
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
5. По виду стружечных канавок:
а) прямые сквозные (рис. 2.4а);
б) укороченные канавки (рис. 2.4б);
в) винтовые сквозные (рис. 2.4в);
г) бесканавочные (бесстружечные).
6. По комплектности:
а) однокомплектные;
б) многокомплектные (резьба образуется комплектом из двух и более метчиков).
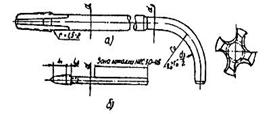
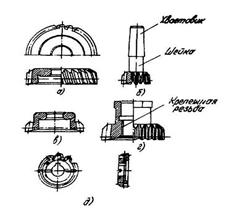
Рис. 2.5. Гаечные метчики: а) с изогнутом хвостовиком; б) с прямым хвостовиком
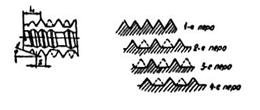
Рис. 2.6. Метчики с резьбой через шаг
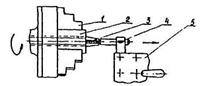
Рис. 2.7. Схема нарезания резьбы метчиком - протяжкой: 1 - патрон;
2 - деталь; 3 - метчик - прогяжка; 4 - державка; 5 - суппорт
7. По виду деталей, в которых нарезается резьба:
а) гаечные - для нарезания резьбы в гайках на гайконарезных станках; они изготавливаются с прямыми (рис. 2.5б) и изогнутыми (рис. 2.5а) хвостовиками;
б) трубные - для нарезания трубной резьбы в трубах и муфтах;
в) плашечные и маточные - для нарезания, калибрования резьбы в плашках;
г) специальные (сдвоенные) ступенчатые; с прерывной резьбой (рис. 2.6); для трапецеидальной, прямоугольной и других видов профилей.
8. Комбинированные метчики:
а) сверло + метчик;
б) метчик + метчик;
в) передняя направляющая часть + метчик;
г) метчик + задняя направляющая часть.
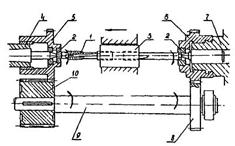
Рис. 2.8. Схема двух опорного протягивания резьбы:
1 - метчик - протяжка; 2 - сменные втулки; 3 - деталь; 4 - шпиндель;
5, 6, 8, 10 - зубчатые колеса; 7 – задняя бабка; 9 - вал.
2.6. Измерение метчика
Измерению подлежат конструктивные и геометрические параметры метчика. Параметры и инструмент для измерения приведены в табл. 2.1.
Порядок измерения переднего угла метчика.
1. Метчик устанавливается в центрах (рис. 2.9).
2. Острие рейсмаса выставляют по линии центров. Отмечают показания штангенрейсмаса.
3. Переднюю поверхность метчика без просвета совмещают с лезвием штангенрейсмаса, передвигая измерительную линейку рейсмаса. Отмечают показания на линейке.
4. Определяют разность показаний по линейке штангенрейсмаса.
5. Подсчитывают передний угол по формуле:
Sing = h/R,
где R - радиус метчика.
Порядок измерения заднего угла метчика.
Задний угол а на главной режущей кромке у торца и по калибрующей части определяют с помощью индикатора, для чего:
1. Метчик устанавливают в центрах (рис. 2.10).
2. Ножку индикатора устанавливают на вершину зуба, индикатору дают натяг в 1... 1,5 мм.
3. Поворачивая метчик, определяют падение затылка K1 по вершине пера В.
4. Подсчитывают задний угол по формуле: tga = K1/B.
Таблица 2.1
Измеряемые параметры метчика
№№ пп | Наименование | Обозначение | Инструмент для измерения |
1 | Общая длина | L | штангенциркуль |
2 | Длина рабочей части | 1 | - |
3 | Длина режущей части | 11 | - |
4 | Длина калибрующей части | 12 | - |
5 | Размеры хвостовика | lхв, dхв | - |
6 | Угол заборного конуса | j | Инструментальный микроскоп |
7 | Половина угла профиля | y/2 | - |
8 | Наружный диаметр | d | - |
9 | Средний диаметр резьбы метчика | d2 | - |
10 | Внутренний диаметр резьбы | d1 | - |
11 | Обратный конус | j1 | - |
12 | Шаг | S | - |
13 | Передний угол | g | Рис. 2.9 |
14 | Задний угол | a | Рис. 2.10 |
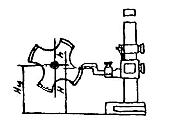 Рис. 2.9. Схема контроля переднего угла метчика
Рис. 2.9. Схема контроля переднего угла метчика
Рис. 2.10. Схема контроля заднего угла метчика 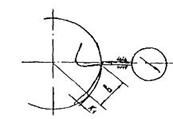
2.7. Контрольные вопросы
1. Назовите основные конструктивные элементы метчика.
