
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Карбид кремния - абразивный материал, представляющий собой химическое соединение кремния с углеродом (SiC). Высокая твердость карбида кремния сочетается с высокой хрупкостью, что является следствием его кристаллической структуры.
Для абразивной обработки промышленность производит два вида карбида кремния: черный (95...98 % SiC) и зеленый (98...99 % SiC).
Карбид кремния зеленый содержит меньше примесей, имеет несколько повышенную хрупкость и большую абразивную способность. Карбид кремния зеленый используют для тонкого шлифования металлорежущего инструмента, твердых сплавов, керамики, калия и для правки шлифовальных кругов.
Инструмент из карбида кремния черного применяется для шлифования твердых сплавов, чугуна, цветных металлов, стекла, пластмассы, кожи и резины.
Карбид бора - абразивный материал, состоящий из кристаллического карбида бора (B4C), с содержанием его около 93 %. По твердости карбид бора уступает только алмазу и зльбору, но он весьма хрупок, что позволяет его применять для доводки твердосплавного инструмента.
8.4.2. Зернистость шлифовальных материалов
Полученные в электрических печах абразивные материалы дробят и измельчают в специальных машинах, подвергают различным видам обогащения (магнитному, химическому), термической обработке и затем классифицируют по крупности частиц.
Классификацию шлифовальных зерен и порошков по крупности осуществляют рассевом на специальной аппаратуре, позволяющей получать продукт требуемого зернового состава. Для разделения по крупности частиц мельче 40 мкм применяют гидравлическую классификацию.
В зависимости от крупности абразивные материалы делят на группы и номера.
Таблица 8.1
Зернистость шлифовальных материалов
Группа зернистости | Зернистость | Способ классификации |
Шлифзерно | 200, 100, 125, 100, 80, 63, 50, 40, 32, 25, 20, 16 | Рассев |
Шлифпорошки | 12, 10, 8, 6, 5, 4, 3 | Рассев |
Микропорошки | М63, М50, М40, М28, М20, М14 | Гидроклассификация |
Тонкие микропорошки | М10, М7, М5, М3, М2, М1 | Рассев |
Номер зернистости определяется размером стороны ячейки контрольного сита, т. е. того сита, через которое зерна не прошли, в сотых долях мм. Кроме основной каждый номер зернистости характеризуется предельной, крупной, основной, комплексной и легкой. Определяющей характеристикой зернистости является ее основная фракция (табл. 8.1, 8.2, 8.3).
В зависимости от процентного содержания основной фракции рассев зерен может быть высшего качества (В), повышенного качества (П), нормального (Н), допустимого (Д).
Таблица 8.2
Зерновой состав шлифовальных материалов
Индекс для обозначения качества | Минимальное содержание основной фракции, % | ||||
200-8 | 6-4 | М63-М28 | М20-М14 | М10-М5 | |
В (высшее) | 60 | 60 | 55 | ||
П (повышенное) | 55 | 55 | 50 | 50 | 45 |
Н (нормальное) | 45 | 40 | 45 | 40 | 40 |
Д (допустимое) | 41 | - | 43 | 39 | 39 |
Зернистость выбирается в зависимости от следующих факторов:
1) количества снимаемого при обработке металла;
2) требуемой шероховатости и точности обработки поверхностей;
3) физических свойств обрабатываемого материала;
4) требуемой в автоматическом цикле шлифования стойкости кругов между правками.
Крупнозернистые инструменты применяются:
1) при обдирочных и предварительных операциях с большой глубиной резания, когда удаляются большие припуски;
2) при работе на станках большой мощности и жесткости;
3) при обработке материалов, которые вызывают заполнение пор круга и засаливание его поверхности (латунь, медь, алюминий);
4) при большой площади контакта круга с обрабатываемой поверхностью (плоское шлифование торцом круга, внутреннее шлифование).
Средне - и мелкозернистые инструменты применяются:
1) для получения шероховатости поверхности 0,32...0,08 мкм;
2) при обработке закаленных деталей и твердых сплавов;
3) при окончательном шлифовании, заточке и доводке инструментов;
4) при высоких требованиях к точности обрабатываемого профиля детали.
