
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Форма круга | Условное об. | Профиль | Предельные размеры |
Чашечные цилиндрические | ЧЦ |
| D = 40…300 Н = 25…100 d = 13…150 |
Чашечные конические | ЧК |
| D = 80…350 Н = 25…150 d = 13…150 α = 50…800 |
Тарельчатые | Т |
| D = 80…350 Н = 8…40 d = 13…127 |
Диски (отрезные) | Д |
|
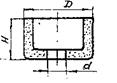
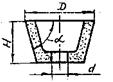
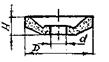
Таблица 8.12
Применение основных типов шлифовальных кругов
Тип шлифовального круга | Назначение |
Плоские прямого профиля (ПП) | Универсальное применение. Наиболее распространенные виды шлифования в зависимости от диаметра круга, мм: до 150 – внутренне шлифование 150-500 – заточка инструментов – круглое наружное шлифование 250-600 – бесцентровое шлифование 200-450 – плоское шлифование периферий круга 150-600 – ручное обдирочное шлифование 100-500 – резьбошлифование |
Плоские с выточкой (ПВ, ПБК, ПВД, ПВДК) | Универсальное применение подобно кругам ПП. Назначение выточек: обеспечить доступ круга к обрабатываемой заготовке и возможность одновременного шлифования цилиндрических и торцовых поверхностей («в упор»); уменьшить площадь соприкосновения торцовой поверхности круга с обрабатываемой поверхностью при обработке буртов, фланцев (ПВК, ПВДК). |
Плоские с коническим профилем (2П, 3 П) | Резьбошлифование, шлицешлифование, зубошлифование (2П); заточка некоторых видов многолезвийного инструмента (3П). |
Кольцевые (К) | Плоское шлифование торцом круга (крепление круга – на планшайбе с помощью цементирующих веществ). |
Окончание табл. 8.12
Тип шлифовального круга | Назначение |
Чашечные цилиндрические (ЧЦ) | Заточка и доводка режущего лезвийного инструмента; внутреннее и плоское шлифование. |
Чашечные конические (ЧК) | Заточка и доводка лезвийных инструментов; плоское шлифование. |
Тарельчатые (Т) | Заточка и доводка многолезвийного инструмента; зубошлифование; шлифование труднодоступных мест. |
Условное обозначение характеристики шлифовального круга
и схема расшифровки
|
Рис. 8.2. Условное обозначение шлифовальных кругов |
8.5. Крепление кругов
При установке и закреплении кругов на станках необходимо соблюдать следующие правила.
Надевать круг на шпиндель или оправку со значительным усилием недопустимо. Отверстие круга должно быть на 0,5-0,8 мм больше диаметра шпинделя или буртика фланцев. При малом диаметре отверстия круга его следует расточить. Если отверстие круга велико, то на шпиндель или буртик фланца навертывается лента из бумаги, картона или резины шириной 0,8-0,9 ширины круга. При необходимости уменьшения отверстия круга на 2-4 мм оно обмазывается расплавленной серой, гипсом или заливается свинцом.
Диаметр крепежных фланцев должен составлять примерно 1/2 - 2/3 диаметра круга. Для малых кругов допускается фланец диаметром до 1/3 диаметра круга. Фланцы соприкасаются с кругом по кольцевой поверхности шириной от 1/8 до 1/16 диаметра фланца.
Между фланцами и кругом располагаются прокладки толщиной 0,5-1,5 мм с наружным диаметром, который на 4-6 мм больше диаметра фланцев. При насаживании круга на шпиндель разрешается слегка ударять по фланцу рукой или деревянным молотком. После установки на шпинделе или оправке круг закрепляют, затягивая ключом гайку или винт. Затягивать гайку или винт другим способом запрещается.
При радиальном биении шпинделя более 0,03-0,05 мм установка круга на шпиндель не допускается. Способы крепления кругов приведены.
8.6. Уравновешивание (балансировка) шлифовальных кругов
Шлифовальный круг, будучи установлен и закреплен на шпинделе станка, в процессе работы вращается с большой угловой скоростью. Если масса круга распределена несимметрично относительно оси вращения, то при вращении шпинделя появляются динамические реакции на его подшипники. При значительной величине этих реакций в технологической системе станок - деталь - инструмент могут появиться нежелательные колебания и вибрация, которые приведут к ухудшению точности и качества шлифуемой детали, к увеличению расхода абразива из-за повышенного и неравномерного износа режущей поверхности круга. Поэтому шлифовальные круги необходимо уравновешивать, добиваясь симметричного распределения вращающихся масс относительно оси вращения. Подобная операция, выполняемая после изготовления кругов, называется балансировкой.
