
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Число зубьев в блоке берется по формуле: zбл=(z aзац/180)+1.
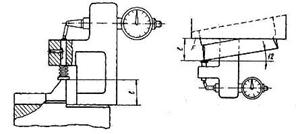
3. Измерение заднего угла aв по наружному конусу производится при помощи угломера как показано на рис. 5.4.
При таком измерении опорная плоскость используется как база, причем отсчет на угломере дает непосредственно величину угла.
4. Определение переднего угла gв производится по формуле:
gв = 90° - (q + aв), где q - угол отсчета (рис.5.5).
5. Измерение хордальной толщины зуба Sd в передней плоскости на модульном диаметре (на высоте q с учетом стрелки D) может производиться при помощи зубомера, как показано на рис. 5.6.
Для учета стрелки D подсчитывают величину последней в расчетном сечении:
Dрасч = 0,5 m×z×(1 - cos(0,5jpacч)), где jpacч = 180° / z.
Поскольку разница между стрелкой в расчетном сечении и в передней плоскости мала, то принимая D » Dрасч получим:
g = Rнар - (0,5 m×zд-D).
Рис. 5.4. Измерение заднего угла по наружному конусу 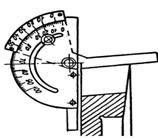
При измерении штангензубомером величина g отсчитывается по вертикальной шкале. Измеренные конструктивные и геометрические элементы долбяка, а также результаты расчетов сводятся в табл. 5.1.
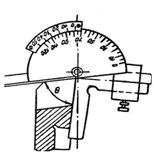 Рис. 5.5. Схема измерения переднего угла
Рис. 5.5. Схема измерения переднего угла
Рис. 5.6. Схема измерения хордальной толщины зуба 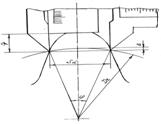
Таблица 5.1
Основные конструктивные и геометрические параметры долбяка
1. Материал | |
2. Модуль в мм,m | |
3. Наружный диаметр (диаметр окружности выступов долбяка), Dе | |
4. Диаметр окружности впадин, Dв | |
5. Делительный диаметр, dд | |
6. Число зубьев долбяка, z | |
7. Высота головки, ha0 | |
8. Высота ножки, hf0 | |
9. Высота зуба, h0 | |
10. Ширина долбяка, Н | |
11. Посадочный диаметр, d | |
12. Длина посадочного места, l | |
13. Диаметр, di | |
14. Задний угол на периферийной кромке, aв | |
15. Задний угол на боковой кромке по расчету, aп | |
1 б. Задний угол на боковой кромке по результатам измерений, aп | |
17 Передний угол на периферийной кромке, gв | |
18. Угол зацепления, aзац | |
19. Шаг по делительной окружности, toc | |
20.Толщина зуба по делительной окружности, Sd |
5.7. Содержание отчета
Отчет должен содержать:
1. Формулировку цели работы.
2. Эскиз зуборезного долбяка.
3. Результаты обмера долбяка и расчетов, сведенных в таблицу.
4. Эскизы измерений.
5.8. Контрольные вопросы
1. Перечислить типы долбяков, которые вы знаете.
2. Назначение прямозубых и косозубых долбяков.
3. Какой тип долбяков применяется при нарезании зубчатых колёс с внутренним зацеплением?
4. Что такое метод копирования и метод обкатки, по какому методу работают зуборезные долбяки?
5. Какие элементы долбяка измеряются с помощью штангенциркуля?
6. Какие геометрические элементы измеряются с помощью угломера?
7. Как определяется хордальная толщина зуба долбяка?
8. Как определяется угол ?
9. Из каких инструментальных материалов изготавливаются зуборезные долбяки?
6. Лабораторная работа № 13
ЗУБОСТРОГАЛЬНЫЕ РЕЗЦЫ ДЛЯ ОБРАБОТКИ
КОНИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС С ПРЯМЫМ ЗУБОМ
6.1. Цель работы
Целью работы является изучение конструкции чистовых зубострогальных резцов и установка их на зубострогальном станке.