2. Перечислите основные движения метчика при резьбонарезании.
3. Как формируется задний угол га режущей части метчика?
4. Перечислите схемы резания при нарезании резьбы метчиком.
5. Назовите по каким признакам квалифицируются метчики.
6. Перечислите последовательность измерения переднего угла метчика.
7. Перечислите последовательность измерения заднего угла метчика.
3. Лабораторная работа № 10
Исследование комплекта метчиков
3.1. Цель работы
Целью работы является исследование конструкции, измерение элементов рабочей части и габаритных размеров метчиков комплекта.
3.2. Содержание работы
Время выполнения работы – 2 часа.
1. Используя данные методического материала, изучить конструктивные и геометрические элементы метчиков в комплекте.
2. По заданию преподавателя определить размеры элементов рабочей части и резьбы метчиков в комплекте.
3. По данным измерения рассчитать величину падения на заборной части.
4. Произвести расчет распределения нагрузки между метчиками комплекта.
Меры безопасности при выполнении лабораторной работы:
1. Подготовка рабочего места.
2. Обратить внимание на опасность травматизма при обращении с острыми кромками инструмента.
3. Предотвращать падение режущего и мерительного инструмента.
3.3. Инструменты, приборы, оборудование
Образцы метчиков в комплекте, мерительный инструмент, инструментальный микроскоп
3.4. Общие сведения
Комплект метчиков в зависимости от шага резьбы и свойств обрабатываемого материала может состоять из двух, трех и более метчиков. Размеры рабочей части отдельных метчиков в комплекте зависят от принятого распределения нагрузки между метчиками и от выбранной схемы резания.
Резьбовая часть метчика определяется следующими элементами (см. рис. 3.1): наружным диаметром d, средним диаметром d2, внутренним диаметром d1, шагом резьбы s и углом профиля β.
На резьбовой части метчика делается z канавок для размещения стружки и получения заданного переднего угла γ. Режущая часть метчика выполняется в виде заборного конуса, угол которого φ зависит от шага резьбы и принятой толщины среза.
Для получения заднего угла α заборная часть метчика затылуется по наружному диаметру на величину:
![]() .
.
С целью уменьшения трения по боковым поверхностям профиля резьбы рабочая часть шлифованных метчиков затылуется по профилю на величину k1= 0,01-0,04 мм на ширине пера.
Кроме того, для уменьшения трения резьба на метчике по среднему d2, внутреннему d1 и наружному d диаметрам выполняется с обратной конусностью 0,05-0,1 на 100 мм длины. Форма и размеры гладких частей, длина рабочей части и габаритные размеры метчика выбираются из стандарта.
3.5. Порядок выполнения работы
Замерить элементы рабочей части и резьбы всех метчиков комплекта:
1) наружный диаметр d – микрометром или индикаторной скобой при нечетном z;
2) средний диаметр d2 – резьбовым микрометром, микрометром по методу трех проволочек или индикаторной скобой при нечетном z;
3) внутренний диаметр d1 – микрометром со специальными вставками или на инструментальном микроскопе в центрах (см. рис. 3.1а);
4) шаг резьбы S – на инструментальном микроскопе (см. рис. 3.1б);
5) половину угла профиля β/2 с левой и правой стороны на инструментальном микроскопе (см. рис. 3.1в);

а) б) в)
Рис. 3.1. Контроль резьбы метчика на микроскопе
6) длину заборного конуса l1 – штангенциркулем;
7) диаметр заборного конуса dк – штангенциркулем; угол заборного конуса определяется по формуле:
![]() ;
;
8) обратную конусность по среднему диаметру на длине калибрующей части – средствами для измерения среднего диаметра резьбы. Величина обратной конусности на 100 мм длины определяется по формуле:
![]() ,
,
где d21 и d22 - величина среднего диаметра в начале и конце калибрующей части; l2 - длина калибрующей части;
9) величину затылования k1 – по профилю резьбы метчика на ширине пера (определяется как разность средних диаметров в крайних точках по ширине пера);
10) ширину пера В и диаметр сердцевины d – штангенциркулем;
11) величину затылования на ширине пера k по наружному диаметру заборной части – индикатором в центрах.