Причины неуравновешенности круга могут быть разными. Выделим три основных причины:
1. Наследственная неуравновешенность, связанная с изготовлением кругов и обусловленная: неравномерной плотностью массы круга по его объему; погрешностями и отклонениями геометрической формы круга (некруглость, непараллельность торцов и т. п.); погрешностями в относительном расположении поверхностей круга эксцентричное расположение наружной цилиндрической и внутренней поверхности отверстия).
2. Установочная неуравновешенность, связанная с погрешностями установки круга на станке (перекос круга, смещение круга в радиальном направлении при его закреплении во фланцах или на планшайбе).
3. Эксплуатационная неуравновешенность, связанная с использованием круга на станке (неравномерный износ круга, неравномерное распределение охлаждающей жидкости в порах круга и т. п.).
Неуравновешенность круга может проявляться либо в смещении центра тяжести относительно оси вращения (статическая неуравновешенность), либо в несовпадении главной центральной оси инерции с осью вращения (динамическая неуравновешенность). Статическая неуравновешенность может быть обнаружена без вращения, а динамическая неуравновешенность выявляется только в динамическом режиме, т. е. при вращении шпинделя станка с установленным кругом.
Неуравновешенность круга вызывает дополнительные, причем весьма значительные, нагрузки на подшипники шпинделя, которые меняют свое направление с частотой, равной числу оборотов шпинделя. Поэтому неуравновешенность круга является причиной колебаний и вибраций станка, вызывает ухудшение качества шлифуемой поверхности, способствует преждевременному износу подшипников.
Состояние любого вращающего ротора, у которого вызванные центробежными силами нагрузки и вибрации передаются на его подшипники и опоры, принято называть дисбалансом (иногда применяют термин дебаланс, небаланс, неуравновешенность).
По ГОСТ 3для шлифовальных кругов установлено 4 класса дисбаланса: 1, 2, 3 и 4, отличающихся числом единиц статического дисбаланса. Чем ниже класс точности и чем меньше высота круга, тем больше число единиц дисбаланса считается допустимым при эксплуатации кругов. Обнаружить неуравновешенность можно при помощи специальных устройств, которые называются балансировочными приспособлениями, балансировочными установками, балансировочными машинами, балансировочными ставками и отличаются по конструкции и принципу работы. Наиболее простыми являются приспособления для статической балансировки. По ГОСТ 3статическая балансировка кругов должна проводиться на простом балансировочном станке с двумя стальными цилиндрическими валиками одинакового диаметра. Валики должны быть закалены по твердости HRC, а шероховатость - в пределах 9-го класса шероховатости, непрямолинейность валиков - в пределах 4 - 5 мкм, износ рабочей поверхности валиков - в пределах 4 - 5 мкм. Некруглость шеек оправки и их биение относительно посадочной конусной поверхности - не более 2 – 3 мкм. Оправки следует хранить вертикально для устранения возможного прогиба под действием собственной массы.
 Рис. 8.3. Схема балансировки шлифовальных кругов.
Рис. 8.3. Схема балансировки шлифовальных кругов.
Если центр тяжести круга совпадает с осью его вращения, то круг сбалансирован и может надежно работать на высоких окружных скоростях. Неуравновешенность кругов возникает из-за их неправильной формы; расположения посадочного отверстия с эксцентриситетом относительно периферии круга; неодинаковой плотности материала и др. Круги балансируют на специальных стендах (рис. 8.3а). В качестве опор используют призмы, диски и цилиндрические валики. Круг устанавливают на оправку и размещают на валиках. Уравновешивание выполняют двумя сегментами (рис. 8.3б) путем их перемещения по пазу фланца с торцовой стороны. При отсутствии уравновешенности тяжелая часть круга опускается вниз. Перемещая сегменты, снова проверяют степень уравновешенности круга до тех пор, пока круг в любом его положении на опорах будет находиться в покое. Необходимо балансировать все круги диаметром больше 100 мм. Перед балансировкой круг нужно осмотреть, чтобы убедиться в отсутствии трещин. Круги можно балансировать непосредственно на шлифовальном станке с помощью специальных механизмов.
Новые абразивные круги подвергают двукратной балансировке в сборе с фланцами. После предварительной балансировки круг устанавливают на шлифовальный станок, предварительно правят и снова снимают для окончательной балансировки. Простоев станка, вызванных повторной балансировкой, можно избежать предварительной правкой круга на специальной установке вне станка (рис. 8.4).
