


Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Федеральное агентство по образованию Государственное образовательное учреждение высшего профессионального образования
Северо-Западный государственный заочный технический уштерситет
Кафедра экономики предприятий и менеджмента
ОСНОВЫ ОРГАНИЗАЦИИ ПРОИЗВОДСТВА И МЕНЕДЖМЕНТА
Методические указания к курсовому проекту
Факультет энергетический
Направление и специальности подготовки дипломированного специалиста:
654500 - электротехника, электромеханика и электротехнологии
180100 - электромеханика
180200 - электрические и электронные аппараты
Направление подготовки бакалавра
551300- электротехника, электромеханика и электротехнологии
Санкт-Петербург 2005
Утверждено редакционно-издательским советом университета УДК 001.
Основы организации производства и менеджмента: Методические указания к. курсовому проекту - СПб.: Изд-во СЗТУ, 20с.
Методические указания разработаны в соответствии с государственными образовательными стандартами высшего профессионального образования по направлению подготовки дипломированного специалиста 654500 - «Электротехника, электромеханика и электротехнологии» (специальности 180100 -«Электромеханика», 180200 - «Электрические и электронные аппараты») и направлению подготовки бакалавра 551300 - «Электротехника, электромеханика и электротехнологии».
Приведены методические указания к выполнению курсового проекта, алгоритм расчета, требования к расчету, библиографический список.
Предназначены для студентов энергетического факультета, изучающих дисциплину «Основы организации производства и менеджмента».
Курсовой проект позволяет студентам приобрести навыки в организации, планировании и управлении энергетическим предприятием.
Рассмотрено на заседании кафедры экономики предприятий и менеджмента протокол от 4 мая 2005 г.
Одобрено методической комиссией факультета ЭГ протокол
I
1. ОБЩИЕ УКАЗАНИЯ
Данный курсовой проект включает в себя рассмотрение ряда важных вопросов экономики, организации, планирования и управления промышленными предприятиями.
Предприятия электромашиностроения в большинстве случаев характеризуются серийным выпуском изделий строго ограниченной номенклатуры. На них целесообразно организовывать цехи (участки) по предметному принципу, а производственный процесс на участках - по принципу организации поточных линий.
Поточные линии - это группа рабочих мест, где производственный процесс осуществляется в соответствии со следующими принципами:
1) одно изделие (или ограниченное число наименований) закрепляется за определенной группой рабочих мест;
2) каждая операция закрепляется за специализированным рабочим местом (или несколькими рабочими местами);
3) рабочие места располагаются по ходу технологического процесса;
4) отдельные операции и процесс в целом выполняются с высокой сте-
пенью ритмичности и непрерывности.
В данном курсовом проекте организация производственного процесса моделируется на участке переменно-поточной линии. Обычно на переменно-поточной линии обрабатываются или собираются изделия, имеющие одинаковый или сходный технологический маршрут и некратные операционные нормы времени. Изделия запускают в производство в строгой очередности. Такие линии характеризуются периодическими переналадками при переходе на изготовление партии изделий другого наименования. Работа линии в промежутках между переналадками аналогична работе однопредметной прерывно-поточной линии и организуется с определенной повторяемостью всех составляющих производственного процесса. Производительность и ритмичность работы на операциях различны. Следствием этого являются простои отдельных станков
(рабочих мест) и межоперационные оборотные заделы. В целях наиболее полного использования рабочего времени производственных рабочих на таких линиях широко применяются многостаночное обслуживание и совмещение профессий.
Курсовой проект является заключительной стадией курсов «Экономика предприятия» и «Организация производства и основы менеджмента». Успешный расчет проекта должен показать глубину теоретических знаний студентов и умение применить их на практике. При расчете проекта следует использовать не только материал лекционных курсов, но и специальные литературные источники.
Курсовой проект выполняется в виде расчетных таблиц, рисунков, графиков, схем и пояснительной записки. Состав пояснительной записки должен соответствовать данным методических указаний. Формулы необходимо привести в буквенном обозначении с расшифровкой входящих в них величин,
Пояснительная записка выполняется на бумаге формата А4, аккуратно, без помарок и исправлений. Все таблицы должны быть пронумерованы и обозначены названиями. Текст пояснительной записки должен быть написан разборчиво, при использовании специализированной литературы ссылки на источники обязательны.
Исходными данными для выполнения курсового проекта являются:
1) индивидуальное задание, получаемое студентом от руководителя,
или задание, имеющееся в данном руководстве (вариант задания выбирается по
сумме двух последних цифр шифра студента);
2) методические указания, приведенные в данном руководстве;
3) ведомственные справочные и методические материалы;
4) нормативные и справочные данные из литературных источников.
2. ОПЕРАТИВНО ПРОИЗВОДСТВЕННОЕ ПЛАНИРОВАНИЕ
2.1 Расчет тактов линии
Для расчетов тактов поточной линии необходимо определить эффективный фонд времени работы линии за планируемый период (месяц):
^=Др*Гс*х#с*х(]_^), 0) где Рэф - эффективный фонд времени работы линии; Др - число рабочих дней в планируемом периоде; Та, - время продолжительности одной смены, ч; Кем - количество смен;
Ррем - время простоя оборудования в плановом ремонте (в курсовом проекте МОЖНО ПрИНЯТЬ Рра, = 3-7 %).