6.2. Содержание работы
Время выполнения работы – 2 часа.
1. Используя данные методического материала изучить конструктивные и геометрические элементы зубострогальных резцов.
2. По заданию преподавателя выполнить эскиз резца с проставлением измеренных и полученных расчетом значений конструктивных и геометрических элементов.
3. По заданию преподавателя сделать эскиз одного из применяемых приспособлений.
4. Вычертить схемы установки резца по длине и высоте.
6.3. Инструменты, приборы, оборудование
Образцы зубострогальных резцов, мерительный инструмент (угломер, штангенциркуль, резьбовые пробки.
Меры безопасности при выполнении лабораторных работ:
1. Подготовить рабочее место.
2. При обмере режущего инструмента соблюдать правила пользования мерительным инструментом.
3. При обмере соблюдать меры предосторожности.
6.4. Общие сведения
Чистовые зубострогальные резцы по ГОСТ 5392-80Е имеют форму, приведенную на рис. 6.1, и бывают четырех типов. Область применения резцов приведена в табл. 6.1.
Таблица 6.1
Типы резцов
Тип резцов | Модели станков, на которых применяются резцы | Модуль, мм |
1 | 523, 5П23Б, 5П23БП и Глисон 3″ и № 000 (США), 12 Н(ФРГ) | 0,3 - 2,5 |
2 | 15КН, 15 КНS, 26Н (ФРГ) | 0,5 - 5,5 |
3 | 526, 5А26, Глисон 14″, №14, № 000 (США), 25КН, 25 КНS, 50КН, 50КНS (ФРГ) | 1 - 10 |
4 | 5282, 5С286П, 75КН, 75КНS (ФРГ), Глисон 24 «А» (США) | 3 - 20 |
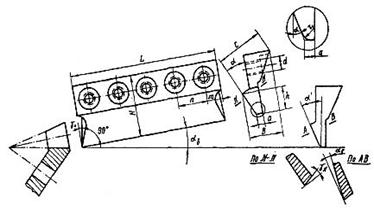
Рис. 6.1. Зубострогальный резец
Резец крепится к державке винтами. Зажимная часть резца делается в виде клина с углом 73°. Высота режущей грани h - 2,5 m.
Толщина резца по вершине:
а ≈ 0,4m при a = 20°; а ≈ 0,5m при a = 15°. Толщина резца (рис. 6.1):
| (6.1) |
Величина С является постоянной для каждой модели станка и изменяется только в зависимости от угла зацепления
С = 27,39 при a = 20°; С = 25,62 при a = 15°.
Задний угол резца aв создается путем его установки в державке (рис. 6.1). Такая установка обеспечивает также необходимый задний угол aб на боковой профилирующей кромке. В зависимости от конструкции станка aв равен 10 или 12°. Угол aб определяется по формуле:
| (6.2) |
где ![]() - профильный угол резца в сечении, перпендикулярном направлению движения,
- профильный угол резца в сечении, перпендикулярном направлению движения,
| (6.3) |
Так как режущая кромка в процессе резания должна быть перпендикулярной к основанию впадины, то ![]() .
.
Нормальный передний угол ![]() зависимости от условий работы принимается в пределах 0 - 25°.
зависимости от условий работы принимается в пределах 0 - 25°.
6.5. Порядок выполнения работы
6.5.1. При изучении конструкции необходимо выполнить эскиз резца в двух проекциях и проставить замеренные размеры.
Углы ![]() и
и ![]() замеряются шаблоном или угломером, размеры L, H, h, С, В, а, п - штангенциркулем, d - резьбовой пробкой.
замеряются шаблоном или угломером, размеры L, H, h, С, В, а, п - штангенциркулем, d - резьбовой пробкой.
