

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Приложение А
(справочное)
Перечень сварных соединений
Наименование предприятия, отдела:
Перечень сварных соединений:
Проект: Номер заказа: Ступень сертификации / квалификации производителя: Дата:
Обозначение детали | Номер на ч ертеже | Деталь Х | Деталь Y | Толщина t1 | Толщина t2 | Тип шва | Тип разделки кромок | Класс эксплуатации сварного шва | Предельные значения для дефектов сварного шва | Класс испытаний | WPQR/ WPS | Способ сварки | Используемая присадка | Защитный газ | Примечания |
Приложение B
(справочное)
Разделка кромок сварных швов
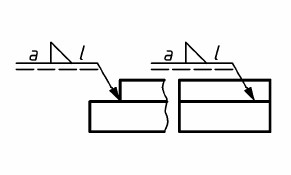
В таблице B.1 приведены рекомендуемые разделки кромок и толщины швов для сварных швов железнодорожных транспортных средств, выполняемых сварочными процессами 111, 114, 131, 135, 136, 137, 141, 15 и 311 в соответствии с EN ISO 4063. Иные разделки кромок могут использоваться в том случае, если их применение подтверждено EN 15085-4:2007.
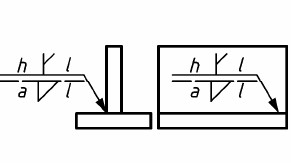
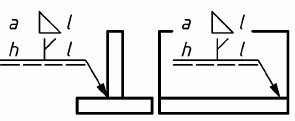
Условные обозначения сварных соединений смотри EN 22553, разделка кромок смотри EN ISO 9692.
1 – Разделки кромок и толщины сварных швов
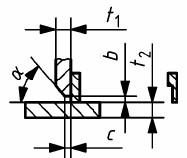
№ | Наименование | Графическое изображение | Символ | Разделка кромок в разрезе | Условное обозначение | Толщина детали t (мм) | Угол разделки a | Зазор b (мм) | Притупление с (мм) | Высота скока кромки h (мм) | Полученная толщина шва aR (мм) | |||||
Ala | Сталь | Ala | Сталь | Ala | Сталь | Ala | Сталь | Ala | Сталь | |||||||
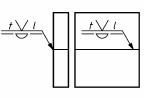
1a | l-шов односторонний |
|
|
|
| ≤ 4 | ≤ 4 | - | - | 0-2 | 0-3 | - | - | - | - | aR = t |
1b | l-шов на подкладке a, b |
|
|
|
| ≤ 6 | ≤ 6 | - | - | 0-3 | 0-3 | - | - | - | - | aR = t |
1c | l-шов двухсторонний |
|
|
|
| 3-6 | 3-6 | - | - | 0-2 | 0-3 | - | - | - | - | aR = t |
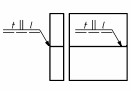
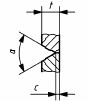
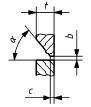
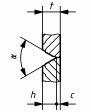
2a | V-шов |
|
|
|
| 3-15 | 3-15 | 60-70 | 60-70 | 0-2 | 0-3 | 0-2 | 0-2 | - | - | aR = t |
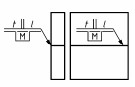
2b | V-шов на подкладкеb |
|
|
|
| 3-15 | 3-15 | 60-70 | 50-60 | 0-4 | 2-4 | 0-2 | 0-2 | - | - | aR = t |
2c | V-шов с подварочным швомc |
|
|
|
| 3-15 | 3-15 | 60-70 | 50-60 | 0-2 | 0-2 | 0-2 | 0-2 | - | - | aR = t |
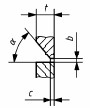
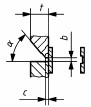
2d | V-шов с малым углом разделки кромок на подкладкеb |
|
|
|
| 8-20 | 12-30 | 30-40 | 20-40 | 4-10 | 6-15 | - | - | - | - | aR = t |
3a | HV-шовd |
|
|
|
| 3-15 | 3-15 | 50-60 | 40-60 | 0-2 | 1-3 | 1-2 | 1-2 | - | - | aR = t |