Таблица 8.3
Выбор зернистости абразивного инструмента
в зависимости от вида обработки
Зернистость шлифматериала | Вид обработки |
160 и более | Обдирочное шлифование в металлургической промышленности |
125…80 | Обдирочные операции: зачистка заготовок, отливок, поковок |
80…50 | Плоское шлифование торцом круга, заточка средних и крупных резцов, правка абразивного инструмента, абразивная отрезка |
63…23 | Предварительное и комбинированное шлифование, заточка режущего инструмента |
40…5 | Глубинное плоское (профильное) шлифование |
32…16 | Окончательное шлифование, обработка профильных поверхностей, заточка мелкого инструмента, шлифование хрупких материалов |
12…6 | Отделочное шлифование металлов, доводка твердых сплавов, доводка режущих инструментов, предварительное хонингование, заточка тонких лезвий |
6…4 | Отделочное шлифование металлов, стекла, мрамора, резьбошлифование, окончательное хонингование |
М40 и мельче | Суперфиниширование, окончательное хонингование, доводка тонких лезвий измерительных поверхностей калибров, резьбошлифование изделий с мелким шагом |
С уменьшением размера абразивных зерен повышается их режущая способность за счет возрастания числа зерен на единице рабочей поверхности, уменьшения радиусов округления вершин зерен, меньшего износа отдельных зерен.
Мелкозернистые инструменты обладают меньшей способностью к самозатачиванию по сравнению с инструментом более крупной зернистости, в результате чего быстрее притупляются и засаливаются.
8.4.3. Связки абразивных инструментов
Связка служит для скрепления отдельных зерен в единое тело инструмента. От материала связки зависит прочность удержания зерен в круге, прочность самого круга. Связка в значительной мере обуславливает интенсивность съема материала, качество обработки, износ инструмента и соответственно экономичность операции.
Связка абразивного инструмента не участвует в процессах резания и удалении припуска, но существенно влияет на состояние рабочей поверхности инструмента и работу абразивных зерен.
Связки разделяются на органические и неорганические.
К органическим связкам относятся бакелитовая, вулканитовая, глифталевая.
Бакелитовая связка (Б, Б1, Б2, БЗ) состоит из бакелита (карболовая кислота, формалин). Для придания необходимых технологических свойств в смесь вводятся наполнители (гипс, криолит и другие материалы).
Бакелитовая связка имеет три основные разновидности: пульвербакелит (Б, Б1), жидкий бакелит (Б2) и специальная (БЗ), которая используется для резьбошлифовальных и тонких разрезных кругов.
Круги на бакелитовой связке предназначены для работ при скоростях 50 м/с и более, армируются металлическими кольцами, стеклосеткой и стекловолокном. Инструмент на бакелитовой связке прочен и эластичен, допускает изготовление кругов толщиной до десятых долей миллиметра.
Недостатками инструментов на бакелитовых связках являются следующие:
1) под действием щелочных растворов с концентрацией более 1,5% связка разлагается;
2) при достаточно длительном воздействии температуры порядка 250...300° С связка выгорает.
Бакелитовая связка применяется для изготовления инструментов, используемых при плоском шлифовании торцом круга; при отрезке и прорезке пазов; при заточке инструмента; при отделочном шлифовании зеркала цилиндров.
Вулканитовая связка (В, В1, В2, ВЗ, В5) представляет собой многокомпонентную композицию, основным элементом которой является синтетический каучук. Различные химические и минеральные компоненты придают инструменту твердость, эластичность, самозатачиваемость, кромкостойкость (вулканизирующий агент - сера - 30%, ускорители вулканизации - коптакс, тиурам, наполнители - окись цинка, окись магния).
Вулканитовая связка обладает большой эластичностью, прочностью и не боится влаги. Круги, изготовленные из этой связки, могут иметь толщину до 0,5 мм при ø150...200 мм.
Недостатком вулканитовой связки является быстрая засаливаемость кругов.