По данным измерения вычисляется задний угол α: 
и величина падения затылка на заборной части:  .
.
Вычертить эскизы метчиков с указанием замеренных параметров резьбы и габаритных размеров метчиков. Определить толщину среза для всех метчиков комплекта по формуле:  .
.
Вычислить число режущих ниток метчика: ![]() .
.
Определить число зубьев, участвующих в работе: ![]() .
.
Рассчитать процент распределения нагрузки между метчиками комплекта по формулам, приведенным ниже. Обозначения в формулах соответствуют обозначениям рис. 3.2.
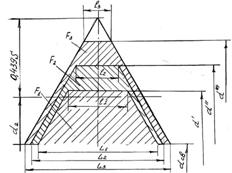
Рис. 3.2. Распределение нагрузки между метчиками
3.6. Содержание отчета
1. Выполнить эскизы метчиков (с поперечными сечениями и продольным сечением рабочей части) и указать габаритные размеры и элементы профиля резьбы.
2. Дать краткое описание способов измерения отдельных параметров.
3. Привести результаты измерения и расчетов по следующим формулам:
![]() ;
; ![]() ;
;
![]() ;
; ![]() ;
;
![]() ;
; ![]() ;
;
![]() ;
;
![]() ;
;
![]() ;
;
![]() ;
;
![]() ;
; ![]() ;
; ![]() ;
;
3.7. Контрольные вопросы
1. Как замеряется величина среднего диаметра резьбы метчика?
2. Как определить падение затылка по наружному диаметру заборного конуса метчика?
3. Как определить величину затылования по профилю резьбы метчика?
4. Как измеряются шаг и угол профиля резьбы?
4. Лабораторная работа № 11
Обмер и эскизирование червячных фрез
4.1. Цель работы
Целью работы является ознакомление с основными конструктивными элементами и геометрическими элементами червячных модульных фрез для нарезания зубьев цилиндрических зубчатых колёс, приобретения навыков по обмеру и эскизированию фрез.
4.2. Содержания работы
Время выполнения работы - 2 часа.
1. Используя данные методического материала, изучить конструктивные и геометрические.
2. Приобрести навыки обмера и эскизирования червячной фрезы.
3. По заданию преподавателя произвести обмер и эскизирование червячной фрезы.
Меры безопасности при выполнении лабораторной работы:
1. Подготовить рабочее место.
2. При обмере режущего инструмента соблюдать правила пользования мерительным иинструментом.
3. При измерениях соблюдать меры предосторожности.
4.3. Теоретическая часть
Червячные фрезы предназначены для нарезания прямозубых и косозубых цилиндрических колёс.
Фреза получается из червяка путём образования на его винтовых поверхностях режущих кромок. Для этого на червяке делают продольные, обычно винтовые, канавки, а получившиеся зубья затылуют для обеспечения задних углов и режущих кромок. Червяк, положенный в основу червячной фрезы для зубчатых колёс, называется основным червяком, этот червяк и нарезаемое зубчатое колесо должны находиться в правильном зацеплении.
По назначению фрезы бывают чистовые и черновые. У черновых зубья выполнены тоньше окончательной ширины впадины нарезаемых колёс на величину припуска под окончательную обработку. Для увеличения производительности применяют острозаточенные червячные фрезы. Конструктивно фрезы выполняются насадными и с хвостовиком. По краям фрезы делаются буртики шириной 4…5 мм с прошлифованными по торцу и диаметру поверхностями. По ним проверяется радиальное и торцевое биение фрезы при изготовлении, заточке и установке на станок.
Маркировка фрез содержит необходимые данные для их выбора соответственно нарезаемым зубьям колеса и для установки в станок, а именно: индекс (номер чертежа), модуль, угол зацепления, коэффициент высоты головки зуба колеса, угол подъёма витков, шаг винтовых канавок (шаг спирали), материал фрезы, класс точности её изготовления. У фрез для чернового нарезания или фрез, отличающихся размерами зубьев от стандартных, приводится ещё толщина зуба и высота зубьев фрезы.

