В случае использования дробеструйной обработки необходимо указать следующие данные:
- величину стальных шариков, которые подходят для данной задачи (тип и размер);
- перечень сварных швов и зон термического влияния.
Рекомендуемые значения напряжения сжатия для стали:
- больше 260 МПа при глубине 0,1 мм от поверхности;
- больше или равно 50 МПа при глубине 0,5 мм от поверхности.
7.3.16.3 Тепловая обработка для уменьшения внутренних напряжений
При последующей тепловой обработке (нормализации или отжиге для снятия напряжений) должны быть приняты все меры для уменьшения деформации деталей или предотвращения необходимости холодной правки.
Определенные условия тепловой обработки должны быть указаны на соответствующем чертеже или отмечены в соответствующей документации.
В этом документе должны быть указаны следующие данные:
- максимальная температура печи в момент загрузки;
- средняя скорость нарастания температуры;
- время, в течение которого сохраняется температура обработки детали;
- температура обработки;
- максимальная скорость охлаждения;
- температура детали при выемке из печи;
- условия охлаждения детали после выемки из печи.
Температура должны быть запротоколирована, например, с помощью калиброванного термографа.
7.3.17 Прерывистые сварные швы
Минимальная длина для прерывистых сварных швов должна составлять:
- для tmax < 10 мм : lmin > 5 Ч tmax, но минимум 20 мм для стали и минимум 30 мм для алюминиевых сплавов;
- для tmax > 10 мм : lmin > 3 Ч tmax, но минимум 50 мм, смотри рисунок 18.

e < 3 Ч L; v < 0,5 Ч L
Рисунок 18 – Прерывистые сварные швы
7.4 Данные, указываемые на сварочных чертежах
Разделка сварного шва, производимая изготовителем, должна проводиться в соответствии с EN ISO 9692-1, EN ISO 9692-2 и EN ISO 9692-3.
Дополнительную информацию смотри Приложение В и
Указания, которые даются на чертежах, должны соответствовать EN 22553. Дополнительно необходимо указать следующую информацию:
- класс эксплуатации сварного шва согласно данному Европейскому стандарту должен указываться на чертеже. Если в чертеже встречаются различные классы эксплуатации сварного шва, то они должны быть указаны вблизи соответствующих сварных швов. Для сварных соединений, полученных контактной точечной сваркой, необходимо дополнительно указать качество поверхности согласно таблице F.3;
- ступени сертификации CL 1 до CL 3 согласно EN 15085-2 для каждой детали должны быть указаны на чертеже или в спецификации. Эта ступень сертификации зависит от максимального класса эксплуатации сварного шва детали. Примеры возможного распределения деталей по ступеням сертификации приведены в EN 15085-2:2007, Приложение А;
- форма сварного шва, толщина и длина сварного шва (смотри Приложение В) должны быть указаны на чертеже;
- сварочные присадки должны быть указаны на чертежах, в спецификации или в других документах.
Всем сварным швам должны быть присвоены номера позиций на чертежах, в спецификациях или в других документах.
Если на чертежах не заданы дополнительные допуски, то согласно EN ISO 13920:1996 они выбираются следующим образом:
а) класс допуска В для линейных и угловых размеров;
b) класс допуска F для прямолинейности, плоскостности и параллельности.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 |