Далее рассчитывается средний такт линии:
,Л^>, (2,
где М; - месячная программа по изделию 1-го наименования, шт.; т - число наименований изделий, обрабатываемых на линии; т| - коэффициент потерь на переналадку линии (в курсовом проекте можно принять т| = 0,03 - 0,08). Затем определяется фонд времени за планируемый период (месяц), необходимый для изготовления изделия 1 - го наименования:
Ф,=^х(1-/;)^^ , (3)
,=1
где Т —трудоемкость обработки 1-го наименования изделия, мин.;
Затем рассчитывается частотный такт обработки каждого наименования изделия:
5_
(4)
2.2. Расчет числа рабочих мест на линии и их загрузки
Общее число рабочих мест на линии рассчитывается исходя из числа рабочих мест по операциям.
Число рабочих мест на ]-й операции при обработке 1-го наименования определяется по формуле:
(5)
![]()
где (щгц - норма штучного времени на ]-ую операцию при обработке изделия 1-го наименования, мин.; К„„ - плановый коэффициент выполнения норм времени.
Значения К*, берутся по данным предприятия или из табл.1
(К«=Р,
ЛОО).
Принятое число рабочих мест определяется по формуле: С_,=2(С,) + 1; (6)
где Е - «антье» (целая часть числа).
При расчете по формуле (б) следует учитывать, что допускается перегрузка рабочего места по 10%. Например, если Сц=3.1, то формула (6) примет вид Спрц=Е(С|,), т. е. Спрц=3.
Число рабочих мест на ]-й операции считается наибольшим из числа принятых рабочих мест на данной операции по всем наименованиям изделий:
С^у=тах{С^(,}, (7)
б
Общее число рабочих мест на линии определяется по формуле
С = % С_ (8)
У=1
где к - число операции в процессе.
Необходимо рассчитать коэффициент загрузки рабочего места:
С»
*„у=^, (9)
Затем определяется средний коэффициент загрузки рабочих мест на линии
2 Ее,
Далее рассчитывается явочное число рабочих линии, т. е. количество рабочих, которые должны ежедневно выходить на работы в плановом периоде. Явочное число рабочих (С,) определяется суммой принятого числа рабочих по каждой операции с учетом возможного совмещения профессий; при этом следует учитывать характер работы, тарифный разряд работ и рабочего, удобство перехода на другую операцию:
= (11)
где 8 - число рабочих мест, на которых работают рабочие совместители.
Например, на поточной линии выполняются пять операций (К=5). За первыми четырьмя операциями закреплено по одному рабочему месту, а за пятой два. Четвертую операцию выполняет рабочий-совместитель со второй операции, пятую операцию на втором рабочем месте выполняет совместитель с третьей операции (рис.1), тогда явочное число рабочих мест будет:
С,=(1+1+1+1+2)-2=4 чел.
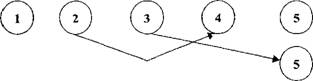
Рис I. Схема совмещения рабочих мест
Таблица 7
Плановые проценты перевыполнения норм (Р„„) по профессиям
Профессии | Выполнение норм |
рабочих | % |
Токари | 110 |
Фрезеровщики | 120 |
Слесари | 120 |
Сверловщики | 125 |
Прочие | 115 |
2.3. Составление графиков работы линии
Далее составляются и вычерчиваются графики работы поточной линии. Исходя из условия достижения максимальной (85-100%) загрузки рабочих линий с учетом возможных совмещений профессий, выбирается период обслуживания линии. Под периодом обслуживания линии понимается период времени, в течение которого на всех операциях будет закончен цикл переходов рабочих-совместителей от данной операции к совмещаемой. За период обслуживания с каждой операции поточной линии должно быть выпущено одинаковое количество деталей (изделий).
Расчет времени работы совместителей по выполнению каждой операции производится по формуле
Гсу=Л„хЛ:„у, (12) где К* - период обслуживания линии.
На основании произведенных расчетов числа рабочих мест для каждой операции, времени работы на недогруженных рабочих местах и принятой расстановки рабочих на линии строится график - регламент работы поточной линии (рис. 1). График-регламент составляется на один период обслуживания и для одного изделия, для которого в задании дана пооперационная технология.
Рассчитывается длительность периода выпуска изделия каждого наименования по формуле
На основании полученных результатов строится план-график работы линии (рис. 2). Рассчитывается общее время работы линии за планируемый период (месяц).
Фля = %4>, + %Гл/, (И)
где Т„ - потери рабочего времени в связи с переналадкой линии (определяются
на основе коэффициента т^);
1 - число переналадок линии. Изделие А
16 смен
Изделие Б
9 смен
Изделие В
19 смен
б 319
Рабочие дни месяца
Рис. 2. План график переменно-поточной линии (при двухсменной работе)
2.4. Расчет заделов поточной линии
На следующем этапе надо рассчитать величину внутрилинейных заделов: технологического, оборотного и транспортного. Прежде всего определяется технологический задел. Под технологическим заделом понимают детали, находящиеся в процессе непосредственной обработки на рабочих местах.
Расчет производится по формуле:
к
2т = %СлрУ%"обру, (15)
где Добр, - число деталей (изделий), одновременно обрабатываемых на]-ой операции.
Далее рассчитываются оборотные заделы на линии. Под оборотным заделом понимают количество деталей, которое необходимо для бесперебойной работы на смежных операциях, имеющих различную трудоемкость. Для каждой пары смежных операций за определенный промежуток времени расчет производится по формуле
; '
где - величина оборотного задела между ]-й и (]+1)-й операциями за время Т, шт.;
Т - время совместной работы на]-й и (|+1)-й операциях, мин.; Тшт] - норма штучного времени на]-ю операцию, мин.