Абразивные инструменты на вулканитовой связке, имеющие большие упругость и плотность, хорошую водоупорность, применяют при отрезке, прорезке и шлифовании пазов, обработке сферических поверхностей при профильном, бесцентровом и отделочном шлифовании.
Глифталевая связка (ГФ) - изготавливается из синтетической смолы с добавлением глицерина и фталиевого ангидрида. Применятся для доводочных инструментов, т. к. имеет теплостойкость 120° С и невысокую твердость. Рабочие скорости для инструментов на этих связках 40 м/с.
К неорганическим связкам относятся: керамическая (К), магнезиальная (М) и силикатная (С).
Керамические связки (К1, К2, КЗ, К4, К5, К6, К8, К10) являются многокомпонентными смесями огнеупорной глины, полевого шпата, борного стекла и других минеральных материалов, составленными по определенной рецептуре с добавками клеящих веществ (жидкое стекло, декстрин).
Керамические связки обладают высокой огнеупорностью, водоупорностью, химической стойкостью и относительно высокой прочностью. В зависимости от поведения в процессе термообработки они делятся на плавящиеся (стекловидные - К1, К5, К8) и спекающиеся (фарфоровидные - К2, КЗ). Абразивные инструменты из электрокорунда изготавливают из плавящейся связки, а из карбида кремния - на спекающихся связках.
Плавящиеся связки обеспечивают прочное закрепление зерен, вступая с ними в химическое соединение, обеспечивая тем самым большую прочность абразивных инструментов.
Недостатком керамических связок является их высокая хрупкость, в связи с чем их не применяют при ударной нагрузке и малой высоте круга. Тонкие круги (толщиной менее 3 мм) легко ломаются от боковой нагрузки. Предельная скорость резания, допустимая кругами на этой связке, составляет 30...50 м/с.
В последнее время разработаны новые керамические связки, пригодные для шлифования со скоростью 60...80 м/с. Для этой же цели используются круги с упрочняющими тканевыми прокладками или из стекловолокна.
Магнезиальная связка изготавливается из смеси магнезита и хлористого калия. При ее использовании уменьшается нагрев обрабатываемой поверхности, однако круги не допускают использование влаги и имеют повышенный износ. Допускаемая скорость - не более 20 м/с.
Силикатная связка изготавливается из смеси глины, жидкого стекла и кремниевой пыли. Она способствует минимальному тепловому делению и поэтому применяется в тех случаях обработки, где не допустим нагрев. Однако прочность кругов намного ниже, чем с керамической связкой, а применение жидкости недопустимо.
Наиболее широкое применение из всех перечисленных связей имеет керамическая и составляет 50...60 % от общего объема производства абразивного инструмента, на бакелитовой связке 30...39 %, на вулканитовой - 4-7 % и на других связках - не более 1-2 % (табл.
8.4.4. Структура абразивного инструмента
В абразивных инструментах различают несколько основных фаз: абразивную, занимаемую абразивными зернами; связующую, занимаемую связкой; газообразную, занимаемую порами. В некоторых инструментах вводится дополнительная фаза, занимаемая наполнителями. Содержание каждой фазы выражают в долях объема (объемная фазовая характеристика) или массы (массовая фазовая характеристика). Массовыми характеристиками пользуются при изготовлении кругов.
