
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral

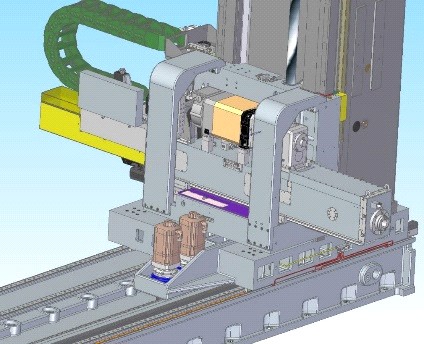
Основной корпус представляет собой жёсткую отливку L-образной формы из ковкого чугуна, в которую непосредственно встроена направляющая ползуна. Компенсация наклона ползуна выполнена при помощи регулируемой по высоте планки в задней части бабки.
Главную посадку шпинделя составляет комплект полого и рабочего шпинделей. Полый шпиндель посажен в точных шпиндельных шарикоподшипниках с косоугольным стыком в кратном исполнении с предварительным напряжением. Управление частотой оборотов шпинделя осуществляется по двум механическим рядам, переключаемым автоматически. Система контура охлаждения бабки оснащена компрессорным холодильником.

Масса бабки балансируется противовесом, подвешенным на тросах и направляемым внутри колонны. Крепёжное усилие при захвате инструмента создают тарельчатые пружины (25 КН), отпуск выполняется при помощи гидравлики. Заказчик может также заказать захват инструмента при помощи системы BIG-PLUS.
2.2.1 Параметры – Шпиндельные бабка
диаметр рабочего шпинделя | мм | 130 |
коническая полость рабочего шпинделя | ISO 50 / ISO 50 BIG+ | |
исполнение зажимного хвостовикаинструмента | без АСИ | ИSN 22 0430DIN 2080 |
с/без АСИ | ИSN 22 0432ИSN 22 0434DIN 69871 ABT 50 MAS 403-1982CAT B5.50-1985 | |
диапазон оборотов рабочего шпинделя | 1/мин | 10 – 3 000 |
номинальная(при постоянной эксплуатации S1) | кВт | 37 |
макс. (при работе S6-60% времени эксплуатации) | кВт | 46 |
номинальная крутящий момент при постоянной нагрюзке (S1) | Нм | 2 537 |
макс. момент кручения на шпинделе(S6 – 60%) | Нм | 3 111 |
выдвиг рабочего шпинделя W | мм | 650 |
Сечение ползуна | мм | 320 x 400 |
Выдвиг ползуна Z | мм | 700 |
2.3 Направление переставных групп

Направляющая рабочего шпинделя W (шпиндель азотированный ) – это направляющая скольжения с минимальным зазором в полом шпинделе.
Направляющая линейной группы ползуна Z – это направляющая качения с предварительным напряжением на базе компактных линейных направляющих качения.
Направляющие ось X являться роликовые с натяжением на базе компактных линейных роликовых направляющих.
Направляющие ось Y – это направляющие скольжения с дополнительными блоками качения. Направляющие поверхности колонны закалены лазером, под блоками качения наклеены рейки из закалённой стали. На контрповерхности направляющих скольжения нанесён скользящий пластик с низким коэффициентом трения.
Направляющие на станинах защищены от загрязнения выдвижными (телескопическими) кожухами, направляющие поверхности колонны защищены рулонной шторой.
2.4 Приводы сдвига и закрепления
Приводы линейных осей Y, Z, W выполнены при помощи отдельных АС-цифровых сервоприводов и передачи через зубчатые ремни на шариковые болты с предварительно напряжёнными гайками. Привод линейной оси X выполнен при помощи двух АС-цифровых сервоприводов с передачей через две шестерни на зубчатый гребень (система master-slave).
После достижения конечного положения линейные оси X, Y, Z, W удерживаются в замкнутой по положению конструкции.
2.4.1 Параметры - Подачи
Подачи (рабочи и ускоренная подача) – X | мм/мин | 5 – 21 000 |
Подачи (рабочи и ускоренная подача) – Y, Z, W | мм/мин | 5 - 10 000 |
мин. программируемый инкремент установки координат | ||
- в координатах X, Y, Z, W | мм | 0,001 |
максимальное усилие подачи | ||
- v в осях X, Y | кН | 25 |
- в осях W, Z | кН | 25 |
2.5 Смазка станка