На основе расчетов на графике-регламенте работы линии строится движение оборотного задела. Рассмотрим пример расчета оборотного задела на основании рис. 1. Детали проходят обработку на пяти операциях, выпуск за период обслуживания (4 часа) составляет 240 штук.
Между первой и второй операциями за первые четыре часа работы расходуется задел, созданный за предыдущий период обслуживания. Величина этого задела:
2, , = 240 х - !-) = -240шт.;
^ 1,0 0,5 '
2"з,4 =120х(0-^) = -240шт.
Задел со знаком «-» означает, что для одновременной работы станков на смежных операциях в рассматриваемый период времени к началу периода на предыдущей операции должен быть создан задел деталей, который будет потребляться последующей операцией.
Следующие четыре часа рабочий на второй операции не работает, так как переходит на операцию «4», и задел возрастает до величины:
2%,2 =240х(^-0) = 240шт.
Знак «+» означает, что за рассматриваемый период времени задел возрастает. Между второй и третьей операциями за первые четыре часа задел возрастёт:
2? о = 240 х (-1 !—) = 160шт.
^ 0,5 0,75'
В последующие два часа рабочий на второй операции не работает (он переходит на операцию»5») и задел расходуется :
2'г. з = 120 х (0 - ^) = -160шт.
Между третьей и четвертой операциями за первые четыре часа задел возрастает:
2т4 =240х(—!—-0) = 320шт. 0,75
В последующие два часа задел расходуется на величину:
2з,4=120х(^-А_) = -80шт.
Таким образом, через шесть часов работы оборотный задел между третьей и четвертой операциями составляет:
320-80 = 240.
В последующие два часа работы задел расходуется.
Между четвертой и пятой операциями за первые четыре часа работы расходуется созданный ранее задел, так как на четвертой операции рабочий не работает:
2л, =240х(0 !-) =-192шт.
^ 1,25
В последующие два часа задел возрастает до величины:
В последние два часа работы на пятой операции работают двое рабочих и задел возрастет:
24,5 =120 —) = 144шт.
0,5 1,25^
Его общая величина к следующему периоду обслуживания составляет:
144+ 48 = 192шт.
Оборотные заделы, как видно из расчетов непрерывно изменяются от
максимальной величины до минимальной. Определение максимальной величины задела требуется для исчисления площади, необходимой для складирования деталей между рабочими местами.
Величину оборотного задела для всей поточной линии определяют суммированием величин всех межоперационных заделов на каждый час. Для этого суммируют ординаты заделов по всем эпюрам и полученную суммарную ординату откладывают на графике. Соединив все точки ординат, получают эпюру суммарного оборотного задела поточной линии.
3. ПЛАНИРОВКА ПОТОЧНОЙ ЛИНИИ
3.1. Выбор транспортных средств Применяемые на поточных линиях средства межоперационного транспорта весьма разнообразны. Выбор их зависит от габаритов, массы, конфигурации обрабатываемых предметов, способа их крепления, от особенностей производственного помещения.
Транспортные средства, которые обслуживают поточные линии, работающие со свободным ритмом, можно разделить на немеханизированные и механизированные. К немеханизированным транспортным средствам относятся рольганги, ручные тележки, передвижные стеллажи, круглые столы и т. д. Их конструкции должны отвечать особенностям обрабатываемых предметов. К механизированному транспорту относятся различного рода транспортеры, электро - и автокраны, кран-балки и т. д.
Выбор транспортных средств необходимо обосновать.
3.2. Планировка оборудования
Планировка оборудования, т. е. расположение рабочих мест осуществляется в зависимости от принятого числа рабочих мест на линии, допускаемых между ними расстояний, от применяемых транспортных средств, размеров и конфигурации имеющейся площади. Варианты планировки приведены на рис. 3.
Рис 3 Варианты планирования поточных линий
Планировка оборудования должны быть выполнена на плане в масштабе 1:100 Должны быть обозначены границы участка, на котором расположена поточная линия, указаны кладовые материалов и готовой продукции. Необходимо указать рабочие места контролеров и рабочих-совместителей. При расположении оборудования должны соблюдаться нормы и требования техники безопасности
Планировка оборудования должна обеспечивать эффективное использование производственных площадей, прямоточность движения и наиболее короткие технологические линии при минимальных путях перемещения изделий.
Потребность в производственной площади, необходимой для установки оборудования и организации ручных рабочих мест, определяется по формуле-
где Спр, - принятое число рабочих мест]-го типа,
^ - средняя площадь, приходящаяся на рабочее место ]-го типа; Ввел, - вспомогательная площадь, приходящаяся на рабочее место ^го типа к - число рабочих мест на линии.
Значения 5, и 5*%,, берутся из каталогов оборудования или из табл. 2. Минимальные расстояния между станками могут быть взяты из табл. 3
Таблица 2
Средние производственные площади на единицу оборудования
Средняя производственная Вспомогатель-
Наименование цехов площадь, м^ нал площадь, в
На единицу На одно вер - процентах от
оборудования стачное место производствен-
____________________________ А_____ Б_____ А_____ Б ной площади
Прессовый | 5- | -6 | 6- | -7 | 4- | -5 | 4- | -5 | 25- | -30 |
Штамповочный | 7- | -8 | 8- | 10 | 5- | -6 | 5- | -6 | 25- | -30 |
Автоматно-револьверный | 7- | -8 | 8- | 10 | 5- | б | 5- | -б | 20- | -25 |
Механический | 7- | -8 | 8- | -9 | 5- | -6 | 5- | -6 | 20- | -25 |
Слесарно-сборочный | 8- | 10 | 9- | 11 | 7- | -8 | 8- | 10 | 15- | -20 |
Намоточных изделий | 5 - | -6 | 6 | -7 | 4- | -5 | 4- | -5 | 14- | - 17 |
Узловой сборки | 4- | -5 | 5- | -6 | 4- | -5 | 4- | -5 | 15- | -20 |
Общей сборки | б | -7 | 6 | -7 | 5- | -7 | 6 | -8 | 20- | -25 |
Примечания. А - норма производственной площади для цехов, выпускающих несложную продукцию; Б - норма производственной площади для цехов, выпускающих сложную и особо сложную продукцию.