Рис.4.1. Червячная зуборезная фреза
4.4. Обозначение основных конструктивных элементов
m - нормальный модуль;
Рnо - шаг профиля зуба в нормальном сечении;
Рхо - шаг профиля зуба в осевом сечении;
ano - угол профиля в нормальном сечении;
Sno - толщина зуба в нормальном сечении;
ho - полная высота зуба;
hao, hfo - высота головки и ножа зуба;
λmо - угол наклона винтовой канавки;
gmо - угол подъёма витков;
Pz - шаг винтовой канавки;
aпо - угол профиля рейки;
y - центральный угол, соответствующий окружному шагу зубьев;
q - угол канавки фрезы;
Нк - глубина канавки;
aв - задний угол при вершине зуба фрезы;
к - величина затылования;
g - передний угол;
do - диаметр отверстия под оправу;
dl - диаметр буртиков;
d2 - диаметр расточки;
1 - длина буртиков;
11 - длина шлифованной части отверстия;
dao - наружный диаметр фрезы;
в - ширина шпоночной канавки;
t1 - глубина шпоночной канавки;
L - общая длина фрезы.
Обмер фрезы производится в следующем порядке:
1. Согласно клеймению на торцевой поверхности фрезы определяется модуль т, угол зацепления ![]() , шаг продольной канавки Рхо.
, шаг продольной канавки Рхо.
2. При помощи линейки и штангенциркуля измеряются основные габаритные размеры: ![]()
3. Измерение высоты зуба ho, нормального шага Рпо, толщины зуба Sno и угла профиля рейки ![]() производится при помощи зубомера, согласно рис. 4.2 и 4.3.
производится при помощи зубомера, согласно рис. 4.2 и 4.3.
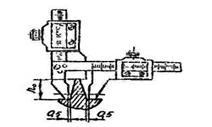 Рис. 4.2. Схема измерения высоты зуба
Рис. 4.2. Схема измерения высоты зуба
4. При измерении высоты зуба ho для исключения влияния радиуса у основания зуба между боковой поверхностью зуба и ножкой зубомера необходимо оставлять зазор 0.5мм.
5. Измерение нормального шага Рпо производится на высоте hизм=0.5ho. Величина шага Ро определяется, как разность размеров:
![]() .
.
Полученная величина сравнивается с расчётной величиной, которая находится по формуле: ![]() .
.
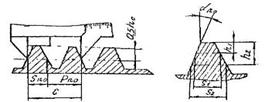
Рис. 4.3. Схема измерения нормального шага и угла в нормальном сечении
6. В некоторых случаях толщина зуба фрезы может отличаться от величины ![]() , поэтому для определения Sno сначала находят коэффициент высоты зуба:
, поэтому для определения Sno сначала находят коэффициент высоты зуба: 
и округляют его до стандартной величины 1.0 или 0.8:
![]() ,
,
на которой измеряется Sno .
7. Для определения угла профиля рейки можно воспользоваться приближённой зависимостью:
![]() ,
,
где h1=5 мм,
![]() мм.
мм.
Передний угол определяется как угол между передней поверхностью и радиальным направлением, проходящим через вершину зуба. Для чистовых фрез ![]() , для черновых фрез
, для черновых фрез ![]() . Задняя поверхность зуба червячной фрезы очерчена по архимедовой спирали, обеспечивающей постоянство профиля режущих кромок после переточки. Зуб червячной фрезы имеет три режущих кромки - одну периферийную и две боковые.
. Задняя поверхность зуба червячной фрезы очерчена по архимедовой спирали, обеспечивающей постоянство профиля режущих кромок после переточки. Зуб червячной фрезы имеет три режущих кромки - одну периферийную и две боковые.
Задний угол a на периферии определяется величиной затылования:
![]() ,
,
где z - число зубьев фрезы.
Задаваясь углом поворота y (с помощью делительной головки) червячной фрезы, определяет величину падения затылка в1, фиксируя с помощью индикатора, подведённого к затылку (рис. 4.4), тогда
![]()
![]() .
.
Зная величину aв определяем величину затылования К.