Подлежащий правке круг 2 в сборе с фланцами помещают на шпинделе бабки 3. Три суппорта несут шлифовальные головки с правящими кругами 1, 4 и 5 из карбида кремния. Круг 2 правится по периферии и двум торцам. Бабка 3 имеет поворотные салазки для правки конических поверхностей. Для установки фланцев разных конструкций служит набор переходных втулок. Головки представляют собой автономные узлы с индивидуальными электроприводами.
Дисбаланс, появляющийся в связи с неоднородностью абразивных кругов, по мере уменьшения их диаметров устраняют балансировкой на ходу непосредственно на шлифовальном станке.
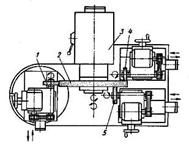
Рис. 8.4. Установка для предварительной правки
шлифовальных кругов перед балансировкой
Наиболее универсальным является способ статической балансировки (рис. 8.5) в динамическом режиме с помощью стробоскопического прибора.
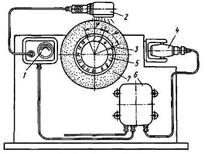
Рис. 8.5. Схема балансировки кругов на станке с предварительным
определением дисбаланса с помощью стробоскопического прибора
Измерительный датчик 4, установленный на наиболее чувствительном узле шлифовальной бабки, воспринимает вибрации, вызванные неуравновешенностью круга, преобразует их в электрические сигналы и передает в электронный блок 6, в котором они фильтруются, усиливаются и передаются на стробоскопическую лампу 2. Лампа периодически синхронно с вибрациями включается и освещает наиболее легкий участок вращающегося круга 7. На зажимном фланце нанесено цифровое табло 5. Стробоскопический эффект создает видимость неподвижности круга и позволяет по цифровому табло определить расположение его наиболее легкого участка, а индикатор 1 указывает значение дисбаланса. Поворотом сухарей 3 устраняют дисбаланс круга.
8.7. Правка шлифовальных кругов
Правкой называют процесс восстановления режущей способности шлифовального круга и его геометрической формы (размерная стойкость). Время работы круга между двумя правками называют периодом стойкости круга (примерно 3-15 мин для наружного круглого шлифования, 10-30 мин для бесцентрового шлифования, 1-8 мин для внутреннего круглого шлифования с продольной подачей). Период стойкости определяется размерами шлифуемой поверхности и круга, свойствами обрабатываемого материала, характеристиками круга, со ставом СОЖ, режимом резания и средствами правки.

а) б) в)
Рис. 8.6. Схемы правки шлифовальных кругов:
а) алмазным инструментом, б) роликами, в) шлифованием
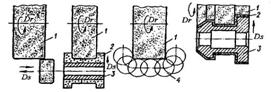
Правку шлифовальных кругов выполняют алмазным инструментом (рис. 8.6а); обкатыванием роликами (рис. 8.6б); шлифованием кругами из карбида кремния (рис. 8.6в). Правку шлифовальных кругов методом обтачивания осуществляют техническими алмазами, алмазно-металлическими карандашами, алмазными иглами и алмазно-металлическими инструментами из алмазных порошков (бруски, ролики, гребенки и др.). Алмазные кристаллы (0,25-1,5 кар и более) закрепляют в оправках пайкой, зачеканкой в медной оправке или механическим зажимом. Правят круги прямолинейного и фасонного профиля. СОЖ подают на круг и на правящий инструмент до начала правки и при ее выполнении. Алмазно-металлические карандаши 1 (рис. 8.7) имеют форму цилиндра (длинойи диаметром мм), в котором размещена алмазная вставка 2, состоящая из скрепленных специальным сплавом алмазных зерен (0,03 - 0,01 кар). В зависимости от расположения зерен карандаши изготовляют трех типов: С - слоями (рис. 8.7а); Ц - цепочкой вдоль оси карандаша в один слой (рис. 8.7б); Н - неориентированное положение (рис. 8.7в). Правку алмазными карандашами используют при чистовом шлифовании. Режим правки: глубина снимаемого слоя 0,04 мм на двойной ход; продольная подача не более 0,5 м/мин при рабочей скорости круга.
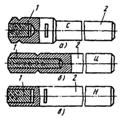
Рис. 8.7. Оправки технических алмазов для правки шлифовальных кругов.