Тоб/шуд 3
Минимальные расстояния между станками
и элементами конструкции здании
 Расстояние, мм
Расстояние, мм
Для мелких Для сред-Варианты расположения оборудо - станков га - них станков вания и определение расстояний баритом до габаритом
1800*800 до
4000*2000
Примечание. Размеры основных проездов: при односторонней транспортировке ширина транспортного средства составляет +500 мм, при двухсторонней транспортировке двойная ширина транспортного средства равна +250 мм.
3.3. Планировка рабочего места
Планировка рабочего места производится следующим образом. Необходимо спроектировать одно рабочее место. При этом следует учесть требования научной организации труда (НОТ):
1) производственная площадь должна использоваться экономно;
2) оснастка рабочего места должна быть размещена в зоне досягаемости рабочего и обзорности;
3) предметы располагаются на постоянных местах;
4) справа располагаются предметы, которые берут правой рукой, слева - которые берут левой;
5) ближе размещают предметы, используемые в работе чаще, дальше - используемые реже.
Весь графический материал по данному разделу выполняется в соответствие с ЕСКД.
4. РАСЧЕТ ТЕХНИКО ЭКОНОМИЧЕСКИХ ПОКАЗАТЕЛЕЙ УЧАСТКА
(ПОТОЧНОЙ ЛИНИИ)
4.1. Расчет численности работников
Сначала определяется среднесписочное число основных рабочих линии по формуле
Сс=С, хфш_хД^, (18)
1 А
где
С» - явочное количество рабочих линии;
Р„ом и Р, ф - номинальный и эффективный фонд времени одного рабочего (годовой); К*, - количество смен работы линии. Для определения номинального и эффективного фондов времени разрабатывается бюджет рабочего времени одного рабочего. Пример годового бюджета приведен в табл. 4.
Продолжительность очередных годовых отпусков определяется по формуле
100
(19)
где Р, з, Р, в, Р24 - процент рабочих, имеющих очередные отпуска продолжительностью соответственно 15, 18 и 24 рабочих дня.
Коэффициенты 13, 15 и 20 учитывают, что отпуск предоставляется на установленное законодательством количество рабочих дней по календарю, т. е. с одним выходным днем в воскресенье. Поэтому при пятидневной рабочей неделе из продолжительности отпуска должны быть исключены субботы.
Средняя продолжительность декретных отпусков, времени выполнения государственных обязанностей и невыходов на работу по болезни принимается по данным предприятия или значениям графы 4 табл.4.
При определении средней продолжительности рабочего дня учитывается сокращенный рабочий день подростков и рабочих, занятых на вредной работе, а также сокращенный рабочий день в предвыходные и предпраздничные дни. Эти данные рассчитываются по группам рабочих и в абсолютных величинах относятся к общей численности рабочих. Так, например, если число рабочих с вредными условиями труда составляет 200 человек при среднесписочном числе рабочих 4000 человек, то продолжительность рабочего дня одного рабочего сократится в среднем на (200*60)/4000 = 3 мин., или 0,05 ч.
Численность вспомогательных рабочих определяется по рабочим местам (кладовщики, крановщики и т. д.) и по нормам обслуживания (наладчики, дежурные слесари и т. д.). Численность ИТР, служащих, МОП и учеников определяют на основе схемы управления цехом и штатного расписания.
В курсовом проекте укрупненный расчет может быть сделан в процентах к численности основных рабочих: вспомогательные рабочие -%, ИТР %, служащие - 3,0 - 3,5%, МОП - 0,7 - 0,9%, ученики - 2,5 - 3,0%.
4.2. Расчет фондов заработной платы
Для определения планового месячного фонда заработной платы рабочих линии, выделяют часовой, дневной и месячный фонды заработной платы рабочих. В основе этих фондов лежит фонд прямой заработной платы, который состоит из оплаты труда, согласно расценкам на производство единицы продукции (3„р сл), рабочих - сдельщиков, и оплаты труда рабочих - повременщиков, производимую на основании часовых тарифных ставок (3„р по*,):
Злрсб = 2Хх%т,; (20)
б
^лрлмр ^ ^эф % ]С^ЧМОф& % ("сммоф&' (21)
где М, - выпускаемое количество изделий 1-го наименования;
Зшт I - сумма сдельных расценок за одно изделие 1-го наименования; Рзф - эффективный фонд времени одного рабочего; Зч повр к - часовая тарифная ставка повременщика к-го разряда; Со, повр ь.- списочное число рабочих-повременщиков к-го разряда; Тогда Зшг, за одно изделие I равно:
^ыдп; (22)
Расценка по ]-й операции за изготовление изделия 1-го наименования определяется следующим образом:
Зюту^^шт&хЗц» (23) где Зщт ц - расценка за ]-ю операцию при обработке изделия 1-го наименования; (цгг,, - штучная норма времени на ]-й операции;
Зч - тарифная ставка соответствующего разряда работы. Фонд часовой заработной платы включает кроме фонда прямой заработной платы также премиальные доплаты, надбавки бригадирам (за руководство бригадой), доплаты за обучение учеников, доплаты за работу в ночное время.