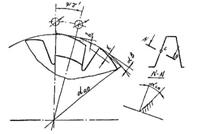
Рис. 4.4. Схема определения задних углов червячной фрезы
Для получения на обеих сторонах зубьев одинаковых передних углов канавки делаются винтовыми. Передняя поверхность канавок располагается нормально к виткам по среднему расчётному цилиндру, т. е. на расчётном цилиндре угол наклона канавок ![]() равен углу подъёма витков
равен углу подъёма витков ![]() , шаг винтовой канавки можно определить так:
, шаг винтовой канавки можно определить так:
![]()
где ![]() - средний расчётный диаметр
- средний расчётный диаметр
![]() .
.
![]()
Полученные результаты сравниваются со значениями, приведёнными в маркировке фрезы.
4.5. Устройство и принцип работы штангензубомера
Штангензубомер предназначен для измерения толщины зуба по хорде. По штанге 1 в двух взаимно перпендикулярных направлениях перемещаются две рамки 3, 4 с нониусами. Рамка 4 соединена с высотной линейкой, другая рамка 3 имеет губку, перемещающуюся относительно неподвижной губки штанги 2 (рис. 4.5).
Штангензубомеры выпускают трёх размеров для контроля колёс с пределами модуля 1…36 мм.
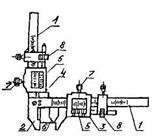
Рис. 4.5. Штангензубомер: 1 - штанги, 2 - губка штанги, 3 - рамка с губкой,
4 - рамка с линейкой, 5 - нониус, 6 - высота линейки, 7 - зажим рамок,
8 - микрометрические подачи рамок
Высотную линейку устанавливают на размер таким образом, чтобы контакт измерительных губок с зубом контролируемого колеса был по делительной окружности. Показания на штангензубомере при измерении толщины зуба по хорде считывают так же, как на штангенциркуле.
4.6. Содержание отчета
В отчет необходимо включить:
1) цель работы;
2) эскиз червячной фрезы;
3) результаты обмера червячной фрезы, сведенные в таблицу;
4) эскизы измерений.
4.7. Контрольные вопросы
1. Назначение червячных фрез.
2. Основные конструктивные и геометрические параметры фрез.
3. По заданию преподавателя пояснить назначение и произвести замер одного из контролируемых параметров.
5. Лабораторная работа № 12
Обмер и эскизирование долбяков
5.1. Цель работы
Целью работы является изучение конструкции зуборезных долбяков, его основных конструктивных и геометрических элементов, приобретение практических навыков обмера и эскизирования долбяков, расчёту конструктивных элементов.
5.2. Содержание работы
Время выполнения работы - 2 часа.
1. Ознакомиться с теоретической частью работы.
2. Ознакомиться с конструкциями долбяков.
3. Произвести необходимые расчёты элементов конструкции долбяка.
4. Произвести обмер конструктивных и геометрических параметров долбяка.
5.3. Инструменты, приборы, оборудование
Долбяк дисковой прямозубый, штангенинструмент, микрометр, зубомер, универсальный угломер.
Меры безопасности при выполнении лабораторных работ:
1. Подготовить рабочее место.
2. При обмере режущего инструмента соблюдать правила пользования мерительным инструментом.
3. При обмере соблюдать меры предосторожности.
5.4. Общие сведения
Долбяки применяют для образования зубьев цилиндрических зубчатых колёс. Долбяк представляет собой режущий инструмент, выполненный в виде зубчатого колеса с высотной коррекцией зубьев, изменяющейся по длине зуба (высоте долбяка) для образования задних углов на боковых режущих кромках зубьев (см. рис. 5.1). Долбяки разделяются на долбяки для прямозубых колёс, для косозубых и шевронных колёс. По конструкции (см. рис. 5.2) долбяки делятся на дисковые, хвостовые, втулочные, чашечные, сборные. Долбяк имеет (см. рис. 5.1) внешнюю 1 и внутреннюю 2 опорные плоскости, переднюю плоскость 3, скос или фаску 4, отверстие для крепления долбяка 5. Сечение, перпендикулярное к оси долбяка, в котором коэффициент смещения исходного контура х0=0, называется исходным.