Таблица 8.4
Механические свойства абразивных кругов на различных связках
Параметр | Связка | ||
керамическая | бакелитовая | вулканитовая | |
Предел прочности, Па при: растяжении сжатии изгибе | 30-50 70-90 45-60 | 30-35 150 60 | 46 70-85 80-100 |
Ударная вязкость, МДж/м2 | 0,12-0,5 | 0,5-0,6 | 1-1,5 |
Модуль упругости, 103 МПа | 50-85 | 4-10 | 1-4 |
Температура размягчения, 0С | 500-700 | 100-120 | 80-100 |
Плотность, 103 кг/м3 | 2,2-2,8 | 1,2-1,4 | 1-1,4 |
Таблица 8.5
Связки для абразивных кругов
Связки | Область применения |
Керамические (К1, К2, К3, К4, К5, К6, К7, К8, К10) | Инструмент для всех основных видов шлифования кроме прорезных пазов, а также обдирочного шлифования на подвесных станках (К2, К3 – инструмент из карбида кремния; К-2 – инструмент мелкозернистый; К1, К5, К8 – инструмент из электрокорунда) |
Бакелитовые (Б, Б1, Б2, Б3, Б4, БП2, Б156) | Круги с упрочненными элементами для шлифования при скорости круга 65, 80, 100 м/с; круги для обдирочного шлифования на подвесных станках и вручную; плоского шлифования торцом круга, отрезания и прорезания пазов, заточки режущих инструментов, шлифования прерывистых поверхностей; мелкозернистые круги для отделочного шлифования; хонинговальные бруски и шлифовальные сегменты |
Вулканитовые и другие органические (В, В1, В2, В3, В5, ГФ, ПФ, Э5, Э6) | Ведущие круги при бесцентровом шлифовании, гибкие круги для полирования и отделочного шлифования (на связке В5); отрезные круги для прорезания и шлифования пазов; круги для профильного шлифования (на связке ВЗ), полировальные высокопористые круги (на связке ПФ), тонкозернистые круги для окончательного полирования (на глифталевой связке с графитовым наполнителем); инструмент для доводочного шлифования; абразивные шеверы на эпоксидной связке. |
С увеличением объемного содержания зерен уменьшается расстояние между ними, а, следовательно, и минимальная толщина мостиков между ними.
Соотношение объемов шлифовального материала, связки и пор в абразивном инструменте называется его структурой. Vз + VCB + Vnop = 100%. Объемное содержание абразивной фазы в инструменте принято характеризовать номером структуры. Структура обозначается номерами от 0 до 20. Это обозначение имеет определенные условности: чем меньше зерен в единице объема, тем выше порядковый номер структуры. С увеличением структуры на один номер объем зерна в круге уменьшается на 2% (табл. 8.6, 8.7).
Таблица 8.6
Объемная концентрация абразивных зерен в инструментах
Показатель | Структура | |||||||||||||||
плотная | средняя | открытая | очень открытая | |||||||||||||
Объемное содержание зерен в инструменте, в % | 62 | 60 | 58 | 56 | 54 | 52 | 50 | 48 | 46 | 44 | 42 | 40 | 38 | 36 34 32 | 30 28 26 | 24 20 |
Обозначение номера структуры | 0 | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 14 15 | 16 17 18 | 19 20 |
Таблица 8.7
Применение кругов различной структуры
Структура | Область применения |
1-3 | Шлифование заготовок с малым съемом металла кругами на бакелитовой и керамической связках (обработка некоторых деталей шарикоподшипников). |
3-4 | Профильное шлифование; шлифование твердых и хрупких материалов с малой шероховатостью обработанной поверхности; шлифование с большими подачами или переменной нагрузкой; отрезные работы. |
5-6 | Почти все виды шлифования (круглое наружное, бесцентровое, плоское периферией круга) металлов с высоким сопротивлением разрыву. |
7-8 | Шлифование вязких металлов с низким сопротивлением разрыву; плоское шлифование торцом круга; внутреннее шлифование; заточка инструментов. |
9-12 | Скоростное шлифование, профильное шлифование мелкозернистыми кругами; шлифование резьбы. |
14-16 | Шлифование неметаллических материалов и металлов с низкой теплопроводностью (устранение ожогов и трещин). |
Абразивные инструменты плотной структуры (0-3), имеющие тесное расположение зерен и малые поры, применяются главным образом для доводочных работ. Наибольшее применение имеют структуры 5-8. Открытая структура (9-12) характеризуется большим расстоянием между зернами, лучшим отводом срезаемой стружки и позволяет работать на повышенных режимах. Однако круги открытой структуры обладают меньшей прочностью.