Сумма премии по сдельно-премиальной системе оплаты труда определяется по формуле
-^м/)сжсу) - 3»рс<) X (24)
где Р;д - процент премии к сдельной заработной плате.
Сумма премии по повременно-премиальной системе оплаты труда определяется по формуле:
9 д - "«У /^^х |
ЮО
где Рповр - процент премии к повременному тарифу заработной платы.
Рекомендуется премировать рабочих-сдельщиков поточной линии за выполнение месячного плана производства при качественном выполнении работ в размере 15% месячного сдельного заработка и за каждый процент перевыполнения плана в размере 2% месячного заработка Общая сумма премиальных выплат в месяц при этом не должна превышать 30% месячного сдельного заработка.
Рабочие - повременщики премируются за качественное и своевременное выполнение работ в размере до 30% месячного оклада.
Доплата бригадирам за руководство бригадой устанавливается в размере 10% тарифной ставки при составе бригады от 5-ти до 10-ти человек и 15% - при составе свыше 10-ти человек.
Оплата за каждого обучаемого в месяц при одновременном обучении: одного ученика - 70 руб., двух - 50 руб., трех - 40 руб., четырех -35 руб.
При работе в ночное время (с22 до 6 часов) работнику за каждый час ночной работы выплачивается дополнительно 1/7 часовой тарифной ставки.
Величина этих доплат определяется по формуле
6
= у ) (26)
где: Зчк - часовая тарифная ставка рабочего к-го разряда;
Тщ,., - количество человеко-часов работы в ночное время.
9П
Фонд дневной заработной платы включает фонд часовой заработной платы и все виды доплат, связанные с оплатой внутрисменных перерывов (подросткам, кормящим матерям и т. д.).
Сумма доплат подросткам за сокращенный на 1 час рабочий день определяется по формуле
3<)ол л - О, х Зц, л, (27)
где С„ - число подростков;
Зсрп - средневзвешенная часовая тарифная ставка подростков.
Сумма оплаты перерывов кормящим матерям определяется по формуле
^<)ол кор " ^кор ^ ^ср ксу ^ ^1 (^^) где Стр - число кормящих матерей;
Зср кор - средневзвешенная часовая ставка кормящих матерей;
Т - оплачиваемое время перерывов в день (можно принять ТМч.)
Фонд месячной заработной платы включает фонд дневной заработной платы и все виды выплат, связанные с оплатой целодневных перерывов в работе (оплата очередных отпусков и т. д.).
Оплата отпусков определяется по формуле
^отл = % /7отл % 0:л' (29) где Здн - среднедневная заработная плата рабочих;
Дотп - средняя длительность отпуска, приходящаяся на одного рабочего;
Со, - среднесписочное число рабочих.
Среднедневная заработная плата определяется по формуле
-, (30)
^сл ^ /7л«ес где Фд„ - фонд дневной заработной платы;
Дмес - отработанное количество дней в месяц.
Оплата целодневных невыходов, связанных с выполнением государственных и общественных обязанностей, рассчитывается аналогично.
Среднемесячная заработная плата одного рабочего определяется по формуле
Зл„с=^, (31)
^сл
где Ф„ес - месячный фонд заработной платы рабочего.
Оплата декретных отпусков и временной нетрудоспособности производится из фонда социального страхования, который не включается в фонд заработной платы рабочего.
Однако, помимо прямых выплат рабочим, фонд заработной платы включает в себя обязательные отчисления во внебюджетные специализированные фонды, которые являются обязательными платежами и рассчитываются в процентном отношении к сумме основной и дополнительной заработной платы. Эти обязательные платежи носят название «Начисления на социальные нужды», и складываются из следующих обязательных платежей: отчисления в пенсионный фонд - 28%, отчисления на обязательное медицинское страхование -3,6%, отчисления на социальное страхование - 5,4%, отчисления на содержание правоохранительных органов - 1%, отчисление в фонд занятости - 1%. Общая сумма начислений на социальные нужды составляет 39%.
Общий фонд заработной платы рассчитывается по формуле
ФЗ/7^=Фа, с +ЯСЯ, (32) где НСН - начисления на социальные нужды.
Расчет фонда заработной платы включается в табл.5.
Форма для расчета фонда заработной платы основных рабочих поточной
линии
.____________ Структура фонда заработной платы___________________________________________ Сумма, руб.
Фонд прямой заработной платы
Доплаты до часового фонда:
1)
2)
3)
Итого (Фонд часовой заработной платы)
Доплаты до дневного фонда:
1) 2) 3)
Итого (Фонд дневной заработной платы)
Доплаты до месячного фонда
1) 2) 3)
Итого (Фонд месячной заработной платы без НСН)
Начисления на социальные нужды
Итого (Общий месячный фонд заработной платы)
Среднемесячная заработная плата одного рабочего
Примечание. При выполнении расчетов по данной таблице необходимо пользоваться данными бюджета рабочего времени (см. табл. 4).
Расчет планового месячного фонда заработной платы ИТР, служащих и МОП выполняется на основании штатной численности (см.4.1) по средним окладам. Премии данным категориям работников выплачиваются также как и основным рабочим.