3b | HV-шов на подкладкеb |
|
|
|
| 3-15 | 3-15 | 50-60 | 40-60 | 0-4 | 2-4 | 1-2 | 1-2 | - | - | aR = t |
3c | HV-шов с подварочным швомc |
|
|
|
| 3-15 | 3-15 | 50-60 | 40-60 | 0-2 | 0-2 | 1-2 | 1-2 | - | - | aR = t |
3d | Половинный V-шов с малым углом разделки кромки на подкладкеb |
|
|
|
| 8-20 | 12-30 | 30-40 | 20-40 | 4-10 | 6-15 | - | - | - | - | aR = t |
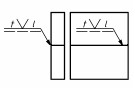
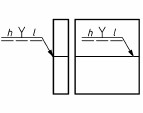
4a | Y-шов |
|
|
|
| 3-15 | 3-15 | 60-70 | 50-70 | - | - | ≤0,2t | ≤0,2t | ≥0,8t | ≥0,8t | aR ≤ t-c |
4b | Y-шов с подварочным швомe |
|
|
|
| 3-15 | 3-15 | 60-70 | 50-60 | - | - | ≤0,2t | ≤0,2t | ≥0,8t | ≥0,8t | aR ≤ t-c |
5a | HY-шов |
|
|
|
| 3-15 | 3-15 | 50-60 | 40-60 | - | - | ≤0,2t | ≤0,2t | ≥0,8t | ≥0.8t | aR ≤ t-c |
5b | HY-шов с подварочным швом |
|
|
|
| 3-15 | 3-15 | 50-60 | 40-60 | - | - | ≤0,2t | ≤0,2t | ≥0,8t | ≥0,8t | aR ≤ t-c |
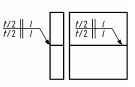
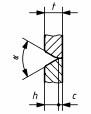
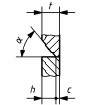
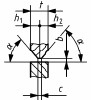
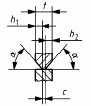
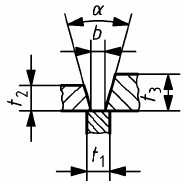
6 | DV-шов (X-шов)c |
|
|
|
| ≥12 | ≥12 | 60-70 | 50-70 | 0-3 | 0-3 | 1-2 | 1-2 | h1/2 1/3 t-1/2 t | aR = t | |
7 | DHV-шов (двойной HV-шов)с |
|
|
|
| ≥ 12 | ≥ 12 | 50-60 | 40-60 | 0-2 | 1-3 | 1-2 | 1-2 | h1/2 1/3 t-1/2 t | aR = t | |
8 | DY-шов (двойной Y - шов) |
|
|
|
| ≥ 12 | ≥ 12 | 60-70 | 50-60 | - | - | ≤0,2t | ≤0,2t | ≥0,4t | ≥0.4t | aR ≤ t-c |
9 | DHY-шов (двойной HY-шов) |
|
|
|
| ≥ 12 | ≥ 12 | 50-60 | 40-60 | - | - | ≤0,2t | ≤0,2t | ≥0,4t | ≥0,4t | aR ≤ t-c |
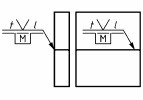
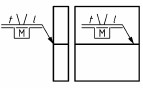
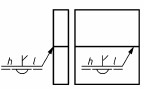
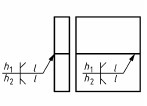
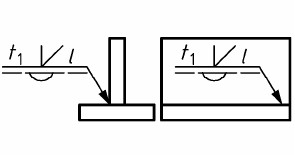
10a | HV-шовd |
|
|
|
| 3-15 | 3-15 | 50-60 | 50-60 | 1-3 | 1-3 | 0-2 | 0-2 | - | - | aR = t1 |
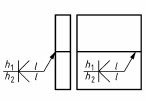
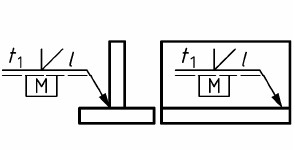
10b | HV-шов с угловым швом в качестве подварочного шваc |
|
|
|
| 3-15 | 3-15 | 50-60 | 50-60 | 0-3 | 0-3 | 0-2 | 0-2 | - | - | aR = t1 |
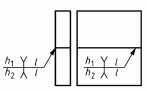
10c | HV-шов с дополнительным угловым швомd |
|
|
| 3-15 | 3-15 | 50-60 | 50-60 | 0-3 | 0-3 | 0-2 | 0-2 | - | - | aR = t1 | |
10d | HV-шов с подварочным швомС |
|
|
|
| 3-15 | 3-15 | 50-60 | 50-60 | 0-3 | 0-3 | 0-2 | 0-2 | - | - | aR = t1 |
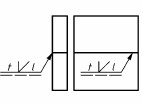
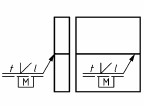
10e | HV-шов на подкладке b, d |
|
|
|
| 3-20 | 3-20 | 50-60 | 50-60 | 0-5 | 0-5 | 0-2 | 0-2 | - | - | aR = t1 |
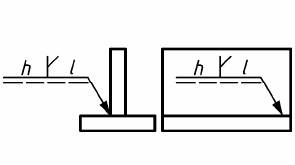
