

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Цилиндрические детали обычно базируют по призме. Деталь лишена возможности перемещаться во всех направлениях за исключением вращения вокруг продольной оси. Если зафиксировать цилиндрическую деталь от возможности вращения вокруг продольной оси, то она будет находиться также в строго определенном положении (Рисунок 27).
Детали с цилиндрическими отверстиями базируются, как правило, по пальцам – фиксаторам приспособления, которые входят в это отверстие Первой базой определяется установочная плоскость основания детали. Второй базой обычно является плоскость детали, перпендикулярная оси отверстия. Примеры базирования деталей с цилиндрическими отверстиями приведены на рисунках 28, 29, 30.
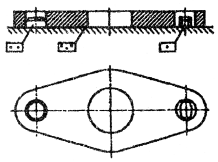
Рисунок 28 - Базирование по двум пальцам.
В вынесенных прямоугольниках указано число опорных точек на соответствующей поверхности.
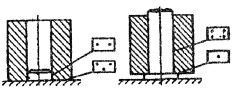
Рисунок 29 - Базирование по плоскости и цилиндрическому пальцу.
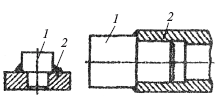
Рисунок 30 - Примеры базирования деталей без приспособлений: а:
1 – палец; 2 – плоская деталь; б: 1 – палец; 2 – труба
Установочные элементы – упоры – применяются для обеспечения точности установки деталей сварного узла в сборочных приспособлениях. Конструкция упоров должна обеспечить возможность удобной установки деталей в приспособление и не мешать съему изделия после сварки. Место установки упоров должно быть определено так, чтобы обеспечить доступность сварки. Прочность и жесткость упоров должны предотвращать деформацию изделий в процессе сварки.
Зажимные элементы, к которым относятся прижимы и зажимы, предназначены для закрепления деталей свариваемого изделия в процессе сборки и сварки.
Прижимы и зажимы обеспечивают правильное положение и направление прижимного усилия для закрепления деталей без сдвигов относительно установочных баз.
В процессе сборки и сварки прижимы и зажимы обеспечивают надежность закрепления деталей Конструкции прижимов и зажимов должны обеспечивать быстродействие и безопасность в работе. Некоторые виды конструкций прижимов приведены на рисунках 31, 32, 33.
Переносные сборочные приспособления применяют при сборке сварных узлов в том случае, когда невозможно применить для этих целей типовые приспособления.
К переносным приспособлениям относятся всевозможные струбцины, стяжки, специальные фиксаторы, распорки, домкраты и др. Наиболее часто применяются струбцины, конструкции которых приведены на рис 9.
Струбцины служат для прижима двух и более деталей друг к другу или для установки и закрепления деталей в определенном положении, поэтому струбцины подразделяются на прижимные (Рисунок 34, а) и установочные (Рисунок 34, б).
Установочная струбцина состоит из двух винтовых струбцин и гайки с правой резьбой, которая называется талреп. Детали, закрепленные в струбцинах, устанавливают на заданном расстоянии. В опытном или мелкосерийном производстве для изготовления сварных узлов или конструкций применяют сборно-разборные приспособления. Такие приспособления собирают из типовых блоков-плит, которые имеют пазы для установки прижимных устройств. Блоки-плиты собираются в комплект по размерам сварного изделия. Для сварки мелких деталей и узлов применяют сварочные столы с аналогичными пазами для закрепления деталей перед сваркой. При установке свариваемых узлов в удобное для сварки положение вместо сварочных столов применяют манипуляторы.
Манипуляторы позволяют вращать собранный под сварку узел с заданной скоростью при сварке деталей цилиндрической формы, а также изменять угол наклона оси вращения (Рисунок 10).
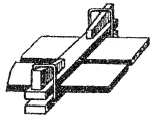
Рисунок31 - Прижим клиновый.