4.3. Расчет себестоимости изготовления изделия
Расчет себестоимости единицы каждого вида продукции производят по форме 1.
Затраты на основные материалы на единицу продукции определяют по формуле
/л л
^ = ^Ес, х#,-Ес,,хд,,, (зз)
где К? з - коэффициент транспортно - заготовительных расходов (1,05-1,08);
С; - норма расхода материала 1-го вида;
Ц; - цена единицы материала 1-го вида; Со, - норма реализуемых отходов; Цо, - цена единицы отходов;
т - число видов основных материалов;
п - число видов реализуемых отходов.
Форма 7
Калькуляция на
Величина отходов
С„=(С-С,)хО,95, (34)
где Сч - чистая масса детали;
0,95 - коэффициент, учитывающий 5% безвозвратно теряемых отходов.
Цены на материалы и отходы берутся в прейскурантах оптовых цен.
В состав основной заработной платы основных рабочих включается оплата технологических операций по сдельным и повременным системам, а также доплаты по повременно - и сдельно-премиальным системам. Таким образом, дополнительная заработная плата включает в себя оплату за вредные условия труда, оплату отпусков, оплату времени выполнения государственных и общественных обязанностей и т. д. Затраты на основную и дополнительную заработную плату, а также начислений на социальные нужды, определяются на основании расчетов фондов заработной платы.
![]() Расходы на содержание и эксплуатацию оборудования (Р^) и цеховые расходы (Рцс\) включаются в себестоимость пропорционально основной заработной плате основных рабочих
Расходы на содержание и эксплуатацию оборудования (Р^) и цеховые расходы (Рцс\) включаются в себестоимость пропорционально основной заработной плате основных рабочих
хЮО, (35)
![]()
|
С,
хЮО, (36)
где С*, - сумма затрат на содержание и эксплуатацию оборудования;
Сцех - сумма цеховых расходов;
Зое - основная заработная плата основных рабочих. Величины С,„ и С,^ определяются из смет соответствующих расходов (формы 2 и 3).
Общезаводские расходы могут быть приняты в размере% от основной заработной платы основных рабочих.
Внепроизводственные расходы могут быть приняты в размере 3 - 5% от производственной себестоимости.
Затраты на амортизацию оборудования и транспортных средств определяются по формуле
где 5; - стоимость единицы оборудования ]-го типа; С, - количество единиц оборудования ]-го типа; И, - норма амортизационных отчислений; п - число типов оборудования.
В курсовом проекте расчет может быть сделан укрупненно по формуле
3.=
100
^, (38)
где 8 - среднегодовая стоимость основных фондов; Н.= 13%.
Затраты на капитальный ремонт оборудования и транспортных средств определяется аналогично как и затраты на амортизацию, а укрупненно по фор-
3..=- ^, (39)
100
муле
где Н„р - норма отчислений на капитальный ремонт (Н*р = 7,5%)
Форлю 2
Смета затрат на содержание и эксплуатацию оборудования
Наименование статей расходов | Сумма, руб |
Амортизация оборудования и транспортных средств | |
Капитальный ремонт оборудования и транспортных средств | |
Энергия | |
Вспомогательные материалы | |
Заработная плата вспомогательных рабочих и начисления на социальные нужды | |
Текущий ремонт оборудования и транспортных средств | |
Износ малоценных и быстроизнашивающихся предметов | |
Прочие расходы | |
ИТОГО: |
Форма 3
Смета цеховых расходов
Наименование статей расходов | Сумма, руб. |
Содержание цехового персонала | |
Содержание зданий и сооружений | |
Текущий ремонт зданий и сооружений | |
Амортизация зданий и сооружений | |
Прочие расходы | |
ИТОГО: |
Затраты на силовую электроэнергию определяются по формуле
3^=^х^х^х^^х^., (40)
где Пд - цена одного киловатт-часа электроэнергии (в курсовом проекте можно
принять Ц, = 0,25 руб.); ' Кс - коэффициент спроса на электроэнергию (можно принять К* = 0,2 - 0,3); Рэф - эффективный фонд времени работы оборудования;
- коэффициент загрузки оборудования ]-го типа; Руст] - установленная мощность электродвигателя ]-го типа.
Затраты на воду на производственные нужды определяются по формуле
3,=Ц, х?„ (41)
где И* - цена за один кубометр воды
(в курсовом проекте можно принять Ц„ = 0,4 руб); Р. - расход воды (можно принять Р. = 4 - 5 м"* в месяц). Затраты на вспомогательные материалы определяются по формуле
^.^„«ихС, (42) где К„сп I - затраты на вспомогательные материалы на единицу оборудования (в курсовом проекте можно принять К^п, -руб. в месяц) С - количество единиц оборудования.
Основная заработная плата вспомогательных рабочих, обслуживающих
оборудование рассчитывается на основе их численности определенной в 4.1.
Средний разряд вспомогательных рабочих - 3-й. Размер премии 20%.
27
Дополнительная заработная плата вспомогательных рабочих и начисления на социальные нужды рассчитываются также, как и для основных рабочих.
Расходы на текущий ремонт оборудования и транспортных средств можно принять в размере 5 - 6% от их стоимости.
Износ малоценных и быстроизнашивающихся предметов может быть рассчитан по нормативу 1рублей в месяц на одного основного рабочего.
Прочие расходы могут быть приняты в размере 3% от суммы всех предыдущих статей.
Содержание цехового персонала включает заработную плату ИТР, служащих и МОП. Данные берутся из расчета, выполненного в 4.2.