В последнее время широкое применение находят высокопористые круги, величина пор у которых обычно больше (до 2-3 мм), чем размеры абразивных зерен. Поры такой величины получаются в результате выгорания при термообработке добавок (древесные опилки и мука, молотый уголь, пластмассы, бисер, сополимеры и т. п.), которые вводятся в виде наполнителей.
Высокопористые круги в основном предназначены для шлифования мягких и вязких материалов, т. к. повышенная пористость создает лучшие условия для размещения стружки и уменьшения ее застревания в порах.
8.4.5. Твердость абразивных инструментов
Под твердостью понимается способность связки удерживать абразивные зерна от вырывания их с поверхности под действием внешних сил. Твердость инструмента в значительной степени определяет производительность шлифования и качество обработанной поверхности (табл. 8.8).
Таблица 8.8
Твердость абразивных инструментов
Степень твердости круга | Обозначение | ||
общее | в зависимости от связки | ||
керамической и бакелитовой | вулканитовой | ||
Весьма мягкий | ВМ | ВМ1, ВМ2 | |
Мягкий | М | М1, М2, М3 | |
Среднемягкий | СМ | СМ1, СМ2 | |
Средний | С | С1, С2 | |
Среднетвердый | СТ | СТ1, СТ2, СТ3 | С |
Твердый | Т | Т1, Т2 | СТ |
Весьма твердый | ВТ | ВТ1, ВТ2 | Т |
Чрезвычайно твердый | ЧТ | ЧТ1, ЧТ2 |
Абразивные зерна по мере их затупления должны обновляться путем скалывания или выкрашивания. Чем выше твердость абразивного инструмента, тем прочнее связь между абразивными зернами в инструменте, тем большие силы способны они воспринять без выкрашивания. При слишком твердом круге связка продолжает удерживать затупившиеся и потерявшие режущую способность зерна. При этом расходуется большая мощность, изделие нагревается (прижоги). При слишком мягком круге зерна, не утратившие режущую способность, выкрашиваются, увеличивается износ круга, появляются вибрации из-за огранки круга, снижается качество поверхности.
Твердость абразивных инструментов зернистостью 125-16 определяют на пескоструйном приборе измерением глубины лунки, образующейся на поверхности инструмента под действием струи кварцевого песка, выбрасываемого из рабочей камеры прибора сжатым воздухом под давлением 0,15 МПа. С увеличением твердости абразивного инструмента глубина лунки уменьшается.
Твердость абразивных инструментов зернистостью 12-М14, определяют измерением глубины лунки, образующейся от вдавливания в тело инструмента стального шарика ø5 или 10 мм под действием нагрузки 981 или 1471 Н на приборе Роквелла.
Твердость абразивного инструмента зависит от количества и качества связки, вида абразивного материала, степени шероховатости и конфигурации абразивных зерен, а также технологического процесса изготовления (давления, режима термической обработки и т. д.).
Изменение твердости инструмента на керамической связке достигается изменением доли связки и соответствующим изменением объема пор при неизменном объеме зерен. Уменьшение или увеличение объема связки на 1,5% дает изменение твердости на одну ступень, т. е. определенной твердости круга соответствует определенный объем пор независимо от номера структуры (рис. 8.1).
Процентный объем пор в абразивном инструменте на керамической связке различных степеней твердости приведен ниже.
Таблица 8.9
Твердость абразивного инструмента | М1 | М2 | М3 | СМ1 | СМ2 | С1 | С2 | СТ1 | СТ2 | СТ3 |
Объем пор, % | 46,5 | 45 | 43,5 | 42 | 40,5 | 39 | 37,5 | 36 | 34,5 | 33 |
Абразивный инструмент на керамической связке выпускают всех степеней твердости, на бакелитовой – от СМ1 до Т1, на вулканитовой - без указания степеней твердости.
Выбор твердости круга
На выбор твердости круга влияют следующие факторы: физико-механические свойства обрабатываемого материала, величина площади контакта между инструментом и деталью, режимы резания (табл. 8.10).