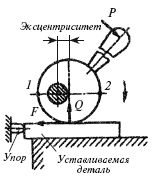
Рисунок 32 - Прижим эксцентриковый:
Р – усилие, передаваемое рукой, составляет 10—15 кГс (100—150 Н); Q – усилие прижимное, составляет 10 Р (1,5 кН); F – сила трения; рабочая поверхность эксцентрика от точки 1 до точки 2 в его нижней части.
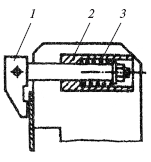
Рисунок 33 - Прижим пружинный:
1 – головка прижима; 2 – втулка направляющая; 3 – пружина.
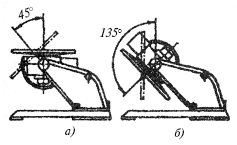
Рисунок 34 - Струбцина прижимная (а) и установочная (б):
1 – рукоятка; 2 – винт; 3 – гайка; 4 – пята; 5 – корпус; 6 – упор; 7 – талреп; 8 – детали, зафиксированные в заданном положении.
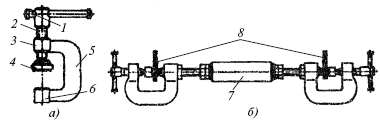
Рисунок 35 - Манипулятор:
а – положение планшайбы (верхней части) манипулятора для сварки узла в горизонтальном положении; б – положение планшайбы манипулятора для сварки «в лодочку».
Для сварки крупногабаритных листовых конструкций применяются различные кондукторы, стенды, кантователи, установки и др. Эти приспособления обеспечивают фиксирование деталей в положении, удобном для выполнения сварки. Некоторые виды кантователей и установок приведены на Рисунке 36.
Контроль собранных под сварку изделий осуществляется в основном по сопрягаемым и габаритным размерам. Проверку размеров осуществляют металлическими рулетками, линейками или шаблонами
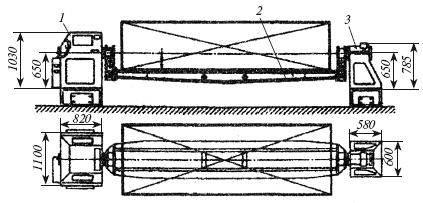
Рис. 36. Кантователь поворотный двухстоечный:
1 – передняя приводная стойка; 2 – поворотная рама; 3 – задняя неприводная стойка; h – изменяемая высота для установки свариваемой конструкции в заданном положении.
Контроль изделий после сварки осуществляют по техническим условиям на свариваемое изделие, в котором указаны требования к качеству сварных швов и их размерам.
Список литературы
- , , Оборудование для механизированной дуговой сварки и наплавки. - М.: Машиностроение, 1981.- 264 с Пpox Л. Ц., , Справочник по сварочному оборудованию. - Киев: Техника, 1983. - 207 с �h�t�t�p�:�/�/�w�w�w�.�g�a�z�s�s�.�r�u�/�i�n�d�e�x�.�h�t�m�� �h�t�t�p�:�/�/�w�w�w�.�i�n�f�o�-�u�a�.�c�o�m�/�e�q�u�i�p�m�e�n�t�/�m�e�t�a�l�l�/�a�r�t�i�c�l�e�/�2�3�1�2�/�� �h�t�t�p�:�/�/�w�w�w�.�a�u�t�o�w�e�l�d�i�n�g�.�r�u�/�i�n�d�e�x�/�0�-�4�� �h�t�t�p�:�/�/�w�w�w�.�s�i�b�m�k�.�c�o�m�/�s�v�a�r�k�a�_�i�b�d�_�1�_�2�5�.�p�h�p�� �h�t�t�p�:�/�/�w�w�w�.�s�v�a�r�k�a�i�n�f�o�.�r�u�/�r�u�s�/�l�i�b�/�b�l�o�g�/�b�r�m�i�k�o�m�e�.�p�h�p�� �h�t�t�p�:�/�/�a�z�o�f�.�u�c�o�z�.�r�u�/�l�o�a�d�/�5�� "Машиностроение Энциклопедия т. IV-6. Оборудование для сварки". Источник: "Сварные конструкции. Технология изготовления. Автоматизация производства и проектирование сварных конструкций".

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 |