Допускаемые отклонения угла профиля a:
Модуль | 0,3-0,9 | 1-5,5 | 6-8 | 9-12 | 13-20 |
Доп. откл. | ±8' | ±5' | ±4' | ±3' | ±2' |
Допускаемые отклонения толщины резца по вершине α:
Модуль | 0,3-0,8 | 1-5,5 | 5-9 | 10-20 |
Доп. откл. | ±8' | ±5' | ±4' | ±3' |
6.5.2. Установка резцов на зубострогальном станке. На станке резцы устанавливаются по длине и по высоте. При этом должны быть выполнены два условия:
1) вершина резца совпадает с плоскостью, перпендикулярной оси люльки и проходящей через центр станка;
2) линия движения вершины резца проходит через ось люльки.
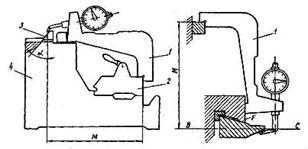
Резец по длине устанавливается с помощью прибора (рис. 6.2а). После настройки на ноль по контрольному блоку, прилагаемому к станку, прибор переносят на станок, прижимают к плоскости F (рис. 6.2б) и касаются пуговкой ножки резца. Резец считается правильно установленным, когда при передвижении его по длине индикатор прибора покажет ноль. Затем резец закрепляют и снова проверяют установку.
а) б)
Рис. 6.2. Установка резца по длине
По высоте резец устанавливается с помощью прибора (рис. 6.3а). Прибор 1 устанавливают на контрольный блок 4. Размер М блока равен расстоянию от верхней плоскости планки, прикрепленной к ползуну, до плоскости ВС (рис. 6.3б), проходящей через ось люльки. Отрегулировав индикатор на ноль, переносят прибор с блока на станок и, прижимая его к планке ползуна и к плоскости F резцедержателя, перемещают последний по высоте до тех пор, пока стрелка индикатора не покажет ноль.
а) б)
Рис. 6.3. Установка резца по высоте
6.6. Содержание отчета
1. Выполнить эскиз резца в двух проекциях с необходимыми сечениями и размерами.
2. Сделать эскизы применяемых приспособлений и дать их краткое описание.
3. Начертить схемы установки резца по длине и высоте.
6.7. Контрольные вопросы
1. Какие типы резцов установлены по ГОСТ 5392-80Е? Какова область их применения?
2. Как создаются вершинный и боковой задние углы?
3. Как производится установка резца на станке по длине и высоте?
4. Какие условия должны быть выполнены при установке резцов?
7. лабораторная работа № 14
ЗУБОРЕЗНЫЕ ГОЛОВКИ ДЛЯ НАРЕЗАНИЯ
КОНИЧЕСКИХ КОЛЕС С КРУГОВЫМ ЗУБОМ
7.1. Цель работы
Целью работы является изучение конструкций двусторонней чистовой резцовой головки для чистового нарезания конического колеса с круговыми зубьями.
7.2. Содержание работы
Время выполнения работы – 2 часа.
1. Используя данные методического материала изучить устройство, конструктивные и геометрические элементы двухсторонней чистовой резцовой головки.
2. Определить номинальный диаметр резцовой головки, угол зацепления, номер резцов и величину их развода исходя из геометрических и конструктивных размеров нарезаемых конических колес с круговым зубом.
3. По заданию преподавателя выполнить эскизы зуборезной головки, корпуса, наружного и внутреннего резцов, подкладки и клина с проставлением основных размеров.
4. На основе замеренных величин определить номер резцов и величину их развода.
7.3. Инструмент, приборы, оборудование
Рабочие чертежи нарезаемых конических колес с круговым зубом, образец двухсторонней головки для чистового нарезания конических колес, мерительный инструмент (угломер, штангенциркуль, индикатор часового типа).
Меры безопасности при выполнении лабораторных работ:
1. Подготовить рабочее место.
2. При обмере режущего инструмента соблюдать правила пользования мерительным инструментом.
3. При обмере соблюдать меры предосторожности.