Смазка подвижных узлов и механизмов станка выполняется следующим образом:
- постоянный жировой наполнитель: подшипники главной посадки шпинделя и подшипники посадки шариковых болтов.
- автоматическая циркуляционная масляная смазка с отдельным масляным контуром с водомасляными обменниками обеспечивает смазку зубчатых колес привода шпинделя в бабке.
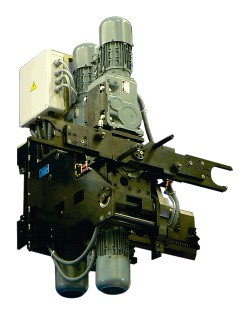
- автоматическая убыточная масляная смазка с центральным смазочным агрегатом (см. рис.) и при помощи дозаторов для скользящих направляющих поверхностей перестанавливаемых узлов и шариковых гаек в приводах перемещения.
2.6 Управление станком
![]()
Система управляет станком по четырём связно управляемым осям (X, Y, Z, W), можно выбрать манипуляторное или полностью связное управление. Координаты программируются с инкрементом 0,001 мм.
Управление станком осуществляется при помощи соответствующей системы ЧПУ, свойства, функции и периферийные устройства которой зависят от используемого типа (HEIDENHAIN iTNC 530 HSCI, SIEMENS Sinumerik 840D-SL и т. д.).

2.7 Системы управления
Система управляет станком по четырём связно управляемым осям (X, Y, Z, W), можно выбрать манипуляторное или полностью связное управление. Координаты программируются с инкрементом 0,001 мм.
Управление станком осуществляется при помощи соответствующей системы ЧПУ, свойства, функции и периферийные устройства которой зависят от используемого типа (HEIDENHAIN iTNC 530 HSCI, SIEMENS Sinumerik 840D-SL и т. д.).
2.8 Измерения

На площадке установлена панель системы управления и станка, площадка защищена таким образом, чтобы не допустить попадания отлетающей стружки на оператора. В направлении обрабатываемой детали оснащена открывающейся дверью с блокировкой. В стандартном исполнении площадка укомплектована держателем инструмента, внутренним освещением и защитными элементами.
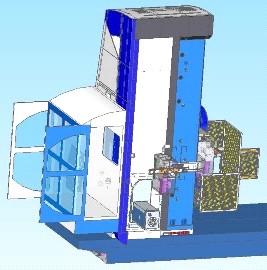
2.9 Площадки для обслуживающего персонала
Перемещает пульт центрального управления и устанавливается по высоте самостоятельно. Площадка оператора полностью закрыта и защищает обслуживающий персонал от стружки и охлаждающей жидкости. В направлении к детали оснащена открывающейся дверью с защитной блокировкой. Вертикальное перемещение площадки может быть 1600 мм или 2300 мм в зависимости от требования заказчика. Для того чтобы еще более упростить работу обслуживающего персонала, саму кабину можно механически из режима ручного управления горизонтально переставить на 600 мм к заготовке или на – 900 мм от заготовки, отсчитывая от изначальной позиции кабины.
В стандартном исполнении платформа спереди застеклена и оснащена держателем для инструментов, внутренним освещением и элементами безопасности. По желанию заказчика платформа может быть оснащена вспомогательным оборудованием, не входящим в стандартный комплект оснащения платформы (напр., полное застекление с вентиляционной системой и т. д.).
2.10 Автоматическая смена инструменто
Состоит из цепного или меандрического магазина, направляющей манипулятора закрепленного на стойке. В свою очередь манипулятор оснащен поворотной рукой захвата инструмента. Поиск инструмента проводится с помощью кодированного гнезда в магазине.
Оборудование АСИ дает воможность проводить смену инструмента в головку HUI 50 и только в горизонтальном положении. Это значит, что направляющие манипулятора будут продлены в направлении к детали и при этом заказчик должен предварительно проверить чертеж детали, чтобы избежать столкновению манипулятора с деталью (именно по высоте).
2.10.1 Параметры - Автоматическая смена инструментов
Количество гнезд в магазине АСИ - на колонне станка | 40, 60 | |
Количество гнезд в магазине АСИ - располоюем отдельно от станка | 80, 120 | |
шаг гнезд | мм | 130 |
макс. диаметр инструмента | ||
- полностью занятый магазин | мм | 125 – 150 |
- свободные соседние гнезда | мм | 320 |
макс. диаметр специального плоского инструмента | мм | 390 (600) |
макс. длина инструмента | мм | 500 |
макс. вес инструмента | кг | 25 |
макс. вес инструментов в цепи | кг | 1 000 |
макс. дисбаланс инструментов в цепи | кг | 150 |
общее время замены инструмента | сек | 15 / 20* |
2.11 Энергетические источники и агрегаты

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 |