Расходы на содержание зданий и сооружений определяются на основе расчета площади участка (по планировке поточной линии) и его объема (высота помещения-4-5 метров).
В расходы включаются:
а) затраты на электроэнергию для освещения
3,„=РГхЯ„ (43) где \У - потребность в электроэнергии, кВт/ч;
Ц, - цена одного киловатт-часа электроэнергии. Потребность в электроэнергии определяется по формуле
Ж = Я, хКхГ, (44) где Н, - норматив расхода электроэнергии на 1 м^ производственного помещения (в курсовом проекте можно принять Н, = 0,15 кВт/ч); V - объем производственного помещения;
Т - время пользования электроэнергией (при двухсменной работе Т = часов в месяц).
б) затраты на пар для отопления
:ц,=а, х/4, (45)
где 0_„ - потребность в паре, т;
Ц, - цена за 1 тонну пара (в курсовом проекте можно принять Цп= 30-35 руб.). Потребность в паре определяется по формуле
8л=Я,,х(/хГ, (46) где % - норматив расхода пара на 1 м"* производственного помещения (в курсовом проекте можно принять Н„=2* 10т/ч); Т - период отопления (можно принять Т = 4ч/год), в) затраты на воду для бытовых нужд
3,=&%#„ (47) где р, - потребность в воде, м';
Ц, - цена за I м^ воды (в курсовом проекте можно принять Ц„=0,4 руб.).
Потребность определяется из расчеталитров в смену на одного
работающего.
Затраты на текущий ремонт зданий и сооружений принимают в размере 2 - 3% от их стоимости.
Затраты на амортизацию зданий и сооружений, а также на капитальный ремонт зданий и сооружений определяются аналогично расчету затрат на амортизацию и капитальный ремонт оборудования. Если для расчета используются формулы (38) и (39), то можно принять, что для зданий На= 3,1%, а Н„р = 1,8%, для сооружений - Н„=4,6%, а Н*,, = 2,7%.
Стоимость зданий и сооружений определяется из расчета 100руб/м^.
Прочие цеховые расходы можно принять в размере 5 - 10% от суммы всех предыдущих статей.
Выбор величины интервального показателя должен быть обязательно обоснован.
4.4. Сводные технико-экономические показатели
Сопоставление технико-экономических показателей проектируемой линии с соответствующими показателями действующих линий позволяет сделать вывод о целесообразности предложенного проекта. Результаты расчетов вносятся в таблицу (форма 4).
Выработка продукции на одного основного рабочего определяется по формуле
(48)
где Мгод - годовой выпуск продукции по цеховой себестоимости; Сс - среднесписочная численность основных рабочих.
Форма 4
Выработка продукции на одного основного рабочего по показателю чистой продукции определяется по формуле
Л,
з - 3
^ол* ""«ел
3 -3
(49)
где Зон - затраты на основные материалы;
3„с„ - затраты на вспомогательные материалы; 3, - затраты на амортизацию основных фондов; Зкр - затраты на капитальный ремонт.
Расчет остальных технико-экономических показателей пояснений не требует.
5. ПРИМЕР РАСЧЕТА КАЛЕНДАРНО ПЛАНОВЫХ НОРМАТИВОВ
Рассчитаем прерывно-поточную линию, на которой обрабатываются валы электродвигателей серии А2 трех габаритов (изделия А, Б, В).
Месячная программа выпуска по изделиям: N^=2500 шт.; N6=2000 шт.; Мв=4000 шт. Трудоемкость изготовления изделий: чг=15 мин., (д=17 мин.
Линия работает 23 дня в месяц в две смены.
В качестве примера рассмотрим операционно-технологическую карту изделия А (табл. 6).
Операционно-технологическая карта изделия А
Номер операции | Содержание операции | Разряд работы | Норма штучного времени, мин. |
1 | Фрезерование торцов вала и центрирование | 3 | 2,9 |
2 | Обточка шеек вала и вытягивание канавок | 4 | 2,3 |
3 | Накатывание рифлений | 3 | 2,7 |
4 | Шлифовка шеек вала | 4 | 1,7 |
5 | Фрезерование шпоночного паза | 4 | 2,3 |
6 | Запрессовка вала в пакет ротора | 4 | 1,1 |
7 | Шлифовка вала под шкив, вентилятор и подшипники | 4 | 5,5 |
8 | Динамическая балансировка ротора | 4 | 2,1 |
Эффективный фонд времени работы линии за месяц Р, ф = =23*8,2*2(1--5/100) = 358 ч.
Средний такт линии рассчитывается следующим образом:
![]() х 60 = 2,4 л<ин.
х 60 = 2,4 л<ин.
2500 + 2000 + 4000 Фонд времени за месяц, необходимый для изготовления изделия каждого
наименования:
Ф^ =340х
2500x20,6
(2500 х 20,6) + (2000 х 15) + (4000 х 17)
149500
Фд =340х |
149x17
= 155 ч;
149500
Число рабочих мест по операциям для изделия А:
2,9 | |
2,@ | 1x1,2 |
2,3 | |
2,1 | 31x1,1 |
2,7 | |
2,! | 31x1,1 |
17 | |
2,1 | 31x1,15 |
2,3 | |
2,1 | 31x1,2 1,1 |
2, | 31x1,2 |
5,5 | |
2, | 81x1,2 |
2,1 |
2,81x1,2
2500 68x60 2x60 |
П7х60
= _____ = 2,81 л*ын;
4000 |
= 2,04 А*ым; = 2,33 л<ым.