7.4. Общие сведения
Головка (рис. 7.1) состоит из корпуса 1, в пазах которого закреплены наружные 2 и внутренние 3 резцы. Наружные резцы обрабатывают вогнутую, а внутренние выпуклую сторону зубьев. Точной радиальной установки резцов и требуемого развода между ними добиваются с помощью клина 4 и подкладки 5. Клинья регулируются винтами 6.
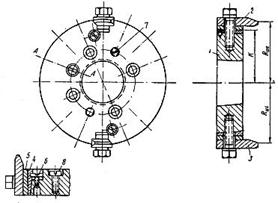
Рис. 7.1. Двухсторонняя чистовая резцовая головка
В двусторонних головках один наружный и один внутренний резцы имеют нерегулируемые клинья. По этим резцам устанавливаются остальные резцы головки. Головка имеет коническое посадочное отверстие. Винты 7 служат для снятия головки со шпинделя, а на сменном винте 8 маркируется диаметр головки, угол зацепления и величина развода резцов. Резцовые головки характеризуются номинальным диаметром, углом зацепления, номером резцов и величиной их развода. Номинальный диаметр головки выбирается в зависимости от длины образующей начального конуса, модуля, длины и высоты зуба. Наибольшие значения модуля, ширины и высоты круговых зубьев, определяемые рабочими пределами нормализованных резцовых головок, приведены в табл. 7.1.
Таблица 7.1
Угол спирали b° | Длина образующей начального конуса Le | Наибольшая высота зуба h, мм | Наибольшая ширина зубчатого венца b, мм | Наибольший модуль m, мм | Нормализованные номинальные диаметры резцовых головок 2ru | |
дюймы | мм | |||||
0-15 свыше 15 | 20-40 35-65 | 3,7 | 20 | 3,5 | 31/2 | 88,9 |
1-15 свыше 15 | 30-70 60-100 | 10 | 30 | 4,5 5 | 6 | 152,4 |
0-15 15-25 свыше 25 | 60-120 90-160 90-160 | 15 | 50 | 6,5 7,5 8 | 9 | 228,6 |
0-15 15-25 свыше 25 | 90-180 140-210 140-210 | 20 | 65 | 9 10 11 | 12 | 304,8 |
0-15 15-25 свыше 25 | 160-240 190-320 190-320 | 28 | 100 | 12 14 15 | 18 | 457,2 |
30-40 | 320-420 | 28 | 100 | 15 | 18 | 457,2 |
При расчете головок номер резцов и ширина развода определяются по следующим формулам. Номер резцов:
| (7.1) |
где ![]() и
и ![]() – углы ножки зуба малого и большого нарезаемых колес, мин; β – угол наклона зуба в средней точке ширины зубчатого венца (рис. 7.2б).
– углы ножки зуба малого и большого нарезаемых колес, мин; β – угол наклона зуба в средней точке ширины зубчатого венца (рис. 7.2б).
а) б)
Рис. 7.2. Двухсторонняя чистовая резцовая головка
Развод резцов при чистовом нарезании колеса:
| (7.2) |
где L - средняя длина образующей начального конуса (рис. 7.2а); Le - наружная длина образующей начального конуса; S1 - толщина зуба на дуге делительной окружности; hfz - высота ножки зуба; a - угол зацепления.
7.4.1. Изучение конструкции головки
При изучении конструкции необходимо выполнить эскизы и проставить необходимые размеры на корпус, резцы наружные и внутренние, прокладку и клин. Кроме того, на основе замеренных величин определяется номер резцов и величина их развода, а также проверяется биение по боковым и торцовым кромкам.
Эскиз корпуса выполняется в двух проекциях: вид с торца и поперечное сечение. Допуски на отдельные элементы корпуса имеют следующие значения:
1) расстояние между основаниями двух противоположно расположенных пазов ±0,05 мм;
2) ширина резцовых пазов ± 0,01;
3) допускаемое смещение резцового паза с оси ± 0,05;
4) угол наклона основания резцового паза ± 2′;
5) допускаемое биение опорного торца
у головки 6″ по диаметру 100 0,01;
» 9″ » 160 0,015;
» 12″ » 220 0,015;
» 18″ » 320 0,02;
7.4.2. Конструкции резцов, подкладок, клиньев
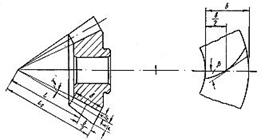
Эскизы выполняются для наружных и внутренних резцов в трех проекциях, с продольным разрезом резца. Кроме того, в более крупном масштабе выполняются носик резцов и нормальное сечение, где проставляются передний и задний углы (рис. 7.3).