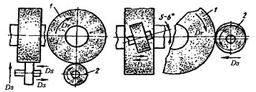
Алмазные ролики - инструмент, на внешней поверхности которого расположен алмазоносный слой. Этим инструментом производят профилирование и правку шлифовальных кругов следующими способами: а) перемещающимся вдоль оси круга цилиндрическим роликом (рис. 8.8а); б) перемещающимся в поперечном на правлении фасонным роликом (рис. 8.8б); в) цилиндрическим роликом, перемещающимся по контуру круга (рис. 8.8в); г) фасонным роликом (рис. 8.8г). Каждый ролик выдерживаетправок круга при толщине снимаемого слоя 0,03 - 0,04 мм.
Правку роликами выполняют с рабочей скоростью круга. Ролику при этим сообщают принудительное вращение.
Для правки шлифовальных кругов сложного профиля применяют блок алмазных роликов, состоящих из нескольких соединенных друг с другом роликов различного профиля и диаметра. Правка кругов алмазными роликами обеспечивает малое отклонение формы деталей, хорошую размерную стойкость круга.
Правку алмазных кругов выполняют только при засаливании и при неравномерном их износе, а также для придания формы фасонным кругам.
а) б) в) г)
Рис. 8.8. Схемы правки шлифовальных кругов алмазными роликами:
1- абразивный круг, 2- алмазный слой, 3- корпус ролика, 4- траектория ролика
Правку производят шлифованием и обкатыванием абразивными кругами. Направление вращения алмазного и абразивного кругов - встречное. Съем алмазного слоя за одну правку 0,03 мм. Алмазные круги на органической связке правят абразивными кругами из зеленого карбида кремния на керамической основе при скорости кругам/с. Алмазные круги на металлической связке правят абразивными кругами из зеленого кремния на керамической основе при скорости абразивного кругам/с, скорости алмазного кругам/с, продольной подаче 1,5 - 2,0 м/мин, поперечной подаче 0,02 - 0,03 мм/дв. ход.
а) б)
Рис. 8.9. Схемы безалмазной правки шлифовального круга:
а) методом шлифования, б) методом обката
Правку шлифовальных кругов выполняют также безалмазными инструментами - шлифовальными кругами (методом шлифования и обката) и твердосплавными дисками (методом шлифования). При правке методом шлифования (рис. 8.9а) правящему кругу 2 сообщают принудительное вращение, а при правке методом обката круг 2 получает вращение от круга 1, который правят.
На стойкость правящего инструмента влияет скорость правки. Применяют три схемы правки: обтачиванием, обкатыванием и шлифованием.
При правке обтачиванием правящий инструмент выполняет роль резца. Скорость правки равна скорости вращения шлифовального круга. Правка обтачиванием, будучи наиболее простой и надежной, вместе с тем вызывает наибольший износ правящего инструмента. Этим требованиям может удовлетворять лишь алмазный инструмент, обладающий наибольшей износостойкостью. Обтачивание применяют главным образом для автоматической и профильной правки, а также для кругов, используемых при шлифовании с достижением точности 5-го квалитета и параметра шероховатости поверхности Ra = 0,4 мкм. Инструментом при правке обтачиванием служат: алмазные карандаши (ГОСТ 607-80); алмазы в оправах (ГОСТ ); алмазные инструменты, режущая часть которых шлифуется с получением определенной формы: резцы, иглы, гребенки (ГОСТ , ГОСТ и др.).
Простота конструкции, жесткость, использование недорогих алмазов, возможность осуществления правки до полного износа алмазных зерен, малая чувствительность к изменениям условий правки предельно упрощают эксплуатацию алмазных карандашей. Поэтому карандаши целесообразно применять на всех операциях шлифования.
Алмазы в оправах имеют более острые ориентированные режущие кромки. Поэтому инструмент работает с меньшими силами, что важно при правке кругов на вулканитовой связке, резьбошлифовании (однониточным кругом), шлицешлифовании, зубошлифовании и в других случаях, когда необходимо получить острые тонкие режущие кромки или уменьшить упругие отжатия круга на вулканитовой связке в процессе его правки. Для рационального использования алмазов необходимо переставлять зерна новой острой вершиной вверх, когда площадь износа достигает 1-2 мм2.
У ограненных алмазных инструментов создают режущие кромки, ориентированные по направлению наибольшей твердости. Этот инструмент необходим для образования сложных профилей и одновременной правки периферийных и торцовых поверхностей по копиру.
В массовом производстве находят применение алмазные гребенки, в которых алмазы закреплены в виде удлиненных пластин. Алмазные гребенки обеспечивают высокую точность автоматической правки и имеют стойкость враз более высокую, чем однокристальный инструмент.