Расстояние от исходного сечения до плоскости переднего торца долбяка а называется смешением исходного сечения:
| (5.1) |
От величины а зависят конструктивные размеры долбяка Диаметр делительной окружности долбяка do равен произведению модуля долбяка m на число его зубьев:
do = mzo. | (5.2) |
Диаметр окружности выступов для исходного сечения:
dao = do + 2hao. | (5.3) |
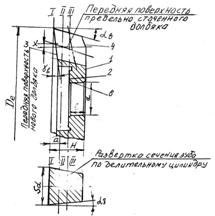
Рис. 5.1. Конструктивные элементы дискового долбяка:
1 - внешняя опорная плоскость; 2 - внутренняя опорная плоскость;
3 - передняя плоскость; 4 - скос; 5 - отверстие для крепления долбяка
|
Рис. 5.2. Виды долбяков: а) дисковый; б) хвостовой; в) чашечный; г) втулочный; д) - сборный |
Диаметр окружности впадин для исходного сечения:
dfo = do - 2hfo, | (5.4) |
где hао и hfo - высота головок и ножек зубьев долбяка.
Для стандартных условий в исходном сечении:
hao = 1.25 m | (5.5) |
hfo = 1.25 m | (5.6) |
Задние поверхности зубьев долбяков - эвольвентные винтовые поверхности. Диаметр основного цилиндра (окружности):
dос = do cos a0, | (5.7) |
где ao - угол профиля задних винтовых поверхностей долбяка.
tgao = tgaзau / (1 - tgaВ tg gB) | (5.8) |
5.5. Обозначение конструктивных и геометрических параметров долбяка
Zo - число зубьев долбяка,
De - наружный диаметр,
dнaч - диаметр начальной окружности,
doc - диаметр основной окружности,
Dвп - диаметр впадин зубьев;
di - диаметр выточки;
d - посадочный диаметр;
Н - высота долбяка;
1 - длина посадочного отверстия;
aзац - угол зацепления;
aв - задний угол по наружному конусу;
aп - угол бокового зазора в плоскости касательной к основному цилиндру;
gв - передний угол на вершине зуба;
m - модуль;
toс - основной шаг;
в - хордальная толщина зуба в передней плоскости на начальном диаметре (толщина зуба по делительной окружности на передний грани);
g - высота при измерении «в»;
а - исходное расстояние (расстояние от передней плоскости до расчетного сечения),
f - коэффициент высоты зуба.
Как известно из теории долбяка, последний представляет собой шестерню с переменной коррекцией вдоль оси зуба, причем закон изменения коррекции определяется линией АА (рис. 5.1 ), имеющей с осью долбяка угол aв, в результате чего боковые поверхности зубьев долбяка являются винтовыми эвольвентными поверхностями с углом наклона винтовой линии на основном цилиндре aп равным углу наклона производящих прямых в плоскости касательной к основному цилиндру. Углы aзац, aв, aп связаны зависимостью: tg aв = tg aп / sin aзац.
Выбирая величину угла aп, являющегося углом бокового зазора, определяют и задают на чертеже угол aзац отклонения которого вызывают при переточках долбяка, изменения высоты ножки шестерни, размеры которой могут выйти из пределов допусков.
Правильное выполнение толщины и высоты головки зуба долбяка определяет правильность состояния толщины и высоты ножки зуба шестерни, а поэтому размеры So и g должны подвергаться контролю (рис. 5.4). Следующим наиболее важным элементом является основной шаг:
toс=m×p×cosaзац,
проверка которого производится наиболее точным методом.
5.6. Обмер долбяка
1. При помощи штангенциркуля измеряются: Н, d, причем размер уточняется в соответствии с нормальными размерами посадочного диаметра долбяка (31, 743 или 44, 445). Измерение Dе производится при помощи микрометра. При нечетном числе зубьев долбяка:
Dе = Diизм/соs(90°/z).
2. Измерение угла aп в плоскости, касательной к основному цилиндру производится путем измерения двух блочных размеров k1 и k2 в двух сечениях долбяка, отстающих друг от друга на расстоянии 1 = l1 - 12 с последующим расчетом по формуле:
tgaп =(k1-k2)/2(l1-l2),
где: l1 = 1,0 ÷ 2 мм и 12 = 10 ÷ 12 мм (плитки Иогансона).
Измерение производится при помощи зубомера, как показано на рис 5.3.
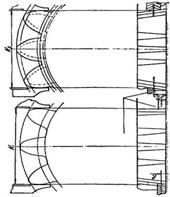 Рис. 5.3. Схема измерения угла aп
Рис. 5.3. Схема измерения угла aп

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 |