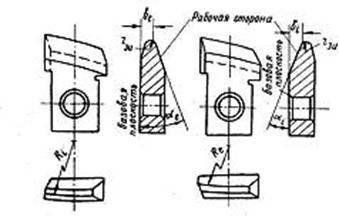
а) б)
Рис. 7.3. Резцы головки:
а) наружный резец леворежущий; б) внутренний резец леворежущий
Номер резцов: | (7.3) |
где a = 20° - профильный угол; ae - угол профиля наружных резцов; ai - угол профиля внутренних резцов.
Углы ae и ai устанавливаются замером. Находят применение резцы следующих номеров: 0; 1 ½ ; 2 ½; 3 ½ и т. д. до 20 ½. Величина развода (рис. 7.4) определяется следующим образом:
для наружных резцов - ![]()
для внутренних резцов - ![]()
где k - базовое расстояние корпуса, определяемое замером или по табл. 7.2; Пе - толщина подкладки для наружных резцов, определяемая замером; ве - базовое расстояние наружного резца, определяемое замером или по табл. 7.2 (рис. 7.4); ru - номинальный радиус головки (задается); Пi - толщина подкладок для внутренних резцов; вi - базовое расстояние внутреннего резца (табл. 7.2).
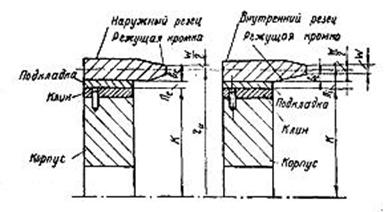
Рис. 7.4. Схема определения развода резцов
Допуски на отдельные элементы резцов имеют следующие значения:
1) расстояние от кромки рабочего профиля до базовой опорной поверхности ± 0,02 мм;
2) ширина площадки при вершине – 0,1 мм;
3) угол рабочей части профиля ± 5′;
4) угол нерабочей части профиля ± 25′;
5) непрямолииейность профиля 0,01 мм;
6) угол передней заточки ± 30′,
Эскиз подкладки выполняется в двух проекциях. Толщина подкладок выполняется с точностью ± 0,005.
Эскиз клина выполняется для подвижного и неподвижного клина в двух проекциях. Толщина клина (наибольшая) выполняется с точностью до - 0,02 мм, угол уклона ± 2′. На всех эскизах проставляются основные размеры. Особое внимание следует обращать на простановку базовых размеров на корпусе и резцах (см. табл. 7.2).
Таблица 7.2
Номинальный диаметр головки в дюймах | Число пазов для резцов | Базовое расстояние корпуса k ± 0.01 мм | Базовое расстояние резца, мм | ||
в универ-сальной головке | в чистовой головке | ве | вi | ||
3 ½ (88,9) | 8 | 8 | 37,060 | 4,48 | 5,24 |
6 (152,4) | 12 | 12 | 67,724 | 4,92 | 6,06 |
7 ½ (228,6) | 12 | 12 | 84,010 | 7,56 | 7,94 |
9 (228,6) | 16 | 12 | 103,055 | 7,56 | 7,94 |
12 (304,8) | 20 | 16 | 138,055 | 8,38 | 9,40 |
18 (457,2) | 24 | 20 | 211,060 | 8,09 | 12,92 |
Примечание: размеры, указанные в скобках даны в мм.
7.4.3. Проверка биения боковых и торцовых кромок
Головка устанавливается на оправку и закрепляется в центрах. Проверяется биение индикатором. Допускаемая величина биения:
торцовое биение по вершинам зубьев у чистовых головок
6- 9″ 0,025 мм;
12-18″ 0,03 мм;
радиальное биение резцов чистовых головок 0,0025 мм.