Правку обкатыванием осуществляют правящими дисками, получающими вращение от контакта образующей со шлифовальным кругом. Обкатывание со скоростью до 5 м/с способствует наименьшему износу правящего инструмента. Для правки применяют металлические и твердосплавные диски.
Правку обкатыванием используют также для накатки резьбовых и фасонных поверхностей на шлифовальном круге. В процессе накатки скорость шлифовального круга снижается до 1 - 2 м/с.
Правку шлифованием осуществляют принудительным вращением правящего диска от привода передней бабки станка или индивидуального электропривода. Этот метод правки применим лишь для алмазных роликов и крупногабаритных карбуокремневых кругов очень высокой твердости. Многолезвийный вращающийся инструмент имеет уменьшенный износ, повышает точность и однородность правки.
Алмазный ролик, вследствие чрезвычайно малого износа осуществляет до 50 тысяч правок, упрощает наладку и обеспечивает однородность качества деталей в условиях массового производства.
Правку кругами из черного карбида кремния твердостью ЧТ и ВТ используют преимущественно на круглошлифовальных станках с принудительным вращением от привода передней бабки станка. В табл. приведены основные схемы правки на круглошлифовальных станках.
8.8. Порядок выполнения работы
1. Снять эскиз круга с размерами и расшифровать маркировку круга.
2. Выполнить эскиз крепления круга во фланцах и на станке.
3. Произвести правку круга. Сделать эскиз приспособления для правки и схему правки с указанием режима правки.
8.9. Содержание отчета
Отчет должен содержать:
1) эскиз круга с размерами; характеристику круга с краткими пояснениями; его назначения;
2) эскиз крепления круга во фланцах и на станке;
3) эскиз приспособления для балансировки круга с описанием способа балансировки (по заданию преподавателя);
4) эскиз приспособления для правки с пояснением способа правки и ее назначения.
8.10. Контрольные вопросы
1. Какие существуют виды абразивных материалов?
2. Что такое зернистость круга?
3. Какие существуют виды связок? Какова область их применения?
4. Что такое твердость круга?
5. Что понимается под структурой круга?
6. Как расшифровывается маркировка круга?
7. Каковы причины, вызывающие неуравновешенность круга?
8. Как выполняется статическая балансировка круга?
9. Как производят правку круга?
10. Как закрепляется круг на станке?
СПИСОК ИСПОЛЬЗОВАННОЙ ЛИТЕРАТУРЫ
1. и др. Технологически процессы машиностроительного производства. Т. 2 / , , - М.: Учебная литература, 20с.
2. и др. Металлорежущие инструменты/ , , - М: Машиностроение, 19с.
3. , Алексеев металлов и режущий инструмент. ─ Изд. 3-е. - М.: Машиностроение, 19с.
4. Режущий инструмент: Лабораторный практикум / Под общ. ред. . - М.: Машиностроение, 19с.
5. и др. Справочник инструментальщика/ , , - Л.: Машиностроение, 19с.
6. и др. Резание металлов и инструмент: Учеб. пособие к лабораторным работам / , , / Ленинградский ордена Ленина политехнический институт имени . – Л., 1969. – 90 с.
7. Справочник технолога-машиностроителя: В 2 т. Т.1/ Под ред. и . ─ 4-е изд., перераб. и доп. – М.: Машиностроение, 1986. – 656 с.
8. Ильичев -алмазная обработка материалов: Учеб. пособие/ ОГУ. – Оренбугр, 1995. – 123 с.
9. и др. Шлифование деталей и заточка режущего инструмента: Учебник для средних проф-техн. училищ/ , , – М.: Высшая школа, 1975. – 311 с.
10. , Схиртладзе материалов: Учеб. пособие/ МарГУ. – Йошкар-Ола, 2003. – 116 с.
11. Лабораторный практикум по физическим основам теории резания: Учеб. пособие/ , , и др../ ВолгГТУ. – Волгоград, 2005. – 141 с.
12. , Ольштынский практикум по дисциплине «Процессы формообразования и инструменты»: Учеб. пособие/ ВолгГТУ. – Волгоград, 2001. – 67 с.