32
Принятое число рабочих мест по операциям для изделия А:
Допустим, что расчет числа рабочих мест по операциям для изделий Б и В дал те же значения принятого числа рабочих мест, что и по изделию А. Тогда общее число рабочих мест на линии:
0 = 1 + 1 + 1 + 1 + 1 + 1 + 2 + 1 = 9 рабочих л*еом Коэффициенты загрузки каждого рабочего места по операциям для изделия А:
^,=^ = 0,86; ^=ф = 0,74; ^3=^ = 0,87; с,=^р = 0,53;
Л",л7=у = 0,8-5; *,^М?_0,62;
Пример расчета заделов поточной линии и построение графика регламента работы линии приведены в разделе 2 данного руководства.
6. ЗАДАНИЕ НА КУРСОВОЙ ПРОЕКТ
Из табл 7 по сумме двух последних цифр шифра выбирается вариант программы выпуска изделий на поточной линии и операционная технология по изделию (трудоемкость изделия Д = 483,6 мин., трудоемкость изделия Б = 454,7 мин. одинаковы для всех вариантов).
Изделие А
Вал двигателя серии А2: 2„,а\ = 280 мм; 0^ - 60 мм.
Масса заготовки - 6,1 кг; чистая масса - 4,9 кг; материал - Ст.45.
Укрупненный технологический процесс (операционно-технологическая карта) приведен в табл.8.
Изделие Б
Вал-ротор асинхронного электродвигателя серии А2 пятого габарита: 2т«= 509 мм; О^х = 52 мм.
Масса заготовки - 13 кг; чистая масса - 8,5 кг; материал - Ст.5, ГОСТ-60. Укрупненный технологический процесс приведен в табл.9.
Таблыыа 7
Изделие В
Вал асинхронного электродвигателя серии А2: %т« = 407 мм; 43мм. Заготовка-поковка массой 6,9 кг; чистая масса - 4,9 кг; материал - Ст.45, ГОСТ 1050-60.
Укрупненный технологический процесс приведен в табл. 10.
Таблиыа 7 /
Изделие Г
Электродвигатель АК-2-560, габариты: 160 мм Укрупненный технологический процесс приведен в табл.11.
7. Библиографический список
1. Сборник нормативных документов. О составе затрат и единых нормах амортизационных отчислений. - М.. Финансы и статистика, 1992.
2. Балашов ПИ. Ритмичность производства. - М.: Знание, 1980.
3. , Карлик продукции: резервы и пути снижения. - Л.: Судостроение, 1990.
4. Коновалова мощности предприятий. - М.: Экономика, 1987.
5. , Туровец машиностроительного производства: (Теория и практика). - М.: Машиностроение, 1982.
6. Организация и планирование машиностроительного производства: Учебник / Под ред. и др. - М.: Высш. школа, 1988.
7. , Кузин и оперативное управление машиностроительным производством: Учебник.-Л.: Машиностроение, 1988.
8. Справочник нормировщика / Под ред. . - Л.: Машиностроение, 1986.
9. Экономика машиностроения / Под ред. . - Л.: Машиностроение, 1985.
10. Экономика, организация и планирование промышленного производства: Учебник / Под ред. . - М.: Высш. школа, 1985.
11. Эффективность капитальных вложений: Сборник утвержденных методик. - М.: Экономика, 1993.
Приложение
Таблица IV
Цены (ориентировочные) на некоторые виды оборудования (уточняются по каталогам)
Наименование | Марка | Цена, руб. |
Фрезерно-центровальный станок барабанного типа | МР-78 | 64000 |
Шпоночно-фрезерный станок | А986М | 97000 |
Токарно-гидрокопировальный полуавтомат | 1712СЗ | 42000 |
Токарный | А983Р | 57000 |
Бесцентрово-шлифовальный станок | ЗБ180В | 52000 |
Накаточный станок | 5964Р | 57000 |
Балансировочный полуавтомат | 9720М | 16000 |
Пресс с горизонтальной осью запрессовки | МА40 | 6200 |
Содержание
1. Общие указания 3
2. Оперативно-производственное планирование 5
2.1. Расчет тактов линии 5
2.2. Расчет числа рабочих мест на линии и их загрузки б
2.3. Составление графиков работы линии 8
2.4. Расчет заделов поточной линии 10
3. Планировка поточной линии 13
3.1. Выбор транспортных средств 13
3.2. Планировка оборудования 13
3.3. Планировка рабочего места 16
4. Расчет технико-экономических показателей участка (поточной ли-
нии) 16
4.1. Расчет численности работников 16
4.2. Расчет фондов заработной платы 19
4.3. Расчет себестоимости изготовления продукции 24
4.4. Сводные технико-экономические показатели 30
5. Пример расчета календарно-плановых нормативов 31
6. Задание на курсовую работу 33
7. Библиографический список 37
Приложение 38
Редактор Сводный темплан 2005 г.
Лицензия ЛР № 000 от 14.02.97
Санитарно-эпидемиологическое заключение № 78.01.07.953.П.005641.11.03 от
21.06.2005 г.
Подписано в печать 2&0#. Формат 60x84 1/16
Б. кн.-журн. П. л. 2,75 Б л. 1,375 Изд-во СЗТУ
__________________ Тираж ^Л"_______________________ Заказ _______________
Северо-Западный государственный заочный технический университет
РИО СЗТУ, член Издательско-полиграфической ассоциации университетов
России
Санкт-Петербург, ул. Миллионная, д. 5