7.5. Содержание отчета
1. Произвести расчет резцовой головки.
2. Выполнить эскизы головки, корпуса, наружного и внутреннего резцов, подкладки и клина со всеми основными размерами.
3. Произвести расчеты.
4. Привести замеренные величины биения боковых и торцовых кромок.
7.6. Контрольные вопросы
1. Виды резцовых головок.
2. Как определяется номер резцов?
3. Чем достигается развод резцов?
4. Каков принцип работы двусторонней чистовой резцовой головки?
8. ЛАБОРАТОРНАЯ РАБОТА №15
ИЗУЧЕНИЕ АБРАЗИВНОГО ИНСТРУМЕНТА,
ЕГО ХАРАКТЕРИСТИКИ, СПОСОБОВ КРЕПЛЕНИЯ,
БАЛАНСИРОВКИ И ПРАВКИ
8.1. Цель работы
Целью работы является ознакомление с различными типами кругов и их характеристиками, изучение способов крепления кругов, выполнение балансировки и правки кругов.
8.2. Содержание работы
Время выполнения работы – 3 часа.
1. Используя данные методические указания, изучить виды абразивного инструмента, абразивных материалов, связки, твердости, структуры абразивных кругов.
2. По исходным данным, полученным от преподавателя, назначить характеристику абразивного круга.
3. Изучить методы крепления абразивных кругов, их балансировки и правки.
4. В соответствии с заданием преподавателя силами учебного мастера произвести правку абразивного круга.
8.3. Инструменты, приборы, оборудование
Образцы абразивного инструмента, шлифовальные станки.
Меры безопасности при выполнении лабораторных работ:
1. Подготовить рабочее место.
2. При обмере режущего инструмента соблюдать правила пользования мерительным инструментом.
3. При обмере соблюдать меры предосторожности.
8.4. Общие сведения
Абразивный инструмент изготавливается в виде шлифовальных кругов различного профиля и размеров, в виде брусков, пластин и шкурки.
Характеристика абразивного инструмента определяется следующими параметрами: видом абразивного материала, размером зерна, видом связки, соотношением объема зерен и связки, твердостью, формой и размерами круга.
8.4.1. Абразивные материалы
Абразивные материалы делятся на естественные и искусственные.
К естественным абразивным материалам относятся корунд, гранит, кремень и наждак, состоящие из A12O3 и примесей.
Корунд - горная порода, состоящая в основном из кристаллической окиси алюминия (A12O3), применяется для доводочных операций и обработки оптического стекла.
Наждак - (корунд + кварц + магнезит), корунда около 30%, применяется для шлифования свободным абразивом.
Гранит - минерал, представляющий собой соединение Al, Fe, Сг, Mn, Mg с кремниевой кислотой, применяется для изготовления шлифшкурки для обработки дерева, пластмассы, кожи, а также обработки стекла свободным абразивом.
Кремень - горная порода, состоящая из 96% SiО2 + 1% СаО и кварца, применяется при изготовлении шлифшкурки для обработки кожи, пластмассы, эбонита, дерева.
К искусственным абразивным материалам относятся: электрокорунд, карбид кремния, карбид бора.
Наибольшее применение для изготовления шлифовальных кругов получил электрокорунд. Он имеет микротвердость 2000...2500 кгс/мм2, температуру плавления 1900...2000° и теплостойкость от 1250° (нормальный) до 2000° (циркониевый). Представляет собой кристаллическую смесь A12O3, получаемую плавкой в электропечах чистого глинозема (бокситов).
Промышленность производит несколько разновидностей электрокорунда, в том числе - нормальный, белый, хромистый, титанистый, циркониевый, монокорунд и сферокорунд.
Нормальный - содержит 92-95 % Al2О3 и небольшое количество примесей. В зависимости от состава и количества примесей - цвет от светлого до темно-коричневого. Нормальный электрокорунд получают в дуговых печах восстановительной плавкой шихты, состоящей из высокосортного боксита.