Содержание
1. Лабораторная работа № 8. Исследование конструктивных и геометрических параметров протяжек…….…………………. | 3 |
1.1. Цель работы……………………………………………………... | 3 |
1.2. Содержание работы…………………………………………….. | 3 |
1.3 . Теоретическая часть……………………………………………. | 3 |
1.4. Описание лабораторной установки……………………………. | 9 |
1.5. Методика проведения эксперимента и обработка результатов.. | 10 |
1.6. Содержание отчета………………………………………………... | 12 |
1.7. Контрольные вопросы……………………………………………. | 12 |
2. Лабораторная работа № 9. Обмер и эскизирование метчиков………………………………………………………...... | 13 |
2.1. Цель работы……………………………………………………... | 13 |
2.2. Содержание работы…………………………………………….. | 13 |
2.3. Теоретическая часть……………………………………………. | 13 |
2.4. Схема резания при обработке метчиком………………….. | 15 |
2.5. Типы метчиков…………………………………………………. | 16 |
2.6. Измерение метчика…………………………………………….. | 19 |
2.7. Контрольные вопросы………………………………………….. | 20 |
3. Лабораторная работа № 10. Исследование комплекта метчиков………………………………………………..……………. | 21 |
3.1. Цель работы……………………………………………………... | 21 |
3.2. Содержание работы…………………………………………….. | 21 |
3.3. Инструменты, приборы, оборудование……………………….. | 21 |
3.4. Общие сведения………………………………………………… | 21 |
3.5. Порядок выполнения работы…………………………………... | 22 |
3.6. Содержание отчета……………………………………………… | 23 |
3.7. Контрольные вопросы………………………………………….. | 24 |
4. Лабораторная работа №11. Обмер и эскизирование червячных фрез…………………………………………..……….. | 25 |
4.1. Цель работы……………………………………………………... | 25 |
4.2. Содержание работы…………………………………………….. | 25 |
4.3. Теоретическая часть…………………………………………….. | 25 |
4.4. Обозначение основных конструктивных элементов…………. | 26 |
4.5. Устройство и принцип работы штангензубомера…………….. | 29 |
4.6. Содержание отчета……………………………………………… | 29 |
4.7. Контрольные вопросы………………………………………….. | 29 |
5. Лабораторная работа № 12. Обмер и эскизирование долбяков……………………………………………………………. | 30 |
5.1. Цель работы……………………………………………………... | 30 |
5.2. Содержание работы…………………………………………….. | 30 |
5.3. Инструменты, приборы, оборудование…………………..…… | 30 |
5.4. Общие сведения………………………………………………… | 30 |
5.5. Обозначение конструктивных и геометрических параметров долбяка…………………………………………...…….… | 32 |
5.6. Обмер долбяка…………………………………………………... | 33 |
5.7. Содержание отчета……………………………………………… | 35 |
5.8. Контрольные вопросы………………………………………….. | 35 |
6. Лабораторная работа № 13. Зубострогальные резцы для обработки конических зубчатых колес с прямым зубом…....... | 36 |
6.1. Цель работы……………………………………………………... | 36 |
6.2. Содержание работы…………………………………………….. | 36 |
6.3. Инструменты, приборы, оборудование……………………….. | 36 |
6.4. Общие сведения………………………………………………… | 36 |
6.5. Порядок выполнения работы…………………………………... | 37 |
6.6. Содержание отчета……………………………………………… | 39 |
6.7. Контрольные вопросы………………………………………….. | 39 |
7. Лабораторная работа № 14. Зуборезные головки для нарезания конических колес с круговым зубом………………. | 40 |
7.1. Цель работы……………………………………………………... | 40 |
7.2. Содержание работы…………………………………………….. | 40 |
7.3. Инструменты, приборы, оборудование……………………….. | 40 |
7.4. Общие сведения………………………………………………… | 40 |
7.5. Содержание отчета……………………………………………… | 45 |
7.6. Контрольные вопросы………………………………………….. | 45 |
8. Лабораторная работа № 15. Изучение абразивного инструмента, его характеристики, способов крепления, балансировки и правки………………………………….……….. | 46 |
8.1. Цель работы…………………………………………………….. | 46 |
8.2. Содержание работы…………………………………………….. | 46 |
8.3. Инструменты, приборы, оборудование……………………….. | 46 |
8.4. Общие сведения………………………………………………… | 46 |
8.5. Крепление кругов………………………………………………. | 64 |
8.6. Уравновешивание (балансировка) шлифовальных кругов…... | 64 |
8.7. Правка шлифовальных кругов…………………………………. | 67 |
8.8. Порядок выполнения работы…………………………………... | 71 |
8.9. Содержание отчета……………………………………………… | 71 |
8.10. Контрольные вопросы………………………………………… | 71 |
Список использованной литературы……………………………….. | 72 |

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 |