11a | HY-шов |
|
|
|
| 3-15 | 3-15 | 50-60 | 50-60 | - | - | ≤0,2t | ≤0,2t | - | - | aR ≤ t1-c |
11b | HY-шов с угловым швом в качестве подвароного швае |
|
|
|
| 3-15 | 3-15 | 50-60 | 50-60 | - | - | ≤0,2t | ≤0,2t | - | - | aR ≤h+a≤t1 |
11c | HY-шов с дополнительным угловым швом |
|
|
| 3-15 | 3-15 | 50-60 | 50-60 | - | - | ≤0,2t | ≤0,2t | - | - | aR ≤ h ≤ t1 В особых случаях: aR ≤ h + a ≤ t1 | |
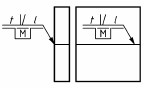
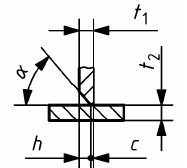
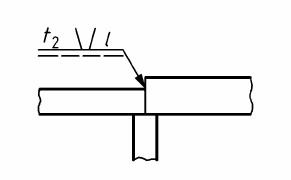
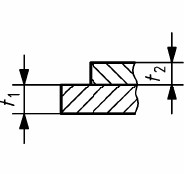
12 | Шов для cоединения трех листов (V-шов с малым углом разделки кромок) |
|
|
|
| t2 4-20 | t2 4-20 | 30-40 | 30-40 | 4-10 | 4-10 | - | - | - | - | aR = bf aR = t2g |
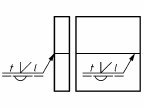
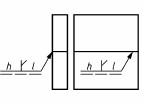
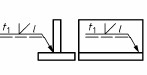
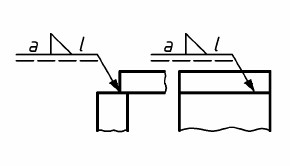
13a | Угловой шов |
|
|
|
| Аl: аmin 3 мм, amax 12 мм Сталь: аmin 2 мм, amax 12 мм | aR =a ≤ 0.7 Ч tmin | |||||||||
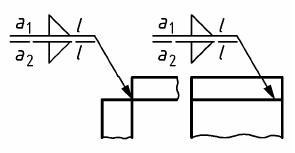
13b | Двойной угловой шов |
|
|
|
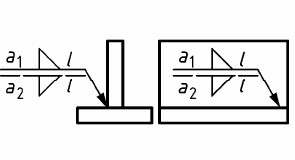
| Аl: аmin 3 мм, amax 12 мм Сталь: аmin 2 мм, amax 12 мм | aR = a1 + a2 ≤ tmin amax = ≤ 0,7 Ч tmin | |||||||||
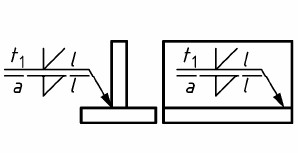
13c | Угловой шов |
|
|
|
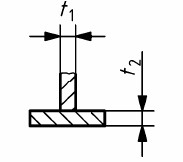
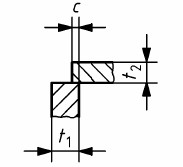
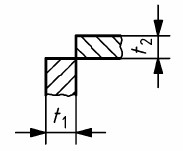
| t1 ≥ 1 | t1 ≥ 1 | - | - | - | - | - | - | - | - | aR = a ≤ 0,7 Ч t1 t2 ≤ t1 |
13d | Угловой шов |
|
|
|
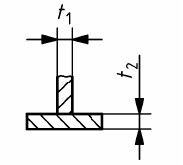
| t2 ≥ 3 | t2 ≥ 3 | - | - | - | - | - | - | - | - | aR = a1 + a2 ≤ t2 a1 ≤ 0,7 Ч t2 t2 ≤ t1 |
13e | Шов внахлестку |
|
|
|
| t2 ≥ 1,5 t1 ≥ 3 | t2 ≥ 1,5 t1 ≥ 2 | - | - | - | - | - | - | - | - | aR = a ≤ 0,7 Ч t2 t2 ≤ t1 |
Возможно отклонение от данных способов разделки кромок сварных швов, если применяемые специальные сварочные процессы (например, механизированные сварочные процессы) были подтверждены с помощью образца для оценки качества. | ||||||||||||||||
a Алюминий и алюминиевые сплавы. b M или MR (смотри EN 22553). с Перед выполнением подварочного шва необходимо обработать корень шва. d Для HV-швов без подварочного шва на этапах конструирования, изготовления и контроля должны быть приняты меры для обеспечения полного проплавления (выполнение образца для оценки качества работы). e Подварочный шов служит для защиты от коррозии. f Передача силового воздействия от t1 к t2 и t3; толщины t2 и t3, а также зазор b необходимо учитывать при расчете. g Передача силового воздействия от t2 к t3. |




















Приложение С

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 |