Высокая твердость и механическая прочность зерен нормального электрокорунда обеспечивает широкое применение его при шлифовании металлов. Значительная вязкость позволяет применять его при выполнении работ с переменными нагрузками. Нормальный электрокорунд применяется при обработке материалов с высоким сопротивлением разрыву (обдирка стальных заготовок, поковок, проката, высокопрочных и отбеленных чугунов, ковкого чугуна; окончательная обработка деталей из углеродистых и легированных сталей в закаленном и нормальном состоянии, никелевых и алюминиевых сплавов).
Белый электрокорунд состоит из 98-99 % корунда и небольшого количества примесей (1-2 %). По химическому и физическому составам белый электрокорунд является более однородным, чем нормальный. Зерна белого электрокорунда обладают высокой твердостью, прочностью и имеют острые кромки; они легко внедряются в твердые прочные материалы, меньше выделяют тепла при обработке, чем зерна других разновидностей электрокорунда.
Белый электрокорунд применяется при:
1) обработке закаленных деталей из углеродистых, быстрорежущих и нержавеющих сталей, хромированных и нитрированных поверхностей;
2) обработке тонких деталей и инструментов, когда отвод тепла затруднен (штампы, зубья шестерен, резьбовой инструмент, тонкие ножи и лезвия);
3) обработке деталей (плоское, внутреннее и профильное шлифование) с большой площадью контакта между кругом и обрабатываемой поверхностью;
4) отделочной обработке.
Хромистый электрокорунд состоит из 97-98 % A12O3 и 2% окиси хрома (СгО); по цвету напоминает рубин. Наличие в этом корунде твердого раствора хрома существенно меняет его микроструктуру и свойства; повышает механическую прочность и абразивную способность по сравнению с белым электрокорундом. Абразивный инструмент из хромистого электрокорунда обеспечивает повышение производительности при шлифовании конструкционных и углеродистых сталей на интенсивных режимах работы на 20...30 % по сравнению с инструментом из электрокорунда белого.
Титанистый электрокорунд - абразивный материал, представляющий собой соединение окиси алюминия с окисью титана (A12O3+TiО2). Титанистый электрокорунд отличается от нормального электрокорунда большей вязкостью. В нем отсутствует ферросплав и ряд вредных примесей. Титанистый электрокорунд предназначен для изготовления абразивного инструмента, применяемого при обработке углеродистых, конструкционных и других закаленных и незакаленных сталей.
Циркониевый электрокорунд представляет собой абразивный материал, в состав которого входит окись алюминия A12O3 и чистая двуокись циркония ZrО2. Зерно из циркониевого электрокорунда применяют в основном для обдирочного шлифования и шлифования с высокими скоростями.
Монокорунд - абразивный материал, который получают сплавлением бокситов (97...93 % A12O3) с сернистым железом и восстановителем. Зерна монокорунда имеют изометрическую форму, высокую механическую прочность и обладают хорошей способностью к скалыванию. Монокорунд применяют для шлифования цементированных, закаленных, азотированных и высоколегированных сталей с низкой теплопроводностью и теплоемкостью. Инструменты из монокорунда благодаря скалыванию мельчайших частиц зерен обладают высокой режущей способностью. За счет сохранения остроты режущих кромок потребляемая мощность и нагрев обрабатываемой детали снижается. Особенно это важно при заточке инструментов, окончательным шлифовании.
Сферокорунд - абразивный материал, получаемый из глинозема в виде полых корундовых сфер. В нем содержится 99 % A12O3 и небольшое количество примесей. Абразивные инструменты, изготавливаемые из сферокорунда, применяют для обработки мягких и вязких материалов, а также для заточки и шлифования быстрорежущих сталей с большой глубиной резания, т. к. в процессе шлифования сферы разрушаются и обнажают острые режущие кромки, что обеспечивает более производительное шлифование при небольшом тепловыделении.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 |