При выборе твердости необходимо руководствоваться следующими рекомендациями:
1. Твердые материалы быстрее истирают абразивные зерна, затупляют их. Удаление затупившихся зерен быстрее происходит в сравнительно мягких кругах. Поэтому для обработки твердых материалов следует применять мягкие абразивные круги, а для обработки материалов невысокой твердости - более твердые. Исключение составляют медь, алюминий, свинец, нержавеющая и жаропрочная стали, которые шлифуют мягкими кругами.
2. С увеличением площади контакта между кругом и деталью давление на единицу площади уменьшается, и, следовательно, обновление затупившихся зерен затрудняется. В этом случае следует использовать более мягкие круги.
3. Чем больше скорость круга, тем более мягкий инструмент следует применять.
4. Для предварительных операций применяются более твердые инструменты, чем для окончательных.
5. При работе без охлаждения применяются более мягкие круги, чем при работе с охлаждением.
6. При шлифовании неровных, прерывистых поверхностей применяются более твердые инструменты.
7. Мелкозернистые инструменты должны быть относительно меньшей твердости, а крупно зернистые - большей.
8. При заточке лезвий закаленных инструментов, при шлифовании и заточке пластинок из твердых сплавов, при обработке поверхностей изделий, плохо отводящих тепло, тонких отверстий (типа труб) и т. п. применяют мягкие шлифовальные круги.
9. При одинаковых условиях шлифования абразивные инструменты на бакелитовой связке должны быть на две степени тверже инструментов на керамической связке.
10. Мягкие круги экономичнее твердых, реже правятся и позволяют вести обработку с более интенсивными режимами. Однако твердость их не должна быть столь низкой, чтобы они быстро изнашивались и теряли форму.
Таблица 8.10
Выбор твердости абразивных кругов
в зависимости от вида обработки
Степень твердости | Вид обработки |
ВТ1-4Т2 | Правка абразивных инструментов методом обкатки и шлифования. Шлифование шариков шарикоподшипников и деталей часовых механизмов. |
СТ2-Т2 | Обдирочные операции, ведущиеся вручную. Абразивная отрезка, прорезка канавок. Круглое наружное шлифование методом врезания, шлифование фасонных поверхностей, бесцентровое шлифование ведущими кругами, хонингование закаленных сталей. |
С2-СТ2 | Шлифование (круглое, бесцентровое, профильное, резьбошлифование) углеродистых и легированных сталей и сплавов, чугуна и других вязких металлов и материалов, плоское шлифование сегментами, хонингование брусками. |
СМ1-С2 | Окончательное и комбинированное круглое, наружное, бесцентровое и внутреннее шлифование стали, плоское шлифование периферий круга, резьбошлифование деталей с крупным шагом, глубинное шлифование пазов. |
С1-С2 | Заточка режущих инструментов. |
СМ1-СМ2 | Заточка режущих инструментов с автоматической подачей. |
М2-СМ2 | Плоское шлифование торцом круга. |
М2-М3 | Заточка и доводка режущего инструмента из твердого сплава, шлифование труднообрабатываемых материалов цветных металлов и сплавов. |
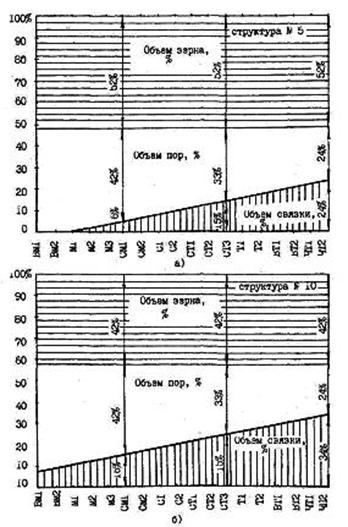
Рис. 8.1. Соотношение между объемом абразивных зерен, пор и связки
(в % от общего объема) в кругах различной степени твердости
для структур 5 (а) и 10 (б).
8.4.6. Класс точности
В зависимости от величин, характеризующих абразивный инструмент в нормативно-технической документации по предельным отклонениям размеров, формы и расположения поверхностей устанавливают классы точности абразивного инструмента.
Шлифовальные круги изготавливают трех классов точности - АА, А и Б. Для кругов класса точности Б используют шлифовальные материалы со всеми индексами, характеризующими содержание основной фракции: В, П. НнД, для кругов класса точности А - только с индексами В, ПНН, для кругов класса точности АА - только с индексами В и П, т. е. с высоким и повышенным (до 55% при зернистости 200-4) содержанием основной фракции.
Наибольшее влияние на процесс шлифования, качество обработанной поверхности и стойкостную наработку инструмента имеют зерновой состав шлифматериалов, непараллельность, вогнутость и выпуклость торцовых поверхностей, отклонение степени твердости и неуравновешенная масса в шлифовальном круге.
Неуравновешенность является одним из основных комплексных показателей качества абразивных кругов. При шлифовании возникают автоколебания, вызываемые неуравновешенностью шпинделя, электродвигателя, ременной передачи и других частей шлифовального станка. Однако наибольшие колебания обусловлены неуравновешенностью шлифовального круга, которая приводит к вибрациям в системе СПИД, возрастанию напряжений в круге, ухудшения качества шлифованных поверхностей и появлению на них прижогов, повышенному износу круга и увеличению расхода правящих средств. Исключительное значение имеет степень неуравновешенности кругов в связи со все более широким внедрением в практику скоростного и сверхскоростного шлифования.
Основные причины, вызывающие появление неуравновешенности у шлифовальных кругов: 1) погрешность геометрической формы круга; 2) эксцентричность посадочного отверстия круга относительно его наружной поверхности; 3) неравномерность структуры круга; 4) смещение центра круга относительно оси его вращения вследствие зазора между посадочным отверстием круга и планшайбой (оправкой); 5) износ круга в процессе шлифования.
Неуравновешенность определяется как произведение неуравновешенной массы G на ее эксцентриситет S относительно оси вращения.
Установлены четыре класса неуравновешенности шлифовальных кругов - 1, 2, 3, 4.
Круги класса АА должны иметь наименьшую неуравновешенность - 1 класса, круги класса точности А должны быть 1 или 2-го класса неуравновешенности, для кругов класса точности Б - 2-го или 3-го класса неуравновешенности.
8.4.7. Типы и размеры абразивных инструментов (ГОСТ 2424-83)
Абразивные круги изготавливают самых разных форм и размеров, выбор которых обусловлен конфигурацией и размерами обрабатываемой детали, требованиями к результатам обработки, характером технологической операции, типом и размером оборудования. Типаж шлифовального инструмента общего назначения регламентирован государственными стандартами (табл. 8.11, 8.12).
Кроме этого, существуют отраслевые стандарты и нормали согласно которым выпускают определенную номенклатуру инструмент специального назначения.
Таблица 8.11
Типы и размеры абразивных инструментов (ГОСТ 2424-83)
Форма круга | Условное об. | Профиль | Предельные размеры |
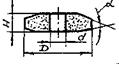
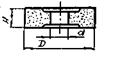
Плоский прямой | ПП |
| D = 3…1060 Н = 1…250 d = 1…305 |
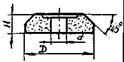
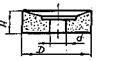
С двусторонним коническим профилем | 2П |
| D = 250…500 Н = 8…32 d = 76…203 α = 40…600 |
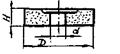
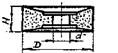
С коническим профилем | ЗП |
| D = 80…500 Н = 6…50 d = 20…203 |
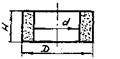
С выточкой | ПВ |
| D = 10…600 Н = 13…100 d = 3…305 |
С двусторонней выточкой | ПВД |
| D = 100…900 Н = 25…250 d = 32…305 |
С конической выточкой | ПВК |
| D = 300…750 Н = 50…80 d = 127…305 |
С двусторонне конической выточкой | ПВДК |
| D = 750 Н = 80 d = 305 |
Кольцевые | К |
| D = 200…500 Н = 80…160 d = 76…400 |
Окончание табл. 8.11

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 |
